影响轧机轴承寿命主因的探究
2016-04-07申光宪郑永江王小伟
申光宪,郑永江, 王小伟
1.燕山大学国家冷轧板带装备及工艺工程研究中心,河北 秦皇岛 066004;2. 燕山大学机械工程学院,河北 秦皇岛 066004;3. 河北敬业集团,河北 平山 050400)
专题综述
影响轧机轴承寿命主因的探究
申光宪1,郑永江2, 王小伟3
1.燕山大学国家冷轧板带装备及工艺工程研究中心,河北 秦皇岛 066004;2. 燕山大学机械工程学院,河北 秦皇岛 066004;3. 河北敬业集团,河北 平山 050400)
针对轧机滚动轴承短寿及烧损的问题,进行了一系列理论计算和实验研究,轴承损坏的原因在于轧机辊系的超静定性和静不定性,轧辊受载荷发生弯曲成挠度而辊颈倾斜,轴承座因缺少铰链副而不能同步倾斜,导致轴承异常偏载,降低了轴承承载能力。由于轧辊之间交叉产生异常轴向力损坏止推轴承。解决的方法:改造轧机的机构学静定性;在设计非静定轧机轴承承载能力时,必须在结构容许条件下乘上安全系数3以上。
轧机滚动轴承;机构学静定性;静定性轧机
0 前言
随轧机的高速、精密、高强度、高刚性和多功能化的发展,普遍采用宽系列滚动轴承。尽管严格按照轧机设计理论依据承载能力和轴承手册选定,但在生产中出现的国产高刚度轧机的滚动轴承大量烧损问题,年损耗50余套。为此,冶金部技术司曾特发177号文件攻关滚动轴承短寿烧损问题。棒线二辊轧机的轧辊轴承使用情况也与此类似。
从德国SMS引进的2050CVC四辊轧机,工作辊组合轴承平均年损耗约18套,并出现相应的连带事故。
引进国外的2 200 mm高速铝箔四辊轧机(图1)工作辊止推轴承频繁烧损,并引发现场失火。
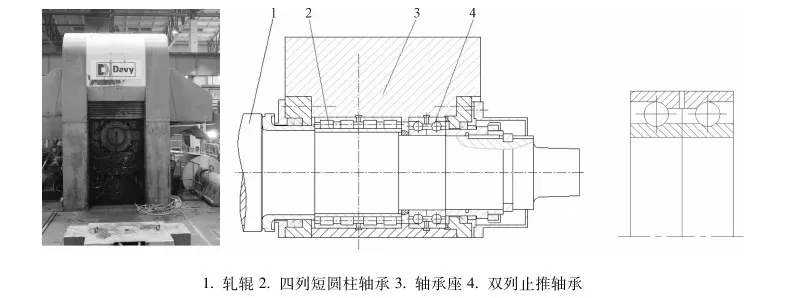
1.轧辊 2.四列短圆柱轴承 3.轴承座 4.双列止推轴承图1 铝箔四辊轧机Fig.1 Aluminum foil 4-Hi mill
据2001年的统计,国产47台六辊轧机的工作辊轴承年损耗达到100余套。
综上所述,在各类轧机中,都有轧机轴承短寿烧损的事故频频发生,严重影响轧制生产。在长期的科研攻关中,关于滚动轴承损坏原因形成了几种比较普遍的说法,分别认为是恶劣的轧制工况使轴承密封损伤进而导致杂物侵入、轴承润滑不到位或装配不到位,甚至有说法认为轴承寿命是概率行为。
随着生产的发展,对上述问题足够的重视。但是,轧机轴承短寿烧损的事故仍然没有得到有效解决。例如,近年从德国引进SMS制造的先进2180六辊板带冷轧机,其中间辊止推轴承(图2)发生烧损事故,烧1套损失超过100万元人民币。而据现场调查得知,现场维护情况良好,喷雾润滑通畅,装配到位,密封效果良好,但未能够解决烧损事故的发生。由此可见,轧机轴承短寿与烧损问题与其说是轴承本身强度与维护问题,不如说是轧机辊系不适应轴承正常运行问题。
图2 2180六辊冷轧板机中间辊止推轴承Fig.2 End-thrust roller bearing of intermediate roll of 2180 6-Hi cold mill
1 高刚度轧机轴承的承载特性
SY型轧机是国产高刚度的典型机型,其辊系[1]如图3所示。
空载状态下,轧辊仅受自重作用,弯曲挠度很小,可以忽略,轧机运行无异常。
可是进入轧制状态,两点支撑的轧辊受轧制力作用而产生相对较大的弯曲挠度导致辊颈倾斜。但轴承座因机架和挡板等约束不能与辊颈同步倾斜,亦即辊系机构没有铰链运动副而使轴承偏载,减弱了轴承承载能力,如图4所示。轧制力越大,轧辊弯曲挠度越大,轴承偏载状况越严重。针对250 mmSY型高刚度轧机的滚动轴承各列短圆柱的承载特性试验结果示于图5所示。第1列和第4列之间的压扁差仅0.08~0.13 mm,而承载压力差达2倍以上,轴承寿命则会相应降低10倍。
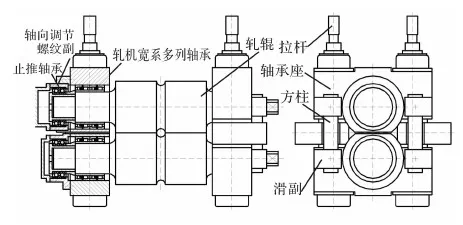
图3 高刚度轧机的辊系(空载)Fig.3 Roll system of high rigidity rolling mill without load
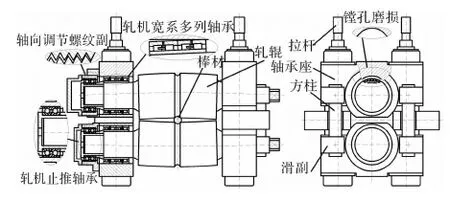
图4 轧制状态的高刚度轧机Fig.4 High rigidity rolling mill with high load
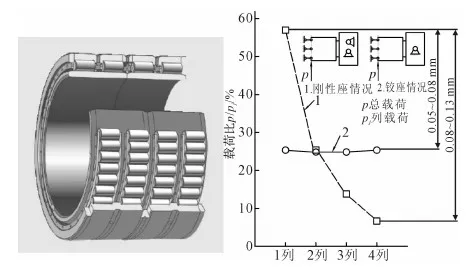
图5 四列滚动轴承及其每列承载特性试验数据Fig.5 Four-row roller bearing and the test data of bearing characteristics of each row
2050 mmCVC热轧四辊精轧机(德国SMS)是板带热轧的常用机型,其工作辊设计有弯辊功能,并可以横向抽动。轧机空载状态如图6所示,轧制状态如图7所示。

图6 2050CVC热轧四辊精轧机(空载)Fig.6 2050 CVC hot plate 4-Hi finish mill without rolling load
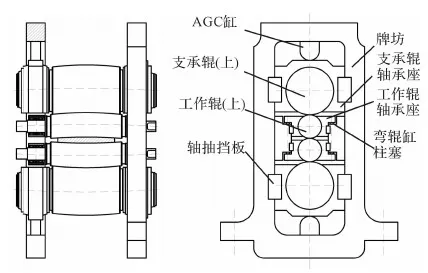
图7 2050CVC热轧四辊精轧机辊系(轧制状态)Fig.7 2050 CVC hot plate 4-Hi finish mill (in rolling condition)
1996年至1997年两年间该轧机工作辊SKF制组合轴承(图8)烧损39套,换用国产组合轴承,则寿命仅1600 h亦即2个月。分析工作辊受力状态,如图9所示。当为改善板形而在轴承座施加弯辊力500~700 kN时,因运动副缺陷,组合轴承严重偏载。
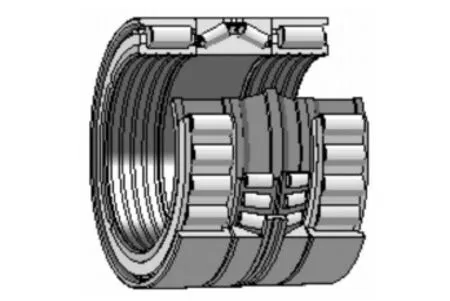
图8 组合轴承Fig.8 Combining bearing

图9 工作辊受弯辊力的弯曲变形状态Fig.9 Bending deflection status of work roll with bending roll force
施加弯辊力后,工作辊辊系的杆系如图10所示。含有组合轴承的轴承座的辊系为2杆·1铰链低副·2滑移低副·1高运动副杆系[2]。
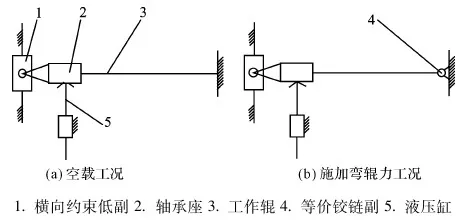
1.横向约束低副 2. 轴承座 3.工作辊 4.等价铰链副 5.液压缸图10 工作辊操作侧机构杆系Fig.10 Linkage structure of work roll on operation side
空载场合的自由度为
F=-1
施加弯辊力场合杆系成为3杆·2铰链副·2滑移低副·1高副,其自由度为
F=0
很显然是超静定杆系,组合轴承不能随轧辊辊颈倾斜均载[2-7](图11)。
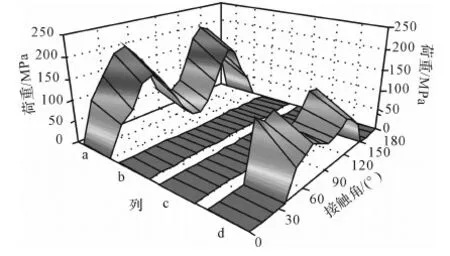
图11 组合轴承三维载荷分布(边界元法)Fig.11 Three-dimensional load distribution of combining bearing (boundary element method)
轴承寿命计算式为
(1)
其中,n、C、P分别为旋转数r/min、轴承容许载荷(kN)、总载荷(kN)。以组合轴承四列滚子中承载最大的短圆柱列为对象,代入短圆柱载荷PC/(1+ΔλC)计算寿命
(2)
式中,L0为更新前实际寿命,ΔλC=λC1-λC2。
将超静定杆系更新为静定杆系后,提高寿命结果示于表1。
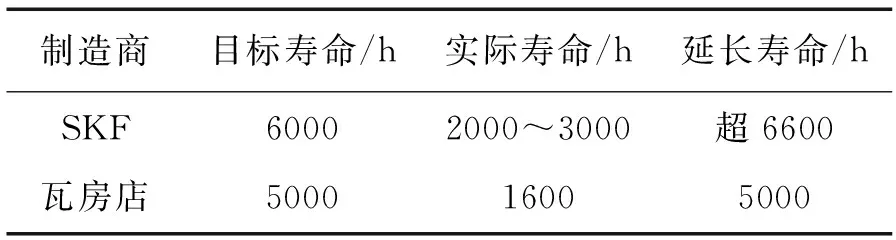
表1 组合轴承更新前后寿命变化
2 四辊轧机的微小交叉运动机理
当前四、六辊板带冷轧机辊系设计,为便于辊系装入机架窗口内,在轴承座与机架窗口间留有1mm左右的微小间隙,此间隙还作为轴承座热膨胀的补偿空间(图12)。
同时,在传统轧机设计理论中,为了保持轧辊平行、辊系稳定运行设置了偏移距e[8],如图13所示。设置偏移距e的辊系受力(P、N、T1、T0、Fh),符号分别为轧制力、支承辊支反力、前张力和后张力,Fh为平衡力系水平力。根据设计理论的分析,由于偏移距e的施加将产生水平力,使工作辊和支撑辊对向紧贴机架窗口,从而保证轧辊平行,辊系稳定运行。实际观察发现,偏移距设置时没有考虑到辊间因为受轧制力负荷而接触面被压扁,在很小的偏心距的倾斜角条件下,即便产生水平力也推不动轧辊实现对向紧贴机架窗口。换言之,偏移距e的设置在目前的轧机设计中是失效的,甚至产生负面影响导致轧辊动态交叉现象如图14所示,而图15所示的间隙Δ正好提供了轧辊的交叉活动范围。
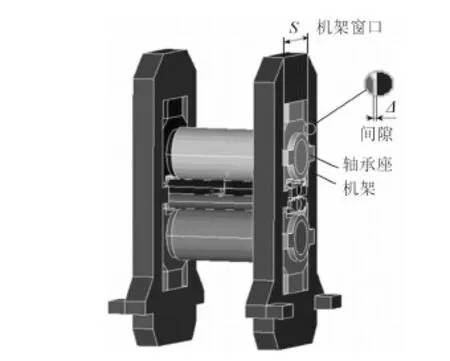
图12 2200铝箔四辊轧机辊系Fig.12 Roll system of 2200 aluminum foil 4-Hi mill
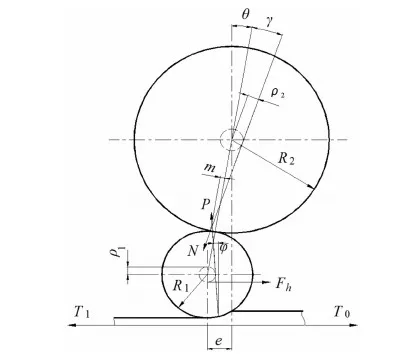
图13 偏移距e的辊系平面力系Fig.13 Planar force system with offset distance e

图14 轧辊动态交叉现象Fig.14 Dynamic cross behavior of roll

图15 引起轧辊动态交叉的辊系陀螺效应Fig.15 Gyroscopic effect caused by dynamic cross behavior of roll system
在对四/六辊轧机辊系的受力状态进行分析后,认为轧辊之间发生动态交叉现象的原因在于陀螺效应[9-13]。其机理是旋转的轧辊由于初始交叉或施加偏辊力而轧辊轴的方位改变,引起陀螺力矩,伴随水平动力促使轧辊交叉,如图15所示。陀螺效应力矩为
(3)
陀螺力矩的伴生水平力为
FGW=±MGW/L,FGB=±MGB/L
(4)
式中,L为轧辊支撑点跨距。
2200铝箔四辊轧机的辊系和轧制条件参数示于表2。代入计算可知,陀螺力矩的伴生水平力远大于偏移距产生的水平力。
综上分析所知,2200铝箔四辊轧机工作辊止推轴承烧损主要原因在于轧辊动态交叉产生的异常轴向力,进行实际测定后发现偏载系数在3以上。

表2 辊系和轧制条件参数
3 600型钢轧机的不静定性
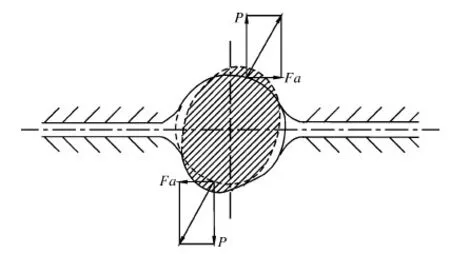
图16 椭圆钢进入成品圆孔型时的偏转Fig.16 Eccentric rotation of elliptic steel entering into circle hole pattern of finish product
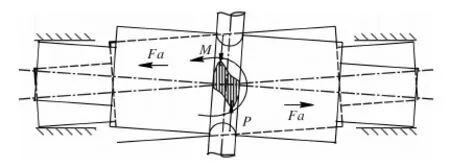
图17 轧辊的微小交叉行为(辊系俯视)Fig.17 Micro cross behavior of the roll (vertical view of roll system)
半封闭式型钢轧机轧制圆钢的成品率约80%左右,主要原因是因为成品前椭圆钢咬入圆孔型时横向刚度差所致,如图16所示。在咬入不准的情况下,带有轴承座与机架窗口侧隙的轧机在未控制条件下发生微小交叉行为(图17)。600型钢轧机的静定辊系如图18所示,型钢轧机杆系如图19所示。
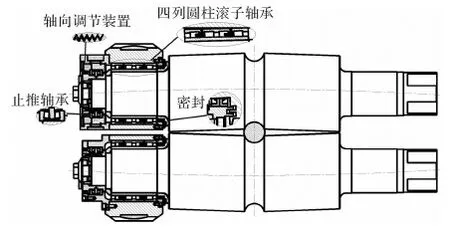
图18 静定辊系Fig.18 Statically determinate roll system
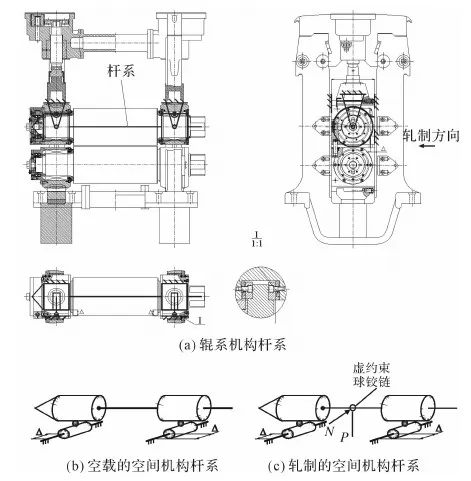
图19 600静定型钢轧机Fig.19 600 mm statically determinate section mill
4 结论
经一系列理论和实验及实机测定研究得出结论,轧机滚动轴承短寿及烧损的主要原因在于轧机的超静定性和静不定性。由于轧辊受载荷产生挠度而辊颈倾斜,轴承座因缺少铰链副而不能同步倾斜,导致轴承别劲而异常偏载,降低了轴承承载能力。静不定性即已侧隙和偏移距造成不稳定辊系使轧辊交叉行为,产生异常轴向力,导致止推轴承超载短寿和烧损。轴承密封、维护、润滑、防水固然重要,但并非影响轴承寿命的主要因素。
提高轧机轴承寿命的主要出路在于两个方面:一是改造轧机的机构学静定性;二是在设计理论方面非静定轧机选定轧机轴承承载能力时,必须在结构容许条件下乘上安全系数3以上。
[1] 申光宪,安瑞臣,谢朝晖. 高刚度轧机重载滚子轴承低寿命问题的研究[J]. 机械工程学报, 1996,32(2).
[2] 申光憲,蘭興昌.多列轴承三维接触压力分布的数值解析[J].計算結構力学及其应用,1990(2): 9-15.
[3] 申光憲, 蘭興昌.四列滚动轴承载荷三维分布的测试研究[J].実験力学,1992(4):371-376.
[4]ShenGuangxian,LanXingchang,HuaZhongxin,HuaZhongming,ZuoDawei.ThreeDimensionalDistributionofContactPressureinFour-row-short-cylinder-rollerBearing[J].JournalofExperimentalMechanics. 1992(4):371-376.
[5]Shenguangxianetal.The3-dBoundaryElementMethodofRollerBearingbyPlateElementAnalogue[J],ActaMECHANICASOLIDASinica.2001(3):268-274.
[6]GuangxianShen,xuedaoShu,MingLi.Three-DimensionalContactBoundaryElementMethodforRollerBearing[J].JournalofAppliedMechanicsASME.Vol.72(6),2005(6):962-965.
[7]GuangxianShen,xuedaoShu,MingLi,Three-DimensionalContactBoundaryElementMethodforRollerBearing[J],JournalofAppliedMechanicsASME,2005(6):962-965.
[8] 申光宪,李明,史荣,等. 四辊轧机辊系偏移距机理的不确定性和微尺度静定性. 机械工程学报,2010,46(10).
[9]ShuXuedao,ShenGuangxian.AnalysisofRollSystemStabilityaboutAluminumFoilRollerMills[J],CJME(EnglishEdition).2003(2):181-183.
[10]史栄,申光憲.CVC四辊轧机轧辊载荷分布的在线测定[J]. 機械工程学報.2003(1):107-110.
[11]申光憲,谢京强. 凸缘传感器仿真与研制[J]. 测试技术学报.2003 (3):198-202.
[12]GuangxianShen,MingLi.Staticallycharacteristicsofmicrodisplacementinafour-highmill[J],JournalofMaterialProcessingTechnology209(2009)5002-5007.
[13]陈占福,申光憲. 大型轧机滚动轴承延寿理论及方法研究[J].中国机械工程,2001(10):1089-1092.
[14]申光宪.考虑微小参量的静定轧机最佳设计理论研究[D]. 东京:东京大学,2010.
[15]GuangxianShen,MingLi.Staticallycharacteristicsofmicrodisplacementinafour-highmill[J],JournalofMaterialProcessingTechnology209(2009)5002-5007(PROTEC-12521).
Explore main reason affecting the service life of rolling mill bearing
SHEN Guang-xian1,ZHENG Yong-jiang2, WANG Xiao-wei3
(1. National Engineering Research Center for Equipment and Technology of Cold Strip Rolling, Yanshan University, Qinhuangdao 066004, China; 2.College of Mechanical Engineering, Yanshan University, Qinhuangdao 066004, China;3. Hebei Jingye Group, Pingshan 050400,China )
According to the problems of short service life and frequent burning of roller bearing, a series of theoretical calculation and experiment research are conducted. The reason lies in the hyper static characteristics and statically indeterminate characteristics of the roll system. The former means that the roll has a bending deformation due to the rolling load and its neck shows an inclination, however, the chock cannot rotate with the inclination of the roll neck, which induces an unbalancing load of the roller bearing and decreases the carrying capacity. The latter means that an excessive axial force acting on the end-thrust roller bearing due to the cross of the rolls. The solving methods contain two aspects, the first is that the structure of the mill should be redesigned with a statically determinate characteristics. The second is that the carrying capacity of the roller bearing in the non-statically determinate rolling mill should be more than three times than allowable load of roller bearing.
rolling mill bearing;mechanisms statically determinate;statically determinate mill
2016-06-15;
2016-09-21
国家自然科学基金(50075075);燕山大学青年教师自主研究计划课题(14LGB005)和燕山大学博士基金(B858)。
申光宪(1935-),男,博士,教授,主要研究方向为轧钢机械设计理论、轧制工程中的边界元法。
郑永江(1985-),男,讲师,主要研究方向为轧钢机械设计理论、轧机振动。
TG333
A
1001-196X(2016)06-0001-07