振动筛关键零部件加工与组装工艺的改进
2015-10-26王淑军
王淑军
(1.中煤科工集团唐山研究院有限公司,河北 唐山 063012;2.天地 (矿业)科技有限公司,河北 唐山 063000;3.河北省煤炭洗选工程技术研究中心,河北 唐山 063012)
振动筛是工矿企业普遍应用的筛分机械,主要用于物料的筛分、分级、洗涤、脱介、脱水等作业[1]。振动筛以其结构简单、处理能力大、工作可靠等优点,在筛分领域中占有绝对优势,占有率约为95%。筛分设备技术水平的高低和质量的优劣关系到筛分工艺效果的好坏、生产效率的高低和能源节省的程度,从而直接影响企业的经济效益。然而,振动筛整体性能的好坏不单单取决于其结构设计的先进性,振动筛制造加工工艺质量也起到了非常关键性的作用[1-3],需要借助先进的加工手段,合理设计工装,才能最大限度地满足设计要求[4-8]。为此,对振动筛关键零部件传统加工与组装工艺进行了分析,以求在加工与组装上提高振动筛产品质量。
1 振动筛结构
1.1 基本结构
按其部件划分,振动筛主要包括筛箱、振动器、驱动装置、减振装置和支撑装置 (图1)。其中:筛箱是由侧板、横梁、加强梁、筛板等互相螺栓联接而成,整体布置成空间网状结构;振动器主要包括齿轮箱体、齿轮、偏心块、轴承、压盖等,由这些部件组成箱式振动器;驱动装置主要由电机、皮带、万向连轴节、轴承座等组成;减震装置主要包括减震弹簧及阻尼器;支撑装置主要是指支撑整个振动筛的基础部分,包括前后支撑座及电机座。
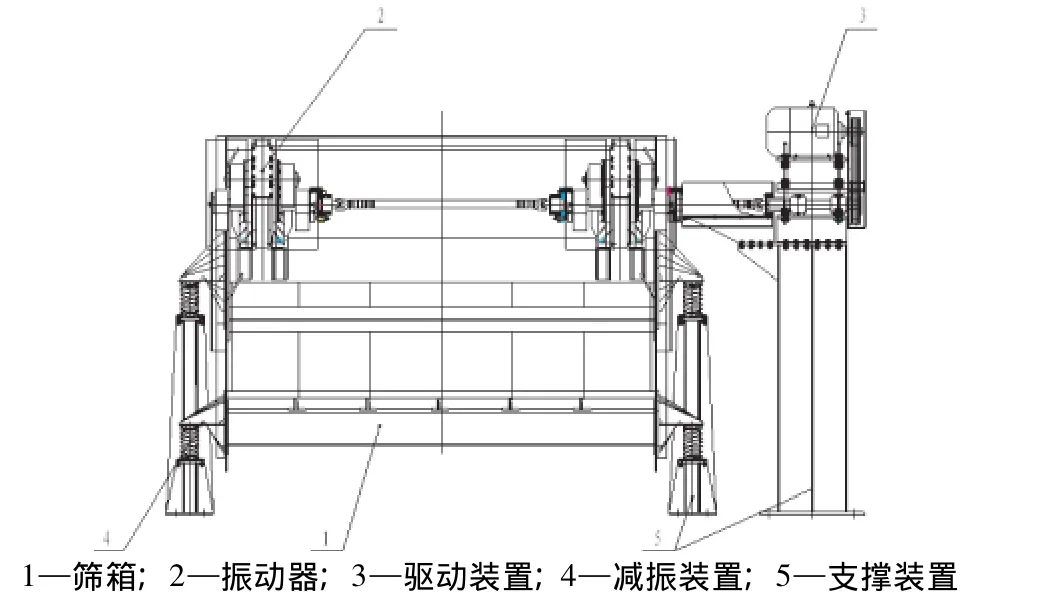
图1 振动筛结构简图Fig.1 Structure diagram of vibrating screen
1.2 关键零部件
与其他机械设备一样,不是所有零部件都是振动筛的关键零部件。对于振动筛而言,真正起到直接影响振动筛整体性能的零部件才列为关键零部件。振动筛关键零部件主要有:筛箱中梁类件、侧板;振动器中的齿轮箱、偏心块及齿轮。
2 振动筛加工工艺改进
2.1 筛箱中梁类件的加工
振动筛梁类件 (图2)是筛箱的重要组成部件,梁加工的好坏直接会影响到筛箱整体框架精度。
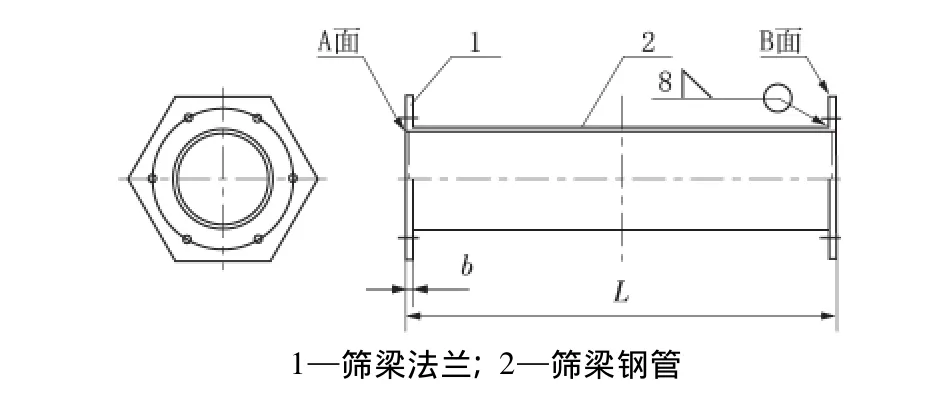
图2 振动筛梁示意图Fig.2 Schematic diagram of vibrating screen beam
2.1.1 传统加工工艺
振动筛梁传统加工工艺为:铆焊 (将加工好的钢管及内孔法兰进行焊接,整个焊接后总长度加工尺寸靠加工钢管上两侧止口来保证)→热 (低温回火,进行去焊接应力)→车 (只是加工两个法兰A面,B面不需要加工,法兰厚度b尺寸应尽量保证,公差在-1~1 mm之间)→划 (在平台上以不加工钢管外圆为基准划法兰12-φ 21的孔)→钻 (钻两侧法兰12-φ 21孔)→漆 (喷涂底漆处理)→钳 (钳工组装)。
传统梁加工工艺优点是:加工灵活,焊接技术要求低,对于型号比较小的振动筛相对比较适合。但存在的缺点是:①钢管与法兰焊接变形不可控制,给后续加工精度控制带来一定难度,甚至有些精度根本无法保证。特别是在车床加工时,保证总长度L时,法兰厚度b便无法保证,而且由于焊接变形等因素,法兰厚度薄厚不均匀;②加工工序多(人工对法兰两侧12-φ 21划线,还要进行人工钻铰),累计误差高;③关键部位的行为公差无法保证[9-11]。
2.1.2 加工工艺改进
振动梁焊接工艺改进的出发点是控制焊接变形对后续加工的影响,根据后续影响采取相应措施,同时缩减振动筛整体加工工序,减少工序多所带来的累计误差,从而保障筛梁的整体加工精度。
改进后的加工工艺为:铆焊 (筛梁法兰先利用数控钻加工好,利用专用筛梁焊接工装平台进行焊接,在保证筛梁两端法兰孔同轴度的同时,控制法兰与钢管之间垂直度)→热 (低温回火,进行去焊接应力)→镗 (利用对头镗,同时镗筛梁两端法兰,保证总长度L与法兰厚度b,同时保证两端法兰平行度、法兰与钢管之间的垂直度形位公差)→漆(喷涂底漆处理)→钳(钳工组装)。
改进工艺的焊接平台示意图如图3所示。焊接时,要保证固定轨座与可移动轨座上万能法兰盘要同心,根据振动筛梁大小调节可移动轨座,通过锁母将管梁支撑座固定在轨道合适位置上;振动筛法兰通过销轴与螺栓固定在轨座万能法兰上;根据钢管大小调整相应支撑座,同样要保证钢管与法兰同心。按照以上操作进行焊接,可在保证加工精度的同时降低工时成本。

图3 振动筛梁焊接平台简图Fig.3 The brief diagram of welding platform for vibrating screen beam
2.2 振动器偏心块的加工
振动筛实现直线运动是利用异向旋转的两组偏心质量(m1=m2)所作的反向运转。图4所示为振动筛非自同步工作原理,在各个瞬时位置上,两组偏心质量所产生的离心力沿振动方向的分力总是互相叠加,而在其法向上,离心力的分力相互抵消,从而形成单一方向的激振力,使筛箱作往复直线振动,筛机整体运动轨迹与水平方向成45°夹角。
图4 振动筛非自同步工作原理图Fig.4 Non-self-synchronization working principle diagram of vibrating screen
振动筛的参振部分是由四组支撑装置通过橡胶弹簧来支撑,在激振力的作用下,物料在筛面上以不同抛射角连续进行上抛运动,在上抛的过程中小于筛孔尺寸的物料透过筛面,而大于筛孔尺寸的物料则继续进行上抛运动,直至离开筛面,从而实现物料在筛面上的分级、脱水、脱泥、脱介等作业。
2.2.1 传统加工工艺
振动筛偏心块 (图5)传统加工工艺为:木铸→热→车 (外形及内孔)→划 (扇形面、螺纹孔及键槽)→插 (扇形面及键槽)→钻 (钻所有螺纹孔)→钳 (钳工组装)。

图5 偏心块结构示意图Fig.5 The structure diagram of eccentric block
偏心块传统加工工艺缺点主要体现在:①偏心块的偏心质量不可控,主要是铸件本身会存在气孔、夹渣等铸造缺陷,造成偏心块质量差异性较大,最终导致振动筛运转质量较差;②键槽与孔及扇形面位置度较差,一旦出现位置度差异性大,便会造成振动筛运转时乱振。
2.2.2 加工工艺的优化
针对传统偏心块加工工艺存在的不利因素,主要对以下两方面进行工艺调整,以提高偏心块加工精度。
(1)主体由原来的铸造件更改为铆焊件,以克服铸造所产生的气孔、夹渣等缺点,从而提高偏心块偏心质量的一致性,进而提高振动筛性能指标。
(2)提高键槽、孔及外形三者位置度关系,从现有加工手段出发,实现逐步控制。这点主要是通过在原有加工过程中增加工序,进行原加工过程分解来进行有效关联控制。具体操作是将原来的工序:划 (孔、键槽及外形)→插 (键槽及外形)优化为:划 (键槽及孔)→插 (键槽)→划 (以键槽为基准划扇形面)→插 (外形)。通过增加工序,能够有效控制孔、键槽及外形位置关系的个性差异,确保偏心块加工精度,从而提高振动筛质量性能。
3 组装工艺改进
振动筛筛箱属于空间框架结构,是由若干根梁通过高强度螺丝连接而成,空间整体框架组装的好坏直接决定着振动筛运转性能。因此,合理优化筛箱组装工艺对于提高振动筛质量意义重大。
3.1 传统组装工艺
传统组装工艺是将筛箱进行逆时针 (或顺时针)旋转90°安装,待所有框架、梁按相应位置螺栓连接后,再按实际摆放,起吊到平台上;之后调整整个框架对角线,控制到合理尺寸内后进行螺栓预紧,最后进行电动彻底禁锢。组装示意图见图6。

图6 筛箱传统组装示意图Fig.6 Schematic diagram of the traditional screen box assembling
传统筛箱组装工艺弊端是:翻转筛箱瞬间对整体框架结构破坏较大,空间结构便不可控,一旦梁变形大,整体结构不可调整。
3.2 组装工艺优化
振动筛筛箱组装工艺的优化主要是考虑在组装的整个过程中对整体框架进行合理有效地控制,保证组装一次成型,提高筛箱装配质量,减少钳工工作量,使操作主要是通过工装及圆锥销进行合理定位及限位控制实现。
其具体操作是:在侧板上增设装配工艺孔,通过加工精度较高的装配支撑工装与侧板工艺孔进行连接限位,调整侧板,通过辅助工装保证侧板垂直度要求。筛梁组装时,保证筛梁两侧法兰与侧板连接时不得少于2条圆锥销、2条普通螺栓紧固,以保证梁与侧板安装牢固。改进后的装配示意见图7。
待所有梁安装完成后,用高强度拉铆钉将闲置孔位置直接紧固到位,再依次将普通螺栓及圆锥销位置用高强度拉铆钉换下,并且在更换时要求每换一条,拉铆装置便紧固一条。
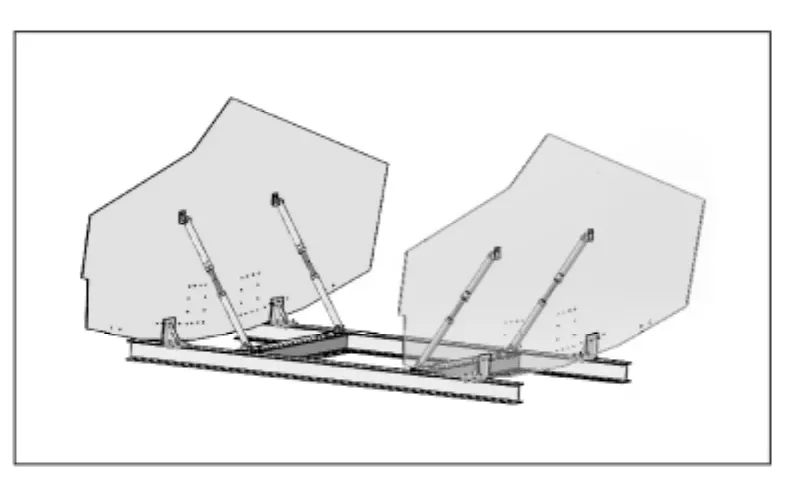
图7 筛箱组装工艺优化示意图Fig.7 The schematic diagram of screen box assembling after process upgrading
通过组装工艺优化,可对整个组装过程进行控制,进而保证筛箱整体框架装配质量更高。
4 结语
综上所述,通过分析目前振动筛在加工制造过程中存在的一些问题,提出了更加合理的解决办法,为今后振动筛加工质量的提高提供了有益参考。目前,上述优化已经应用于中煤科工集团唐山研究院有限公司振动筛的制造加工过程,并且取得了良好的效果。
[1]赵环帅,侯 磊.国内外香蕉筛的研究现状及今后我国重点研究方向 [J].矿山机械,2010(5):85-90.
[2]李海龙.振动筛在选煤厂的应用现状及发展方向[J].山东煤炭科技,2015(1):193-194,196.
[3]赵环帅,鲍玉新,陈思元,等.国内外高频振动筛技术与设备现状及发展趋势[J].矿山机械,2011(10):83-88.
[4]赵环帅.大型高频煤泥筛动态特性数值模拟 [J].黑龙江科技学院学报,2011(4):280-284.
[5]史润江,梁 风.对振动筛振动器的改进 [J].玻璃,1997(6):28.
[6]赵环帅.大型香蕉筛计算与实验模态的对比分析[J].矿业研究与开发,2014(3):99-101,111.
[7]陈 伟.振动筛用偏心轴的加工[J].机械工人·冷加工,2006(12):22-23.
[8]张秀丽.制造2ZKZ3660双层直线振动筛的工艺对策 [J].煤矿现代化,2002(6):40-41.
[9]马晓敏.直线振动筛制作和安装[J].新疆有色金属,2014(S1):172-173.
[10]肖便玲,牛焕霞,张思玲.2YA1536型圆振动筛偏心轴结构的改进[J].矿山机械,2009(22):100-101.
[11]王 燕,杜 敏.洗选设备振动筛管梁的制作[J].煤矿机械,2002(9):41.