独石化2.0Mt/a加氢裂化装置工程设计与运行
2016-02-16张良军朱瑞鹏杜胜利寇治平
张良军,朱瑞鹏,杜胜利,寇治平
(中国石油独山子石化公司炼油厂加氢联合车间,新疆 独山子 833600)
独石化2.0Mt/a加氢裂化装置工程设计与运行
张良军,朱瑞鹏,杜胜利,寇治平
(中国石油独山子石化公司炼油厂加氢联合车间,新疆 独山子 833600)
论文对中国石油独山子石化公司炼油厂200万加氢裂化装置工程设计及工业运转进行了总结,简要介绍了加氢裂化工艺及工程技术特点,装置的工业运转结果等,对装置的运转情况进行了分析。分析结果表明,在中等压力下及航煤生产方案时,生产优质的重石脑油及航煤的工艺技术和工程设计是成功的。
加氢裂化;工程设计;运行;标定
【DOI】10.13616/j.cnki.gcjsysj.2016.07.094
1 引言
独山子石化公司(以下简称独石化)2.0Mt/a加氢裂化装置采用UOP公司工艺包。装置以减压蜡油、焦化蜡油为原料,采用单段一次通过流程,最大限度生产BMCI<10的尾油(作乙烯原料)和硫含量<50×10-6,十六烷值>55的优质柴油,同时副产轻烃气体、液态烃和石脑油。本装置设计规模2.0Mt/a,操作弹性50%~110%,年开工时数8400h。根据实际生产需要,反应转化率可以在63%~70%之间进行调整。航煤改造项目于2011年9月检修后投用,装置在2012年1月进行了改造后的航煤试生产。精制催化剂最初选用UF-210STARS,裂化剂选用DHC-32LT,裂化剂采用含少量分子筛的无定形硅铝复合型催化剂,有良好的中间馏分油选择性,产品结构稳定,初期和末期变化小,具有良好的抗有机氮的能力,可以不单独设置加氢精制反应器。
201 5年 4月装置停工检修,精制催化剂更换为镍钼型KF-851-1.5Q,用来进行脱硫、脱氮和芳烃饱和的反应,同时也具有很高的加氢和脱除杂质的能力;裂化催化剂更换为HC-140LT催化剂,在满足最大量生产欧五柴油的前提下,获得更多的重石脑油和轻柴油的收率。HC-140LT具有更高的活性,更低的氢耗,同时保证装置的运行周期;新增加后精制剂KF-851-3Q催化剂,主要功能是使通过反应器出口物料中微量的烯烃组分饱和,以防止在硫化氢存在的环境下生成硫醇。
201 5年8 月份,在70±3%、80±3%这2种转化率下对装置进行了性能测试,全面考核装置在加工量238±4t/h(设计100%负荷,其中VGO质量分数占85%~90%质量分数,CGO占10%~ 15%),航煤生产方案时的运行情况。
2 工艺设计技术方案
2.1 工艺技术特点
装置以减压蜡油、焦化蜡油为原料,采用单段一次通过流程,最大限度生产BMCI<10的尾油(作乙烯原料)和硫含量<50× 10-6,十六烷值>55的优质柴油,同时副产轻烃气体、液态烃和石脑油。
由美国UOP公司提供的工艺包,充分利用内部热量,节能降耗,降低生产成本。采用高效、可靠的设备,以确保装置的长周期安全稳定运转。
反应部分采用一次通过流程,一台反应器,热壁结构,设五个床层。装置原料硫、氮含量较低,不设置循环氢脱硫塔。为提高装置远期的加工适应性,装置预留了脱硫设施的位置。
采用汽提塔工艺,保证塔底物流不含硫化氢,避免后续设备的腐蚀。产品分馏塔设侧线柴油汽提塔,设置中段回流回收热量。加氢尾油为柴油汽提塔底重沸供热,剩余热发生并过热1.0 MPa低压蒸汽。
2.2 工程技术特点
(1)公用工程设施与300万t/a直馏柴油加氢精制装置、80万t/a催焦化柴油加氢精制装置、8万Nm3/h制氢装置共用,包括燃料气系统、锅炉给水系统、低分气系统、干气系统、含硫污水系统、硫化剂系统以及石脑油等。(2)采用DCS集中控制,优化操作,以提高装置的运转可靠性,保证产品收率和质量,保证装置安、稳、长、满、优操作。(3)推行“清洁生产”,注意环境保护,减少污染物排放,提高经济和社会效益。(4)采用合适的反应器直径和UOP公司专利内构件,有利于减小反应器的径向温差,消除局部过热现象,提高催化剂的利用率。(5)原料油采用自动反冲洗过滤器,滤去大于25μm的固体杂质,避免其堵塞反应器床层,导致压降过大而被迫停工。(6)冷高分和冷低分采用卧式容器,提高油水分离度。
2.3 工艺流程特点
(1)在原料油泵入口处注阻垢剂,可有效地减少高压换热器结垢。(2)采用热高分工艺,提高反应流出物的热能利用率,降低能耗,节省操作费用,避免稠环芳烃在冷却器中沉积和堵塞。(3)采用炉后混氢流程,加热炉只加热循环氢,避免反应油气两相炉内分配不均匀和原料油结焦,还可以降低系统压力降。(4)反应器入口温度通过调节加热炉燃料气量来控制,床层间设急冷氢,控制床层入口温度。(5)为保护催化剂、高压设备和操作人员的安全,设置了2.1MPa/min和0.7MPa/min两个压力等级的紧急泄压系统。
3 原料油
从8月15日12:00的混合原料油分析可以看出,混合原料油的指标均优于运行典型值;8月15日19:00的混合原料油分析,除馏程方面有部分指标超出运行典型值的情况,其余各项指标均优于运行典型值。
从8月18日12:00的混合原料油分析可以看出,混合原料油的指标均优于运行典型值;8月18日19:00的混合原料油分析,除馏程方面有部分指标超出运行典型值的情况,其余各项指标均优于运行典型值。
从原料性质的设计值和标定值对比看,两者密度相近,馏程相近,但标定原料的硫含量及氮含量均较设计值低,也都低于运行典型值。
4 产品性质
该加氢裂化装置的产品轻石脑油,重石脑油,航煤,重柴油和尾油性质见表1。由液相产品化验分析数据可以看出,在两个阶段的标定期间,200万所有产品质量合格,能够满足正常的生产要求。受原料系统及新催化剂选择性的影响,尾油98%馏出温度和BMCI值略微偏高,按公司互供料指标变更的要求,已经对尾油的指标进行了变更,保证尾油质量在指标范围内。
5 产品分布
由表1装置70%转化率标定期间含氢收率为102.04%,液相收率为100.17%,收率略微偏大,有一定的偏差,偏差原因是除罐区VGO、罐区CGO和航煤的量以罐位计算外,其余物料以计量表来计算,计量表有一定的计量偏差(计量偏差在允许范围内),造成收率略微偏高。
由表1装置80%转化率标定期间含氢收率为101.74%,液相收率为99.63%。除罐区VGO、罐区CGO和航煤的量以罐位计算外,其余物料以计量表来计算,计量表有一定的计量偏差(计量偏差在允许范围内),造成收率略有偏差。
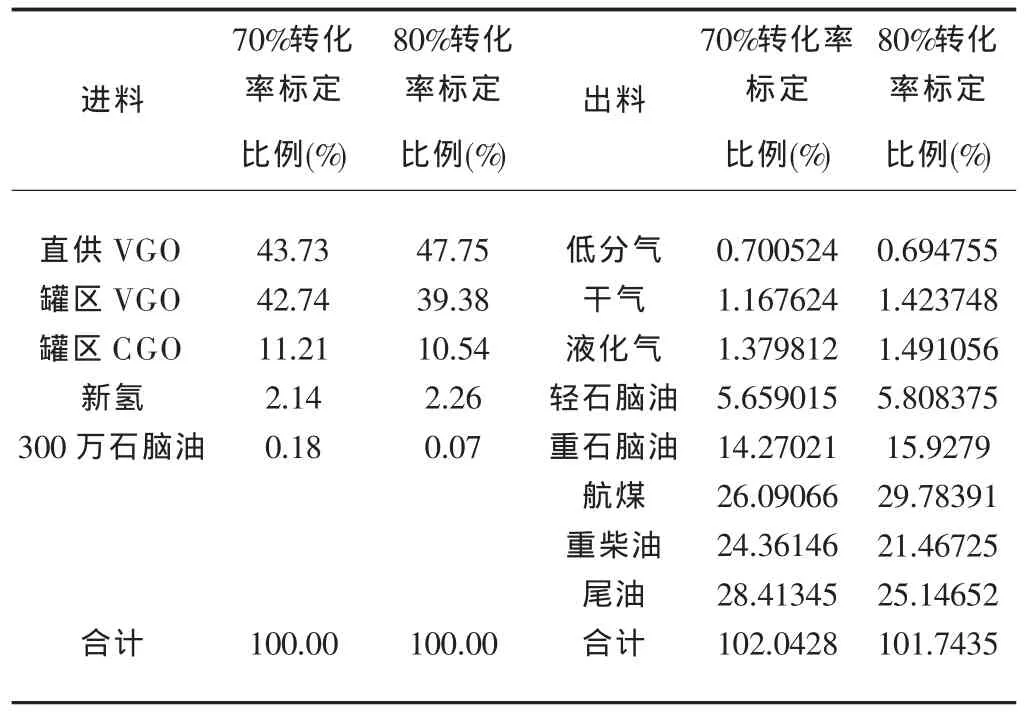
表1 标定期间主要产品收率数据表
由表1,对比各进料所占比例可看出:80%转化率标定时,CGO掺炼比例较70%转化率标定时有所降低 (由11.21%降至10.54%),而新氢耗量有所增加,比例由2.14%上升至2.26%,上升0.12%,说明转化率升高,装置耗氢量增加。
由表1,对比各出料所占比例可看出:随着转化率的升高,干气、液化气、轻石脑油、重石脑油、航煤的比例均增加,重柴、尾油比例均降低,低分气比例持平。其中干气、液化气、轻石脑油比例小幅增加,分别增加0.26%、0.11%和0.15%;重石脑油和航煤比例明显增加,分别增加1.66%和3.69%;重柴和尾油比例明显降低,分别降低2.89%和3.27%。新裂化剂HC-140LT对重石和航煤有较好的选择性。
6 能耗
在70%转化率标定期间装置综合能耗为20.14kg标油/t,在80%转化率标定期间装置综合能耗为20.25kg标油/t,两个阶段能耗基本持平,均能够达炼油厂的能耗指标一级标。
7 主要操作条件
由表2,对比技术协议与标定期间的实际值,可以看出精制段和裂化段平均温度均低于技术协议中的数值,说明催化剂活性较预期更高,反应更容易。另外,新氢纯度能够满足技术的要求,循环氢纯度也高于技术协议要求。
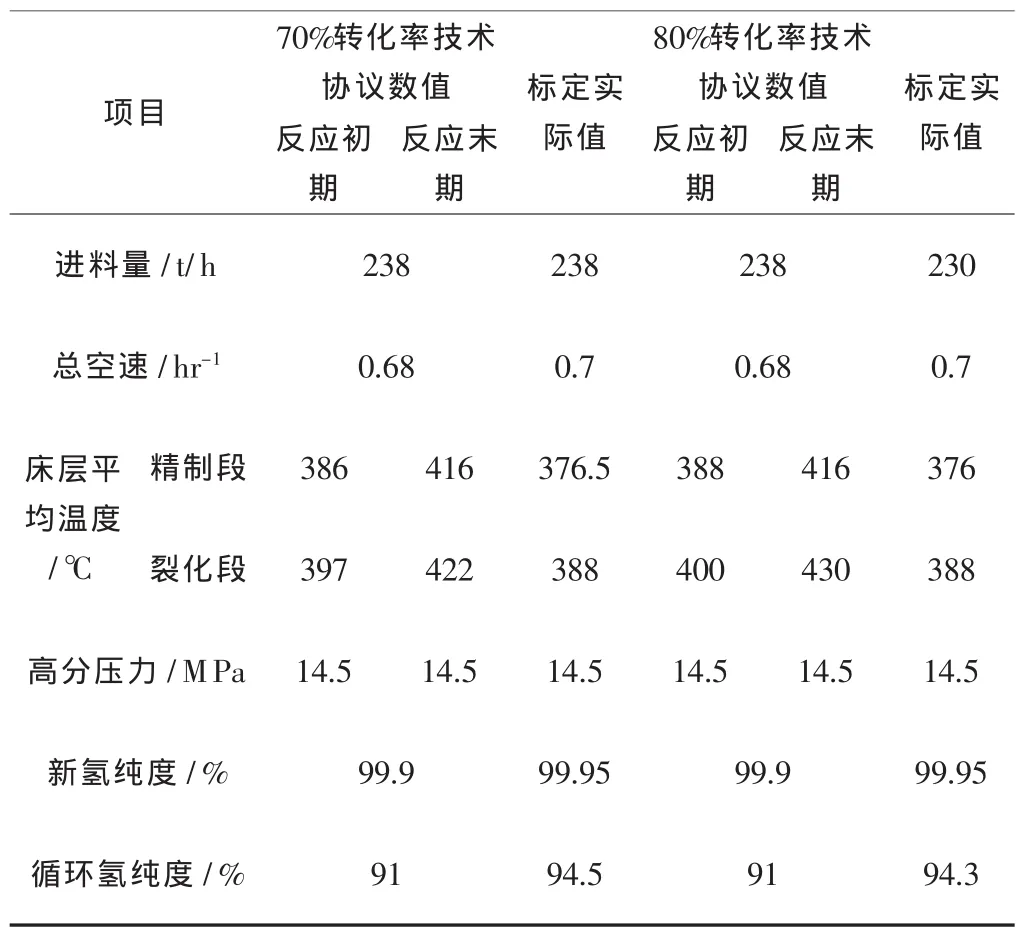
表2 标定期间主要操作参数数据表
三床下部径向温差TDIMAXR33为12℃左右,明显高于四床下部径向温差TDIMAXR43(温差为7.5℃左右),以及五床下部径向温差TDIMAXR53(温差为7℃),原因主要为三床下部温度TI1067较其他测点温度偏高5℃左右,造成TDIMAXR33较高。随着转化率由70%提至80%,新氢补入量有所升高,反应器各床层温度略有升高,各床层径向温差也略有升高。
反应器一床层压降为60kPa,反应器总压降为354kPa,这两项数据较换剂前大幅降低 (换剂前相同加工量下一床压降为140kPa,总压降为570kPa),同时循环机转速为8800r/min,换剂前为9300r/min,对比下降了500r/min。造成以上变化的原因为:催化剂改稀相装填后,反应器床层压降降低,循环机负荷降低。
8 存在的问题
1)满负荷、高转化率生产时,轻石和航煤量大,轻石脑油外送泵P226和航煤外送泵P228需双泵运行,影响装置的安全运行。要求在满负荷生产的情况下,控制好转化率,避免P226和P228长时间双泵运行,并根据之后生产需求决定是否在下次大修更换新泵。
2)转化率高,冷低分油量大,造成C201底温偏低,造成重石脑油硫含量上升,影响产品质量。
3)大加工量时,转化率略有波动,高低分液位波动大。
4)反应器床层温度过高,可能会造成二次反应,有飞温的风险。
5)反应器三床下部径向温差TDIMAXR33达到12℃,偏高,需在之后的生产操作中加强对三床下部温度TI1067的关注。
6)环境温度偏高时,部分空冷负荷较高,造成出口温度偏高,尤其是高压空冷E108和重柴外送空冷E223,目前通过增加水喷淋来满足生产要求,建议下次大修对这两台空冷进行进一步处理。
7)装置不能在超高转化率(生成油365℃馏出量>86%)下维持平稳生产,在之后的生产中需严格控制反应转化率,保证装置正常运行。
9 小结
1)在设计原料条件下,生产航煤,转化率控制在70%(按尾油量计算),装置生产可以满足100%负荷生产,生产规模可以达到200万t/a。
2)在生成油365℃馏出量控制在80%,加工量为230t/h,航煤生产方案,可维持平稳正常生产,生产规模可以达到193.2万 t/a。
3)生成油365℃馏出量控制在80%,(重石脑油+航煤收率)为45.71wt%,满足催化剂的收率保证值。
4)装置运行平稳,各项标定指标基本满足设计要求;100%负荷下经两阶段转化率24h考核说明,装置操作弹性满足设计要求;装置能耗较低,达到国内装置先进水平,说明热量回收的流程设计是成功的。
5)装置的工程设计,施工,操作和工业应用都非常成功;联合装置设计工艺技术先进,工艺流程设计先进合理,工程设计满足生产需要。
6)各产品能够分割清晰,虽然分馏系统没有减压蒸馏系统,只要操作得当,加氢裂化柴油和尾油也可以实现比较清晰地分割。
【1】刘家明,孙丽丽.加氢装置设计与工程开发的新进展[J].炼油设计,2000(5):25.
Engineering Design and Operation of Single Petrochemical 2.0Mt/a Hydrogenation Cracking Unit
ZHANGLiang-Jun,ZHURui-Peng,DUSheng-li,KOUZhi-ping
(ChinaPetroleumDushanziPetrochemicalCorpRefineryHydrogenationJointWorkshop,Dushanzi833600,China)
The article summarized engineering design and industrial operation ofChina Petroleum Dushanzi Petrochemical Company refinery 200 million hydrogenation cracking unit , given a brief introduction of the hydrogenation cracking process and engineering technical characteristics and unit operation results, the functioning of the devicewere analyzed.Analysis results show that in themedium pressure and jet fuel production plan, production technology and engineeringofthequalityofnaphthaandkeroseneisasuccessfuldesign.
hydrogencracking;engineeringdesign;operation;calibration
TE624.55
B
1007-9467(2016)07-0148-03
2016-6-1
张良军(1982~),男,新疆克拉玛依人,工程师,从事炼油生产技术管理研究,(电子信箱)1528774247@qq.com。
