基于响应曲面法的模具钢高速铣削切削力模型研究
2015-11-03谢英星
谢英星
(中山职业技术学院机电系,广东中山 528404)
基于响应曲面法的模具钢高速铣削切削力模型研究
谢英星
(中山职业技术学院机电系,广东中山 528404)
通过设计切削试验,对模具钢3Cr2NiMo高速铣削过程进行研究,利用响应曲面法建立涂层刀具高速铣削模具钢3Cr2NiMo的铣削力预测模型,分析了不同切削参数对铣削力的影响规律。结果表明:建立的铣削力预测模型与实测值吻合度高,可以用来预测和分析高速铣削模具钢材料3Cr2NiMo的切削力;轴向切削深度ap对径向分力Fy的影响最大,其次依次是主轴转速n、进给速度vf和径向切削深度ae;为了减少切削力值,降低刀具的磨损和破损,宜采用较高的主轴转速和较小的轴向切削深度及较大的进给速度。
响应曲面法;预测模型;切削参数
0 引言
近年来由于机床装备制造业和先进切削刀具技术的进步,高速切削加工作为模具制造业中重要的一项先进制造技术,得到了迅猛发展,该技术集高效率、高精度、高质量、低能耗为其主要特征。在高速切削过程中,切削力是研究切削加工过程的一个重要的因素,切削力的大小直接影响切削热的产生,进一步影响刀具的磨损和破损、刀具的耐用度、加工表面的粗糙度、精度以及切削过程的系统振动等有直接的关系[1]。因此,在高速加工编程时,研究切削力的变化有助于设置合理的切削参数,借以提高刀具的使用寿命和加工质量。
国内外专家学者对于高速铣削模具钢的切削力理论及其经验模型的建立进行了大量的试验研究,许多研究者遵循依靠单纯试验的方法研究切削力与单独切削条件的关系,这需要耗费大量的试验过程和时间,增加了试验成本。但由此得出的切削力经验公式都非常局限。而通过建模方法得到的切削力模型与真实切削力情况存在较大的差异,预测的切削数据与真实数据失真度大。究其原因,切削力的产生与切削刀具、工件材料、试验条件有直接的关系,必须通过对具体工件材料真实切削试验获得的切削数据,借助统计分析方法和计算工具软件才能获取较为真实的切削力模型[2-5]。
3Cr2NiMo钢是经过预硬处理的高级塑料模具钢,3Cr2Mo钢的改进型,在3Cr2Mo钢中添加了质量分数为0.8%~1.2%的镍,该钢具有高淬透性,以及良好的抛光性能、电火花加工性能和皮纹加工性能。已预硬不需要再淬硬,适合于电蚀加工及镜面抛光处理,综合力学性能好,可再加硬至>40HRC。
本文采用响应曲面法设计模具高速铣削试验,研究了切削参数(主轴转速、进给速度、轴向切削深度、径向切削深度)对切削力的影响,建立了切削力的预测模型,利用响应曲面法的等值线和响应曲面图直观分析了各切削参数对切削力的影响规律,从而为实际加工生产过程中切削参数的选择提供依据。
1 响应曲面法
响应曲面法(Response surface methodology,RSM),也称回归设计,是采用多元二次回归方程来拟合因素和响应值之间的函数关系,通过对回归方程的分析来寻求最优工艺参数,解决多变量问题的一种统计方法[6]。响应曲面法的具体设计有很多种,其中最常用的方法是Central Composite Design(CCD)和Box-Behnken Design(BBD)两种响应曲面法[7]。假设所有变量都是可以测量的,响应曲面可以表示为[6]:

目标是最优化响应变量y。假设独立变量是连续的和试验可控制的,响应或者随机变量被认为是随机变量。响应值y可以表示为:

其中ε为残余误差,一般利用独立变量在一定的取值区间内的低阶逼近,得到一阶模型和二阶回归模型。
式中βi—编码xi的斜率或线性效应;
βij—编码xi和xj的交互效应;
βii—编码xi的二次效应;
β0—常数项。
对于3个因素的二次响应曲面模型可以写成

收集数据之后用最小平方法匹配,寻找出某种取值范围内近似的函数方程,然后采用回归分析的显著性检定来了解独立变量与反应变量间的关系强弱,并检验匹配的模式是否恰当。RSM方法能给出直观图形的比对,且能拟合出一个近似的包含所需变量函数来对响应值进行描述,而正交试验方法只能对没有联系的试验进行分析。
2 试验设计
2.1 试验条件
(1)加工设备
试验在DECKEL MAHO DMU 60T高速加工中心上进行,该机床主轴的电机功率为15kW,最高转速为24000rpm,工作台X/Y/Z轴行程为780/560/560mm,最大进给速度可达26m/min,采用Heidehain iTNC 530数控系统,编程和后置处理采用UG 8.5软件完成,图1为高速铣削切削力测量示意图。
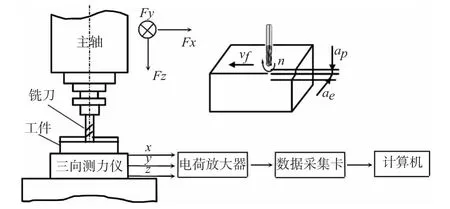
图1 高速铣削切削力测量示意图
(2)工件材料
试验用的材料是瑞典进口的模具钢3Cr2NiMo,出厂硬度为HB290-320,抗拉强度为1110N/mm2,密度为7.8g/cm3,热导率为29W/(mK),试件尺寸为120mm ×120mm×40mm,工件材料的化学成分见表1。

表1 工件材料的化学成分
(3)刀具材料
试验用刀具采用整体式硬质合金铣刀,为株洲钻石HM-4E-D6.0四刃直柄平头立铣刀,切削刃部分为纳米TiAIN涂层。切削刃直径6mm,刀柄直径6mm,最大切深16mm,总长50mm,螺旋角45°。该刀具材料强度和韧性高,抗热冲击性能好,可大幅提高切削速度,适用于高速铣削加工。
(4)测量装置
切削力测量系统由Kistler type 5070三向动态压电式测力仪、5070A 10100电荷放大器、Data Translation DT9816数据采集仪器及其它处理软件组成。
2.2 试验方案
在铣削试验中,为研究铣削过程中切削参数对切削力的影响规律,对主轴转速n,进给速度vf、轴向切削深度ap和径向切削深度ae优化组合。采用二次回归正交旋转组合设计模型,假定主轴转速n为x1、进给速度vf为x2、轴向切削深度ap为x3、径向切削深度ae为x4,同时确定切削参数的变化范围:n为10000~16000r/min,vf为500~1300mm/min,ap为0.15~0.45为mm,ae为1~3mm,并以+1、0、-1代表高、中、低水平。按照式(6)对上述4个切削变量进行编码,有

式中,xi为变量编码,Xi为加工参数变量,X0为加工参数变量的0水平,ΔX为区间变化范围。以x向和y向的切削力Fx和Fy为响应值,采用正交实验法设计本次试验,切削因素水平编码表如表2所示[8]。
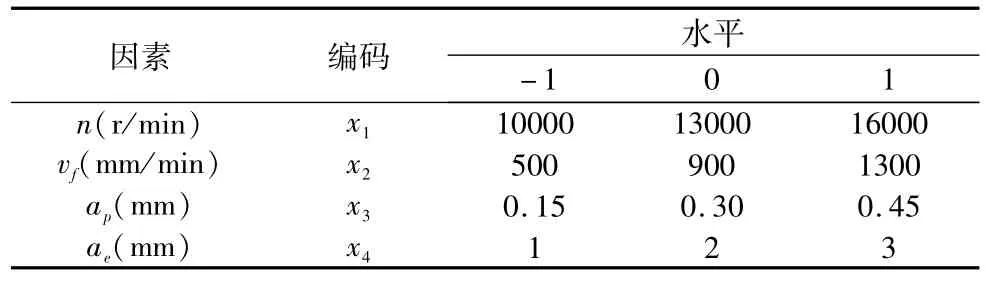
表2 切削因素水平编码表
3 试验结果分析
3.1 铣削力预测模型建立及显著性检验
本研究的试验设计采用响应曲面法的Box-Behnken设计方法,通过29次高速铣削试验并测得每次试验的进给分力Fx和径向分力Fy值,针对每次切削力波形取10个值取平均值,结构矩阵及试验结果如表3所示[9-11]。
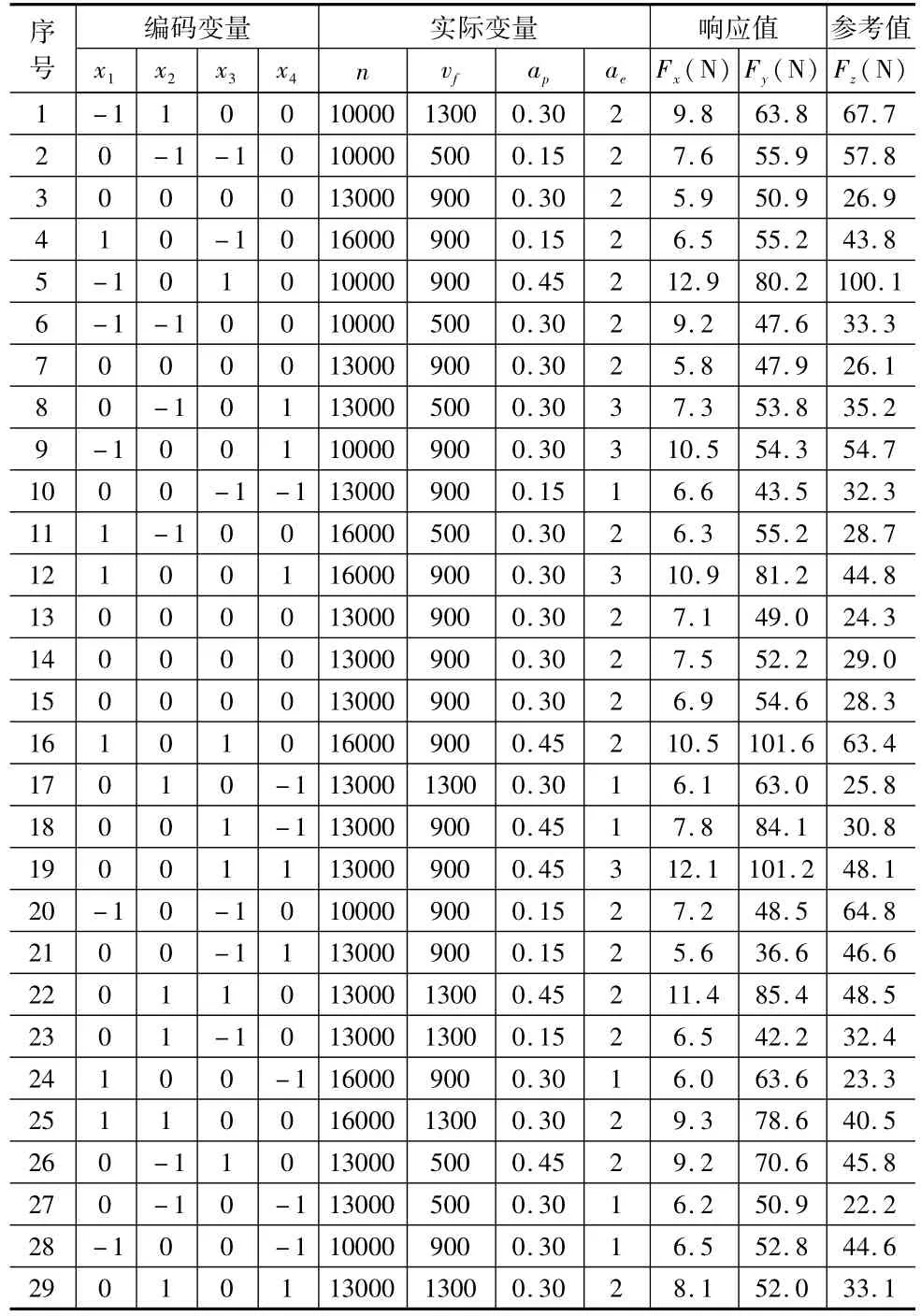
表3 各切削因素对切削分力Fx和Fy的试验结果
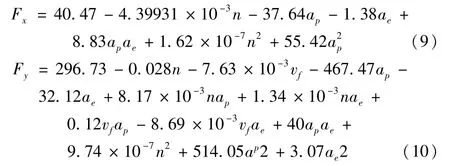
设定影响因子的显著性值P限制为P<0.05,利用Design expert V8.0.6软件包对表3中的试验数据采用逐步回归法进行回归分析,为了简化方程求解,可进行相应的方程简化,即手动优化。对切削影响参数、交叉项和平方项中对进给分力Fx和径向分力Fy影响不显著的项归入到随机误差中,以获得较好的切削力模型,得到的响应变量进给分力Fx和径向分力Fy与自变量主轴转速n、进给速度vf、轴向切削深度ap、径向切削深度ae的二次回归方程预测模型如下(以编码值为自变量):


化为实际切削参数的切削力模型如下:
为判定回归模型拟合程度的优劣,对建立的模型系数表达式(7)与(8)进行显著性分析,其结果见表4所示。从表4可以看出,上述Fx和Fy模型概率P<0.0001,表明采用响应曲面法建立的回归模型高度显著。采用响应曲面法建立的铣削力Fx和Fy的回归方程模型拟合度与可信度很高,试验误差小,可以用此模型对高速铣削模具钢3Cr2NiMo的切削力进行分析和预测。
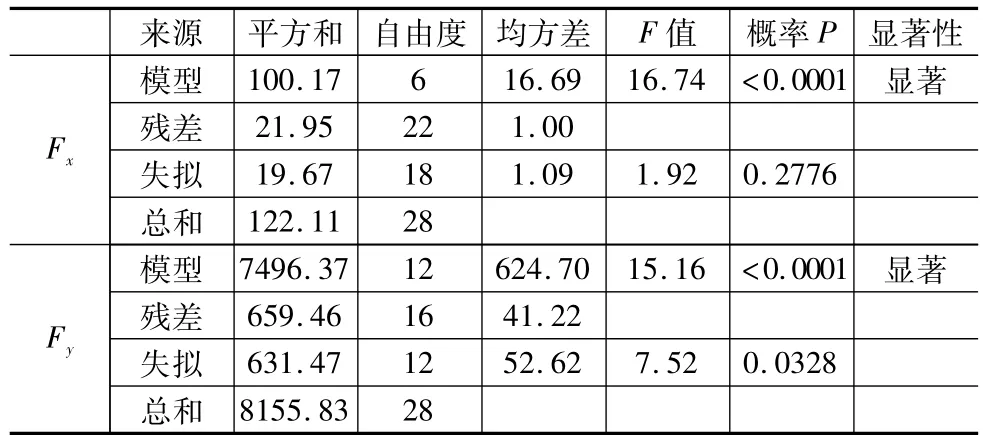
表4 回归模型F检验表
对进给分力Fx和径向分力Fy值进行模型假设合理性诊断,检验残差分布情况,如图2所示,图形显示处理的数据没有问题。

图2 残差分布图
3.2 铣削参数对铣削力的影响规律分析
研究切削分力Fx和Fy对主轴转速n、进给速度vf、轴向切削深度ap和径向切削深度ae的响应情况,从多因素切削参数交互进行分析。根据响应曲面及其对应的等高线图可分析出切削参数对切削分力Fx和Fy的两两交互作用,即切削力与任意两个切削加工参数之间的关系。对表3试验结果的数据进行二次多元回归分析拟合,所得到的响应面及其等高线图如图3所示。
从图3a可以看出,只有ap和ae对进给分力Fx影响显著。进给分力Fx随着ap的增大而增大,如图所示响应曲面上升趋势很明显,等高曲率半径很大。但是随ae的增大,进给分力Fx略有减少,减少幅度平缓。
从图3b可以看出,径向分力Fy随着n和ap的增大而增大,相比之下,n增大的影响对Fy作用没有ap增大的影响效果大,如图所示响应曲面急剧上升,等高曲率半径非常大,表明n和ap对Fy的交互作用非常明显。ap增大导致刀具切入工件的深度增加,刀具的前刀面和后刀面与工件的摩擦接触面积也增大,磨损随之增大,导致切削力增大。
从图3c可以看出,径向分力Fy随着n的增大而增大,但是增大的趋势比较平缓。随着ae的增大,径向分力Fy缓慢减少。通过相对比较,n对Fy的影响比ae对Fy的影响作用要大。
从图3d可以看出,径向分力Fy随着ap的增大而急剧地增大,说明ap对Fy的影响作用非常显著,但是Fy随着vf的增大而逐渐减小。可见为了减少刀具切削刃的磨损,使切削力保持在一个较小的切削值范围内,须采取小的轴向切削深度ap以及较大的进给速度vf。
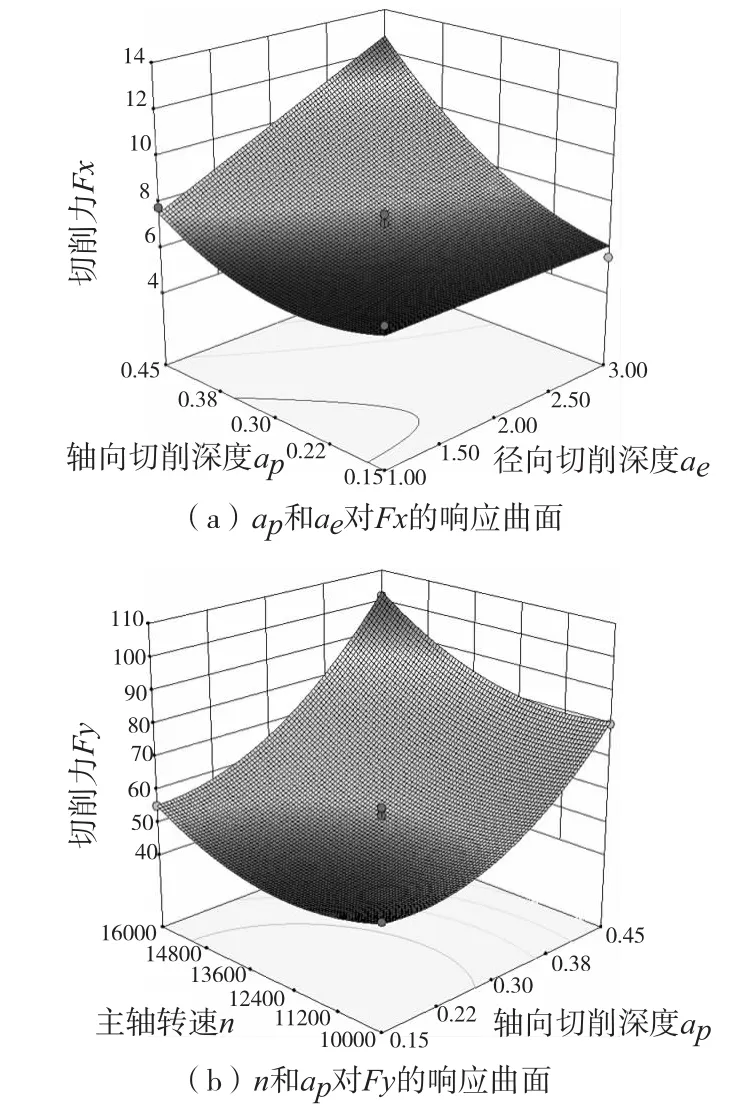
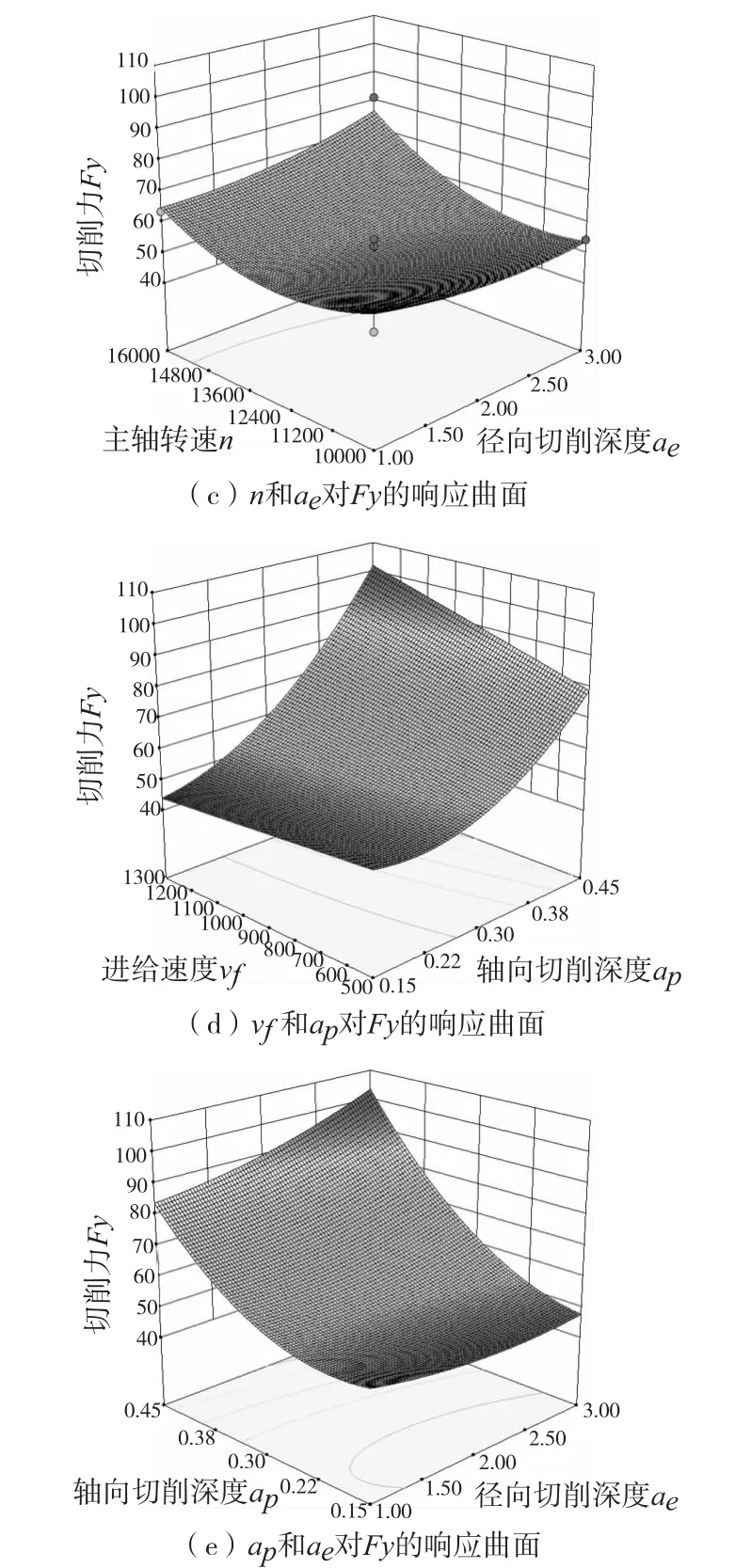
图3 多因素交互响应曲面图
从图3e可以看出,随着ae的增大,径向分力Fy较少,但是减幅比较平缓;但是随着ap的增大,径向分力Fy急剧增大。整个响应曲面上升趋势非常明显,等高曲率半径很大,表明ap的交互作用非常明显,而ae的影响则相对有限。
4 结论
通过对模具钢3Cr2NiMo的高速铣削回归正交组合试验,在对试验结果进行统计回归分析的基础上,可以得出如下结论:
(1)采用Box-Behnken响应曲面法设计与回归分析的进给分力Fx和径向分力Fy预测模型在试验所采用的切削参数范围内,与实测值吻合度高,可以用来预测和分析高速铣削模具钢材料3Cr2NiMo的切削力。
(2)通过对切削力的建模及各切削因素的效应分析,表明只有ap和ae对进给分力Fx影响显著;轴向切削深度ap对径向分力Fy的影响最大,其次依次是主轴转速n、进给速度vf和径向切削深度ae。轴向切削深度ap的增大将导致径向分力Fy值明显增大,主轴转速n的影响则一般,进给速度vf和径向切削深度ae的增大将减少径向分力Fy的值。所以在高速切削模具钢3Cr2NiMo时,为了减少切削力(3)通过响应曲面法分析得到的响应曲面图和等高线可以直观地反映出各铣削参数与切削力之间的交互关系,可为实际生产加工参数的合理选择提供理论依据。
值,降低刀具的磨损,宜采用较高的主轴转速,小的轴向切削深度,大的进给速度。
[1]何宁.高速切削技术[M].上海:上海科学技术出版社,2012.
[2]M Subramanian,M Sakthivel,K Sooryaprakash,etal.Optimization of Cutting Parameters for Cutting Force in Shoulder Milling of Al7075-T6 Using Response Surface Methodology and Genetic Algorithm[J].Procedia Engineering,2012,64:690-700.
[3]R Suresh,SBasavarajappa,G L Samuel.Predictive Modeling of Cutting Forces and Tool Wear in Hard Turning using Response Surface Methodology[J].Procedia Engineering,2012,38:73-81.
[4]K A Abou-El-Hossein,K Kadirgama,M Hamdi,et al.Prediction of cutting force in end-milling operation ofmodified AISIP20 tool steel[J].Journal of Materials Processing Technology,2007,182:241-247.
[5]齐孟雷.基于逆向工程的高速铣削加工质量对比分析[J].组合机床与自动化加工技术,2014(2):137-140.
[6]Douglas C Montgomery.Design and Analysis of Experiments,5th Edition[M].New York:Wiley,2000.
[7]方俊涛.响应曲面方法中试验设计与模型估计的比较研究[D].天津:天津大学,2011.
[8]武文革,刘丽娟,范鹏,等.基于响应曲面法的高速铣削Ti6Al4V表面粗糙度的预测模型与优化[J].制造技术与机床,2014(1):39-43.
[9]梁永收,史耀耀,任军学,等.基于响应曲面法的GH4169铣削力预测模型研究[J].机械科学与技术,2010,11(29):1547-1552.
[10]刘维伟,朱昆,单晨伟,等.基于Box-Behnken方法的GH4169铣削力试验研究[J].机械制造,2011,49(564):88-92.
[11]袁人炜,陈明,曲征洪,等.响应曲面法预测铣削力模型及影响因素的分析[J].上海交通大学学报,2001,35(7):1040-1044.
Prediction Cutting Force Model of High-speed Milling Hardened Steel by Response Surface Methodology
XIE Ying-xing
(Department of Electro-mechanical Engineering,Zhongshan Ploytechnic College,Zhongshan Guangdong 528404,China)
Through designing the cutting experiment,to study high-speed milling process of hardened steel 3Cr2NiMo,response surface method is used to establish milling force prediction model of coated tools highspeed milling steel 3Cr2NiMo,and analyzed the influence of different cutting parameters on the milling force.The results show that the milling force prediction model has a high degree of agreement with the measured values,and can be used to forecast and analyze cutting force of high-speed milling hardened steel 3Cr2NiMo;the effects of radial depth of cut apon the radial force Fyis the largest,secondly followed spindle rotate speed n,feed rate vfand radial cut depth ae;in order to reduce the cutting force value,and thus reduce the tool wear and breakage,it should adopt higher spindle rotate speed,small axial depth of cut and higher feed rate.
response surface methodology;prediction model;cutting parameter
TH162;TG54
A
1001-2265(2015)06-0024-04 DOI:10.13462/j.cnki.mmtamt.2015.06.007
2014-06-04;
2015-01-19
谢英星(1982—),男,江西吉安人,中山职业技术学院副教授,工学硕士,研究方向为先进制造技术、模具制造工艺,(E-mail)yyxie52@ 163.com。
