西马克X-Pact控制系统在不锈钢轧钢厂的应用
2016-02-21邵书东亓海燕栾义平
邵书东 亓海燕 杨 成 栾义平
(山东泰山钢铁集团有限公司)
西马克X-Pact控制系统在不锈钢轧钢厂的应用
邵书东 亓海燕 杨 成 栾义平
(山东泰山钢铁集团有限公司)
不锈钢炉卷轧机升级改造工程全部采用德国西马克自动化控制系统,并用世界领先的数字模拟技术控制板型,降低了成本,提高了质量,增强了产品核心竞争力。本文详细介绍了德国西马克X-Pact控制系统在不锈钢轧钢厂的应用,并描述了不锈钢轧钢厂X-Pact控制系统的配置结构及控制系统的控制原理。
X-Pact控制系统 炉卷轧机 不锈钢
0 前言
不锈钢轧钢厂于2013年对原有的不锈钢炉卷轧机生产线进行了技术升级改造,改造后产能由原来的80万t提高到180万t。技改项目在原基础上增加三架精轧机如图1所示,1个卷取机,1座加热炉,1套加强型层流冷却系统,新上4套磨床,实现在线磨削,用于提高产量和质量。新工艺对主要控制设备自动控制提出了严格的要求,在自动化控制设备中采用德国西马克公司提供的X-Pact控制系统,包括2台PDA分析仪。整套系统是为了达到不锈钢轧钢厂的数据采集、系统控制等各方面的需求,提高不锈钢钢带的产量、质量,提高成材率,合格率。

图1 炉卷+三连轧生产线
1 X-Pact控制系统的硬件组成部分
1.1 X-Pact控制系统
X-Pact控制系统包括了自动控制、数据采集、信号处理等多方面的内容,能从很多方面实现轧钢自动化操作,同时,还能实现自动控制、动态显示、状态监测、记录信号、故障报警等各类操作。轧线区,在PLC室安放了RM、R1,FM、S1、F1、F2、F3主控制柜,每个控制柜包含一个X-Pact控制器,在现场安放了8个远程柜,分别是入口远程柜,出口远程柜,冷却水远程柜,F0推床远程柜,S1远程柜,F1远程柜,F2远程柜,F3远程柜,卷取区,在3号电气室安放了DCM、DC1、DC2主控制柜,每个控制柜包含一个X-Pact控制器,在现场安放了3个远程柜,分别是1号远程柜,2号远程柜,3号远程柜,在2CS、3CS、4CS操作室都安装了操作面板及操作手柄,在中心机房安放了服务器1台,备份机1台,开发机3台,PDA分析电脑2台,精轧区X-pact DP网络图如图2所示:
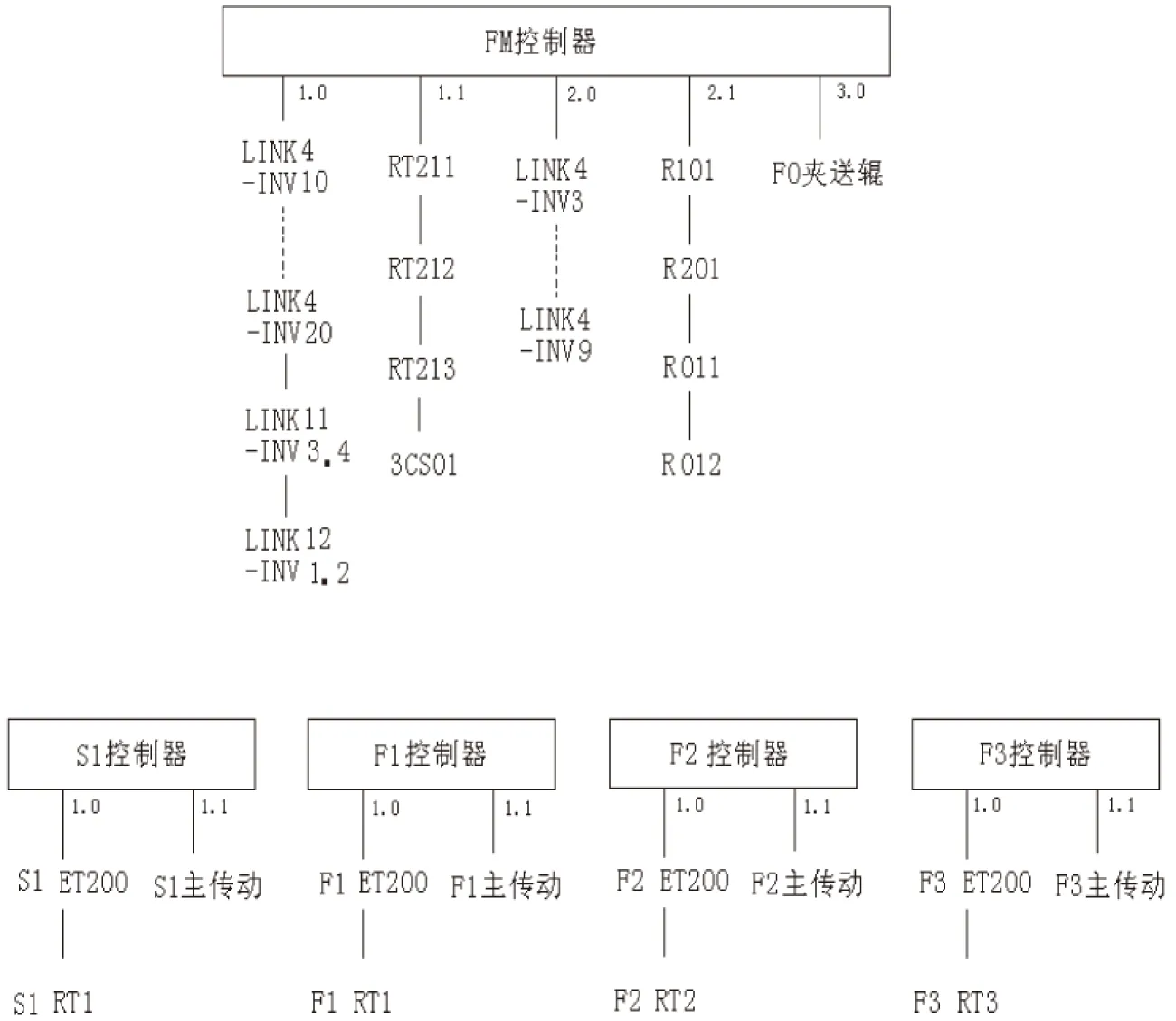
图2 精轧区X-pact DP网络图
1.2 控制操作的相关技术
使用X-Pact控制系统进行不锈钢轧钢的根本目的是为了提高不锈钢钢带的产量、质量,提高成材率,系统设计共涉及到了计算机、控制、通讯、显示技术等4大技术内容。本系统结合了先进的DCS分散型控制系统。系统网络选择了光纤环网为基础的工业局域网技术,控制器与远程柜的通讯采用光纤通讯加贝福模块,能够保证现场的模拟信号能过快速的往来控制系统,维持控制系统的高效有序进行。
1.3 操作室
在各操作室安装了相应的监控装置,主要借助于不同性能的计算机操作,具体为彩色监视器8台,粗轧2台,精轧3台,卷取2台,控制面板7个,粗轧1个,精轧3个,卷取3个,粗轧设有2个手柄,精轧设有用于速度调节、弯辊调节、倾斜调节的12个手柄及4个快泄按钮。精轧操作台如图3所示。

图3 精轧操作台
2 X-Pact控制系统的软件部分
X-Pact控制系统的编程工具为LogiCAD5.2,辅助工具包括X-Pro数据库软件,X-Hmi画面调试工具。由于粗轧区,精轧区,卷取区控制系统都为西马克X-Pact控制系统,控制方式相同,下面以精轧区X-Pact控制系统为例来介绍X-Pact控制系统的软件部分。
2.1 精轧程序块
精轧区程序块如图4所示。

图4 精轧区程序块
2.2 精轧轧区软件架构
精轧区软件构架如图5所示。

图5 精轧区软件构架
2.3 F1控制器具体功能块说明
(1)AGC:自动厚度控制;(2)BRB:支承辊平衡;(3)CVC:工作辊窜辊控制;(4)ESC:侧导板控制;(5)HGC:液压辊缝控制;(6)HWMON:硬件监控;(7)LOO:活套控制;(8)MDC;轧机主传动控制;(9)PDC:过程数据收集;(10)SSEQ:轧机顺序控制;(11)WRB:工作辊弯辊控制。
2.4 FM控制器功能块说明
(1)CSH:飞剪控制;(2)DCI:传动控制;(3)DSGF:除磷控制;(4)DSPR1:除磷入口夹送辊控制;(5)DSPR2:除磷出口夹送辊控制;(6)ESC:F0侧导板控制;(7)FMCC:冷却水控制;(8)GFC:公用功能控制 ;(9)LOO:F0活套控制;(10)MTR:跟踪控制;(11)PDC:过程数据收集;(12)PR1:F0夹送辊控制;(13)SAF:安全;(14)SCC1:入口卷筒控制;(15)SCC2:出口卷筒控制;(16)SCM:速度控制;(17)SEQ:顺序控制;(18)SESC1:入口卷取炉侧导板控制;(19)SESC2:出口卷取炉侧导板控制;(20)SHESC:剪前侧导板控制;(21)SLOO1:入口卷取炉活套控制;(22)SLOO2:出口卷取炉活套控制;(23)SPR1:炉卷入口夹送辊控制;(24)SPR2:炉卷出口夹送辊控制。
2.5 常用功能
轧机主控制协调速度主控制,轧机机架控制器和侧导板的任务,根据操作工所选操作模式,以确保所有组件的适当相互作用。模式选择是赋予操作工的主要权利,以确定自动化的执行顺序。 有关的功能如下:模式选择,轧机组件的状态监控,SM和FM的带钢跟踪,主辅传动参考值的及时输入,辅助功能的及时触发,与轧机其它设备的接口。以下主要模式能够由操作工通过HMI进行选择:正常停止,换辊,标定,轧制,快速停车。 轧机主控制保证涉及的所有系统采取相同模式。基于安全考虑以下模式由相应硬件连接信号自动触发:快速停车,紧急停车。产品质量通过西马克二级控制模型设定合适的弯辊、窜辊、补偿等以保证合适的板型。
3 结语
“炉卷+连轧”生产模式在国内属首次,X-Pact控制系统在不锈钢轧钢厂使用已三年多,控制器及模块工作正常,机组产量、产品质量稳步提升,板型优异。目前已开发出节镍奥氏体、马氏体、铁素体等多个系列、多种规格的不锈钢钢带,还可生产双相不锈钢、高级合金钢、耐候钢、耐酸钢等特殊钢带,可广泛应用到石油化工、海洋工程、航空航天、汽车、船舶、医药、食品、水处理以及家电等领域。吨钢综合能耗达到国际领先水平,实现了企业效益最大化。
THE APPLICATION OF SMS X-PACT IN STAINLESS STEEL MILL
Shao Shudong Qi Haiyan Yang Cheng Luan Yiping
(Shandong Taishan Iron and Steel Group Co., Ltd)
Stainless steel STECKEL mill modernization project using SMS, X-pact and with the world's leading digital simulation technology to control plate shape, to reduces the cost improves the quality, enhance the core competitiveness of product. The application of SMS X-Pact system in stainless steel rolling mill, the structure and configuration of X-Pact control system were introduced in detail.
X-Pact control system Steckel mill stainless steel
东,高级工程师,山东.莱芜(271100),山东泰山钢铁集团有限公司;
2016—7—10
