柔性摩擦辅助电镀致密铬镀层的工艺研究
2016-02-15邓云吕镖汪笑鹤胡振峰梁秀兵
邓云,吕镖,,汪笑鹤,胡振峰,梁秀兵
(1.装甲兵工程学院机械产品再制造国家工程研究中心,北京 100072;2.中国华阴兵器试验中心,陕西 华阴 714200)
【工艺开发】
柔性摩擦辅助电镀致密铬镀层的工艺研究
邓云1,吕镖1,*,汪笑鹤2,胡振峰1,梁秀兵1
(1.装甲兵工程学院机械产品再制造国家工程研究中心,北京 100072;2.中国华阴兵器试验中心,陕西 华阴 714200)
采用柔性摩擦辅助电镀铬技术制备了铬镀层,以解决飞机起落架缓冲器活塞杆硬铬镀层气密性差的问题。镀液组成为:CrO3220 ~ 300 g/L,H2SO4 2.2 ~ 3.0 g/L,Cr3+2.5 ~ 7.5 g/L,添加剂HF-04 6 ~ 8 mL/L。通过观察不同工艺条件下所得铬镀层的表面形貌,研究了工件转速、温度和电流密度对柔性摩擦辅助电镀铬层性能的影响。最优温度、工件转速和电流密度分别为65 °C、20 r/min和40 A/dm2。在最优条件下所得硬铬镀层几乎没有裂纹,表面平整、致密,显微硬度约为850 HV,气密性合格。
铬;电镀;柔性摩擦;表面形貌;裂纹;气密性
First-author’s address:National Engineering Research Center for Mechanical Products Remanufacturing, Academy of Armored Force Engineering, Beijing 100072, China
飞机起落架缓冲器对密封性的要求非常严格。然而,飞机起落架表面一般镀硬铬,受电镀工艺本身的影响,硬铬镀层多有网状裂纹,因而在气密性试验中通常存在渗、漏、气泡(油)的现象,俗称镀铬“冒汗”[1-5]。国内外很早就针对这一问题展开了研究,并采用多种方法改善这种现状,比如涂底漆[1]、渗蜡[6]、封孔剂或树脂封闭[4,7]、液体抛光、金刚石挤压[5,7]等,当然也包括褪铬重镀。这些方法都属于补救措施,治标不治本,一段时间后“冒汗”现象又重新出现。电镀时辅以硬质粒子摩擦作用所得铬层组织致密,能提高镀层气密性[1,8-9],但该法在更换和清洗硬质粒子等方面多有不便[10]。
为从根本上解决飞机起落架缓冲器的气密性问题,提高摩擦介质使用的灵活性和良好接触性,以及降低对工件外形尺寸的要求,本文提出了一种柔性摩擦辅助电镀铬技术,即在电镀铬过程中,利用柔性介质的原位摩擦作用,降低或消除阴极析氢的不利影响,提高铬镀层的组织致密性,进而解决硬铬镀层的“冒汗”问题。
1 实验
1. 1 装置与原理
柔性摩擦辅助电镀铬的装置示意图见图1,它由电源、阳极、待镀工件、刷板以及电镀铬镀槽组成。可控直流电源,阳极使用Pb-Sb合金棒,待镀工件为某飞机起落架活塞杆,材质为40CrMnSiMoVA,直径80 mm,长40 mm。刷板为木制结构,其上栽植柔性摩擦介质,柔性摩擦介质选用耐腐蚀、耐磨损且不导电的PP(聚丙烯),规格宽度为20 mm,柔性介质厚度为15 mm,长度可自由裁剪,一般两端各比待镀工件长约10 mm。
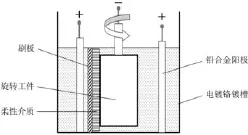
图1 柔性摩擦辅助电镀铬的装置示意图Figure 1 Schematic diagram of flexible friction-assisted chromium electroplating apparatus
在柔性摩擦辅助电镀铬过程中,柔性介质与旋转工件之间发生相对摩擦,可起到增强镀液润湿能力、改善液相传质、驱赶阴极附近的水化氢离子、剥离阴极表面吸附的氢原子和氢气泡等作用,从而提高了阴极析氢过电位,不仅降低了析氢量,而且极大减少了吸附氢原子向镀层的渗入,使得致密铬镀层的制备成为可能。
1. 2 工艺规范
采用传统电镀硬铬液,具体配方为:CrO3220 ~ 300 g/L,H2SO42.2 ~ 3.0 g/L,Cr3+2.5 ~ 7.5 g/L,镀铬添加剂HF-04(南京安瑞泰有限公司)6 ~ 8 mL/L。工艺流程为:抛光→安装→下槽→预热→调整转速→阳极反拨→大电流冲击→柔性摩擦辅助电镀铬→出槽→吹干。
1. 3 性能测试
采用荷兰Philips-FEI公司的Quanta200型扫描电子显微镜(SEM)观察铬镀层的表面和截面形貌,确定柔性摩擦辅助电镀铬层的组织致密性。采用千分尺或SEM测量单位时间内的镀层厚度,确定其沉积速率。显微硬度测量采用HVS-1000数显显微硬度计,载荷100 g,加载时间15 s,随机测量6个数据,取平均值。气密性测量是先将柔性摩擦辅助电镀铬的起落架活塞杆和作动筒组件输入试验压力,逐步加压到规定的试验压力14 MPa,然后把被试组件放入重铬酸钾水溶液槽中静置30 min,观察镀铬活塞杆表面是否存在气泡,如有气泡,说明气密性不合格。
2 结果与讨论
2. 1 工件转速对铬镀层形貌的影响
图2为在温度55 °C、电流密度50 A/dm2的条件下电镀30 min时,工件转速对柔性摩擦辅助电镀铬层表面形貌的影响,其中转速为0 r/min代表传统电镀硬铬。

图2 转速对柔性摩擦辅助电镀铬层表面形貌的影响Figure 2 Effect of rotating speed on surface morphology of chromium coating obtained by flexible friction-assisted electroplating
由图2可知,采用含添加剂HF-04的镀铬液制备的传统铬镀层表面较平整,裂纹粗大,存在大量氢气孔。柔性摩擦辅助电镀铬层表面呈胞状结构,裂纹较窄,裂纹数随转速增大而增多,大胞状内部结构的胞簇数量减少,大胞之间变得更紧密,很难观察到氢气孔。胞状结构形成的原因与旋转摩擦作用有关。无添加剂的传统铬镀层也是胞状结构,同时含有大量裂纹[9],这表明镀铬液中的添加剂可以起到细化镀层组织的作用,但无法消除阴极析氢的影响,而旋转摩擦行为使吸附于阴极表面的添加剂剥离,从而粗化了镀层形貌。随着转速的提高,旋转摩擦行为尽管弱化了添加剂的作用,但加强了对晶体生长的抑制作用,并且转速越高,摩擦作用越显著,晶粒越细,从而使柔性摩擦辅助电镀铬层的致密性提高,由晶粒细化引起的拉应力也增大,进而使相应铬镀层的网状裂纹逐渐增加。因此选择转速为20 r/min,此时柔性摩擦辅助电镀铬层的网状裂纹最少且最细。
图3为柔性摩擦辅助电镀铬层的截面形貌。由图3可见,与传统电镀铬层相比,柔性摩擦辅助电镀铬层的截面无裂纹、孔洞等缺陷,与基体结合紧密(两者间的界面见白线处)。柔性摩擦辅助电镀铬过程中的旋转摩擦行为可以驱赶阴极附近的水化氢离子、剥离阴极表面吸附的氢原子和氢气泡,从而提高了阴极析氢过电位,减少了氢析出和氢向镀层内部的渗入,进而降低了由于大量渗氢造成晶格畸变引起的镀层拉应力。另外,摩擦行为还能够清除阴极表面吸附的杂质,活化基体表面,从而改善了镀层的界面结合。因此,采用柔性摩擦辅助电镀铬技术能够减少铬镀层的裂纹数量,同时提高铬镀层的组织致密性和结合力。

图3 柔性摩擦辅助电镀铬层的截面形貌Figure 3 Cross-section morphology of chromium coating obtained by flexible friction-assisted electroplating
2. 2 温度对铬镀层形貌的影响
在电流密度50 A/dm2、工件转速20 r/min的条件下电镀30 min,温度分别为55 °C和65 °C时电镀铬层的表面形貌见图4。由图4可知,两种温度下的柔性摩擦辅助电镀铬层均无裂纹、气孔等缺陷存在。温度为55 °C时,铬镀层的胞状尺寸较大,表面较粗糙;温度为65 °C时,铬镀层表面的胞状尺寸减小,表面较平整、致密,并且可见一些刷痕。这表明温度较高时,柔性介质摩擦对铬镀层生长的抑制作用较强,整平效果较好。另外,从图4的高倍图还可以看出,55 °C和65 °C下所得镀层表面胞状间的交叉处都存在一些细小的球形结瘤,说明这些部位的能量较低,有利于形核。
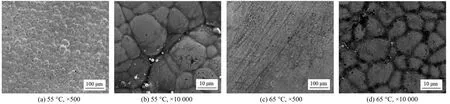
图4 温度对柔性摩擦辅助电镀铬层表面形貌的影响Figure 4 Effect of temperature on surface morphology of chromium coating obtained by flexible friction-assisted electroplating
在柔性摩擦辅助电镀铬过程中,柔性介质摩擦通过屏蔽部分尖端部位离子的放电或驱赶在尖端部位放电后产生的高温吸附铬原子,抑制了尖端部位晶体的快速生长,“刷痕”的存在恰恰可以作为柔性介质摩擦扰动高温吸附铬原子的重要佐证。在柔性摩擦剪切力的作用下,这些高温吸附铬原子的扩散过程被扰乱,同时被驱赶的放电离子也被迫在此处放电,相对而言加快了低凹部位晶体的生长,因而柔性介质摩擦可以起到较好的整平作用。温度升高时,铬离子的表面扩散加快,柔性介质摩擦抑制晶体生长的作用也逐渐加强,同时阴极析氢的影响也降低,因此镀层表面越来越平整、致密。然而,镀液温度过高(如70 °C)时,铬盐会发生水解,铬雾蒸发也很严重,生成的氢氧化铬胶体等碱性夹杂会更多。因此镀液温度控制在65 °C附近为宜。
2. 3 电流密度对铬镀层形貌和沉积速率的影响
在工件转速20 r/min、温度65 °C和不同电流密度下电镀30 min,所得镀铬层的表面形貌见图5。由图5可知,随电流密度从30 A/dm2增加到60 A/dm2,柔性摩擦辅助电镀铬层的网状裂纹先减少后增加,结瘤趋势也逐渐加强。当电流密度为40 A/dm2时,柔性摩擦辅助电镀铬层的网状裂纹最少甚至没有,表面也最平整、致密。

图5 电流密度对柔性摩擦辅助电镀铬层表面形貌的影响Figure 5 Effect of current density on surface morphology of chromium coating obtained by flexible friction-assisted electroplating
低电流密度下,柔性摩擦辅助电镀铬层的裂纹最多,此时金属沉积速率相对较慢,阴极析氢较多,电流效率较低,引起镀层的拉应力过大,因而产生的网状裂纹多而宽。随着电流密度升高,阴极析氢过电位增加,阴极析氢降低,同时电化学极化增强,晶体形核率提高。随着电流密度的进一步升高,金属沉积速率继续增大(见图6),阴极析氢作用减弱,相当于柔性介质的摩擦作用时间变短而摩擦抑制作用减弱[11],导致镀层表面有很多杂质吸附或局部快速沉积引起结瘤,但由析氢引起的镀层拉应力相对较低,因而与低电流密度下的铬镀层相比,高电流密度下柔性摩擦辅助电镀铬层表面的裂纹较少,也较窄。因此,电流密度选择为40 A/dm2。
2. 4 显微硬度和气密性检测
采用优化的柔性摩擦辅助电镀铬工艺参数,即工件转速20 r/min、温度65 °C、电流密度40 A/dm2,沉积时间6 h,得到了结构完整的电镀铬层(见图7a),其显微硬度约为850 HV(传统硬铬层的显微硬度约为780 HV)。将其磨削加工、装配、打压后进行气密性测试(见图7b),发现柔性摩擦辅助电镀铬的起落架活塞杆表面无任何气泡,气密性合格。

图6 电流密度对柔性摩擦辅助电镀铬沉积速率的影响Figure 6 Effect of current density on flexible friction-assisted electroplating rate

图7 柔性摩擦辅助电镀铬层的气密性测试Figure 7 Tightness test of chromium coating obtained by flexible friction-assisted electroplating
3 结论
与传统电镀铬层相比,柔性摩擦辅助电镀铬层表面呈胞状结构,裂纹少而窄,无气孔和垂直贯穿的裂纹。柔性摩擦辅助电镀致密铬镀层的最优工艺条件为:工件转速20 r/min,温度65 °C,电流密度40 A/dm2。在最优条件下所得硬铬镀层基本没有裂纹,表面平整、致密,显微硬度约为850 HV,气密性合格。
[1] 郑志敏. 磨擦辅助无裂纹电镀硬铬的工艺研究[D]. 南京: 南京航空航天大学, 2011: 1-17.
[2] 李洋, 桑龙. 飞机起落架活塞杆滚压加工工艺研究[J]. 机械研究与应用, 20111 24 (5): 119-121.
[3] 田禾, 宁保国, 潘新. 活塞杆镀层气密性改善研究[J]. 航空制造技术, 2014 (19): 76-77, 94.
[4] 汤智慧, 王长亮, 王力强, 等. 一种提高硬铬镀层气密性的方法[J]. 装备环境工程, 2012, 9 (4): 71-73, 91.
[5] 李博. 提高硬铬镀层气密性和耐蚀性的方法[J]. 电镀与精饰, 2014, 36 (1): 26-28.
[6] 程学明, 赵德芳. 飞机起落架减震支柱漏油故障分析及修复工艺[J]. 液压气动与密封, 2000, 21 (1): 47-48.
[7] 刘佑厚, 苏育龙, 王宇. 镀铬层气密性研究[J]. 材料保护, 2002, 35 (1): 19-20.
[8] 郑志敏, 朱荻, 朱增伟, 等. 无裂纹硬铬电镀的试验研究[J]. 电加工与模具, 2011 (2): 33-36.
[9] 龚会民, 郑志敏, 杨文霞, 等. 飞机起落架缓冲器活塞杆镀铬层渗漏的研究[J]. 机械制造与自动化, 2011, 40 (2): 8-10.
[10] LV B, HU Z F, WANG X H, et al. Electrodeposition of nanocrystalline nickel assisted by flexible friction from an additive-free Watts bath [J]. Surface and Coatings Technology, 2015, 270: 123-131.
[11] 吕镖, 胡振峰, 汪笑鹤, 等. 电流密度对柔性摩擦辅助电沉积镍镀层质量的影响[J]. 中国有色金属学报, 2014, 24 (1): 137-144.
[ 编辑:周新莉 ]
Study on process of flexible friction-assisted electroplating of compact chromium coatings
DENG Yun, LYU Biao*,
WANG Xiao-he, HU Zhen-feng, LIANG Xiu-bing
Chromium coatings were prepared by flexible friction-assisted chromium electroplating in order to solve the problem of poor air tightness of hard chromium coating on aircraft landing buffer piston rod. The bath composition are as follows: CrO3220-300 g/L, H2SO42.2-3.0 g/L, Cr3+2.5-7.5 g/L, additive HF-04 6-8 mL/L. Effect of temperature, rotation speed of workpiece and current density on property of flexible friction-assisted chromium electroplated coatings were studied by observing the surface morphology of coatings obtained under different conditions. The optimal temperature, rotation speed of workpiece and current density is 65 °C, 20 r/min and 40 A/dm2respectively. The hard chromium coating obtained under the optimum condition has little micro-crack, a smooth and compact surface, a microhardness of 850 HV and qualified air tightness.
chromium; electroplating; flexible friction; surface morphology; crack; tightness
TQ153.11
A
1004 - 227X (2016) 19 - 1021 - 04
2016-07-03
2016-09-05
国家自然科学基金(51505484)。
邓云(1974-),男,四川阆中人,在读硕士研究生,主要从事表面工程与再制造工程研究。
吕镖,助理研究员,(E-mail) lb594287163@126.com。
