装载机用油缸缸筒破裂研究
2015-07-31赵素
赵 素
(上海电机学院 机械学院,上海200240)
油缸作为装载机的重要液压元件,缸筒是液压缸的主体零件,其质量将直接影响装载机的正常工作和使用寿命[1]。油缸的工作压力一般为16~22MPa,在这样的压力下,焊接的质量至关重要。金属在焊接热循环的作用下,热影响区的组织分布是不均匀的。熔合区和过热区出现了组织形态的变化及严重的晶粒粗化,导致其性能恶化,是整个焊接接头的薄弱地带[2-4]。
某装载机用油缸的缸筒为焊接组合件,缸筒在试压试验中在发生破裂。本文结合该油缸缸筒的失效情况,对油缸连接焊接接头进行组织性能分析,以改善焊接件的质量。
1 试验方法
1.1 实验样品
实验样品为工厂提供的破裂的缸筒,缸筒材质为正火处理后的45钢,其外径约为φ554mm,内径约为φ452mm,全长约3 694mm。在距端部132mm处有一进油孔,孔与进油管由焊接相连,进油管外径约φ30mm。
1.2 测试方法
用SpectroMaxx型直读光谱仪进行了化学成分分析,用Canon 6D型高分辨数码相机进行宏观观察,用JSM-6610型电子显微镜对断口进行观察分析,然后制样,并经4%硝酸酒精溶液浸蚀后,用DMI5000M型金相显微镜进行微观组织分析。在焊缝各区域及母材处用FM-700型维氏硬度计测定材料的硬度。
2 实验结果与分析
2.1 化学成分
试验材料进行光谱分析,其化学成分的质量分数如下:w(C)=0.47%,w(S)=0.007%,w(Si)=0.18%,w(Mn)=0.58%,w(P)=0.020%,w(Cr)=0.068%,w(Ni)=0.038%,w(Cu)=0.087%,符合45钢材料标准(GB/T 699—1999)要求。
2.2 破裂形貌特征
缸筒破裂发生在进油孔一侧,呈块状翘裂,翘裂块端部呈“V”字形,两侧裂面平行、曲折发展。翘裂区裂缝打开后裂面的宏观形貌如图1中(a)所示,可见断面较粗糙,断面上可见由焊接区一侧裂缝起始向左扩展的人字形条纹,由此可见开裂由焊趾区域起始向左侧发展。V字形翘块头部为两裂缝交汇处,V字头直指进油孔,裂缝在孔的焊缝区沿焊趾发展,约经1/4圆弧后纵向延伸,纵向裂纹长度约960mm,如图1中(b)所示。
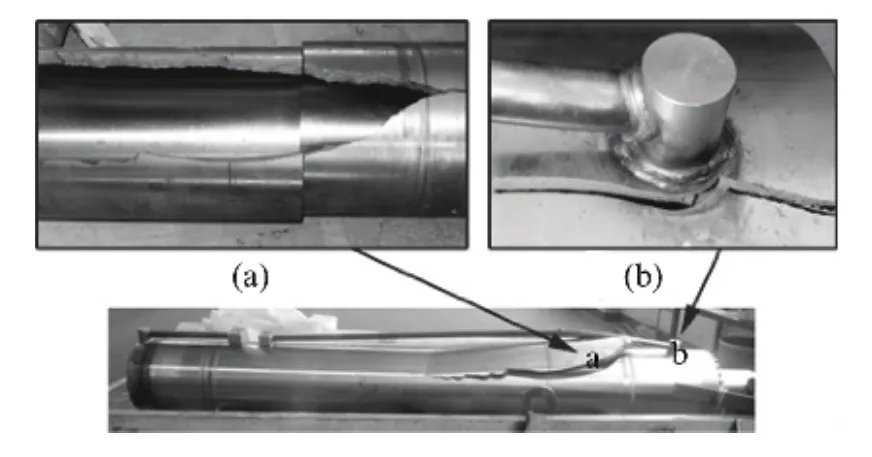
图1 缸筒破裂部位宏观形貌Fig.1 Macroscopic morphology of the cracked cylinder
将进油孔处焊接区域裂缝打开后裂面宏观形貌如图2(a)所示,图下侧为近焊缝转角区域(如箭头所示),图上侧为内孔表面,图中间为裂面,可见裂面呈银灰色,近焊缝转角区域裂面较平坦,并可见有该区域起始向两侧的扩展条纹,裂面扩展区相对较粗糙;由此可见开裂由焊趾转角区域起始向两侧发展。起始区边缘断面呈沿晶开裂形貌,如图2(b)所示,扩展区裂面呈解离形貌,解理面粗大,解理河流清晰可见,为脆性断裂,如图2(c)所示。
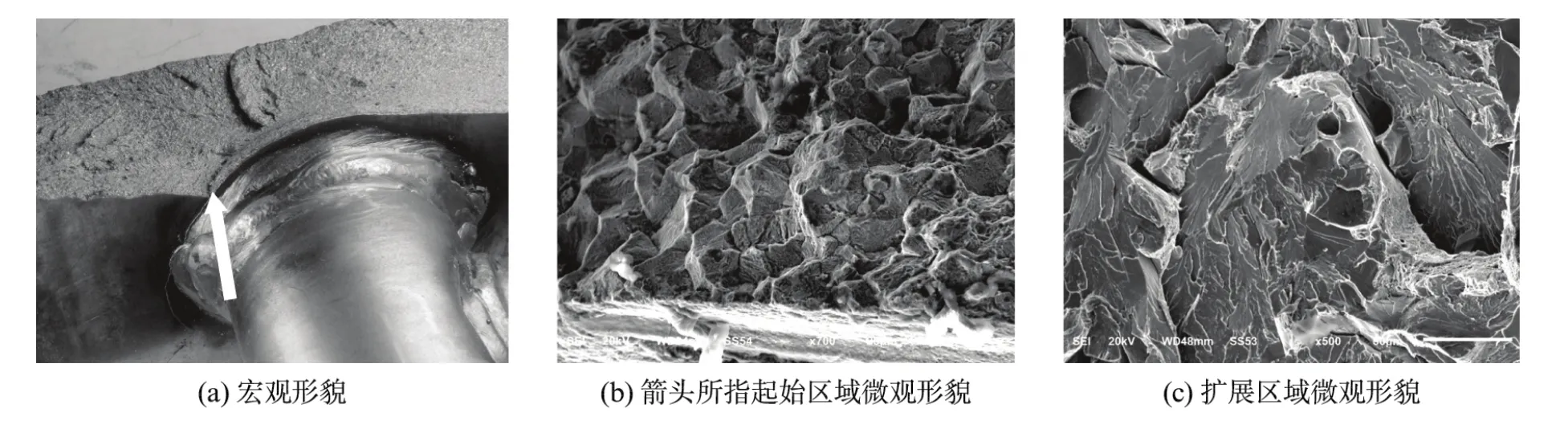
图2 裂面形貌Fig.2 Morphology of the fracture surface
2.3 焊接接头及母材金相分析
2.3.1 焊缝区 焊接接头是由焊缝和热影响区组成的,如图3(a)中的区域Ⅰ和Ⅱ所示。在高的放大倍数下,区域Ⅰ中焊缝区组织为索氏体和少量铁素体,组织呈枝晶状分布,并且在焊缝局部区域出现裂纹,裂缝尾部较纤细(箭头所示),呈波状分布的热裂纹特征,如图3(b)所示。
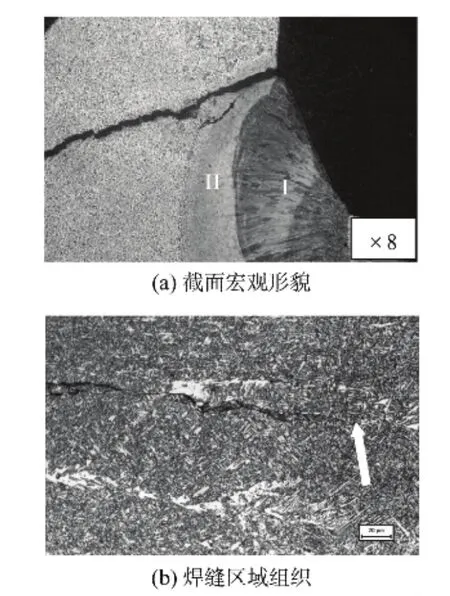
图3 焊接接头组织Fig.3 Structures of welded joints
由于焊接过程中,绝大部分焊接方法都采用局部加热,故在焊接构件中总是存在不同程度的焊接应力和变形。焊接应力的存在,促使焊接焊缝区内产生热裂纹等工艺缺陷。
热裂纹是由于焊缝在凝固过程中产生的内应力超过该温度下金属的断裂强度时形成的一种裂缝。焊接过程中,焊接接头区域受到不均匀的局部加热,形成不均匀的温度场,焊缝区的金属被熔化,随着与焊缝距离的增加温度迅速降低。在与熔池相邻的高温区,材料的热膨胀将受到周围较冷区域材料的限制,产生压缩塑性变形。而在随后的冷却过程中,已发生塑性变形的这部分材料又受到周围条件的约束而不能自由收缩,将形成拉应力。同时,熔池凝固,形成的焊缝金属冷却收缩受阻时也会产生相应的拉应力。如果刚结晶部分的晶体的某些薄弱部位不足以抵抗这种拉应力,则被拉开形成裂纹[5]。
2.3.2 焊接热影响区金相分析 在焊接热源作用下,焊接两侧发生组织和性能变化的区域为热影响区。由于母材金属离焊缝的距离不同,各点被加热的温度也有差别,故冷却时焊接接头部分会发生一系列不同的组织变化,分为不同的区域,主要为完全淬火区和不完全淬火区[6]。焊接热影响区中,因为在化学成分上和组织性能上都有大的不均匀性,所以对焊接接头的强度、韧性都有很大影响。
(1)完全淬火区。由图3(a)可知,裂缝沿焊缝边缘转角区域的热影响区发展。在高的放大倍数下,裂缝表层可见马氏体组织,并且裂缝呈沿晶界发展,如图4(a)所示。完全淬火区内的组织主要为马氏体和少量的托氏体,晶粒较粗大,如图4(b)所示。经焊接后在冷却过程中出现的马氏体组织是马氏体相变的产物,马氏体相变是低温相变,是固态相变中的一种特殊的、重要的类型[7]。45钢的碳当量约为0.7%[8],含碳量较高,马氏体相变开始温度Ms较低[9],淬硬倾向十分明显,在焊接热影响区很容易产生脆硬的马氏体组织,它是碳在α-Fe中的过饱和固溶体,有很大的过饱和度,晶格点阵的畸变严重,因而硬度和脆性很大[10]。
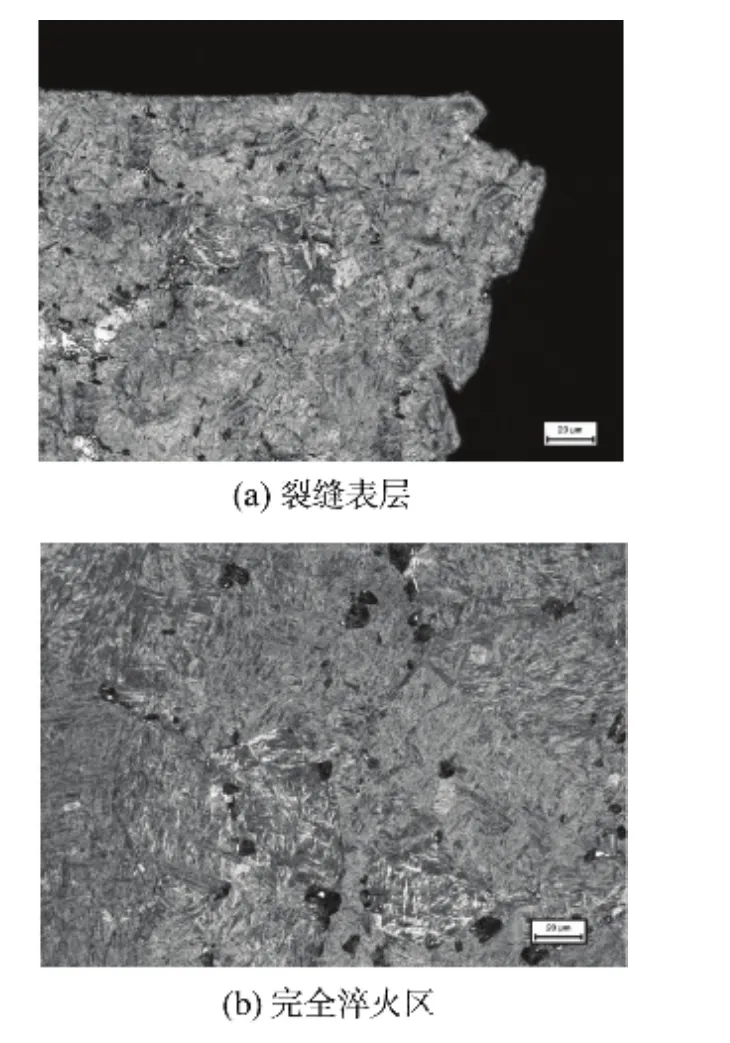
图4 不同区域微观组织Fig.4 Microstructure in different areas
(2)不完全淬火区。不完全淬火区组织主要为珠光体、托氏体和粗大的铁素体,如图5所示。由于焊接快速加热,珠光体组织首先奥氏体化形成细小的奥氏体,并且受热晶粒稍有长大。在以后连续冷却时,奥氏体转变为托氏体和珠光体,未溶入奥氏体的铁素体不发生转变,最后该区的组织主要由托氏体、珠光体和未发生相变的粗大铁素体组成,形成晶粒大小不均匀的区域。
图5 不完全淬火区组织Fig.5 Microstructure of the incompletely quenched zone
(3)母材。母材近表层组织为粗大的珠光体和铁素体,晶粒度约评为5.5级,如图6(a)所示。母材心部组织为较细小的珠光体和铁素体,晶粒度约评为7.5级,如图6(b)所示。可见母材基体组织不均匀,近表层组织较粗大。
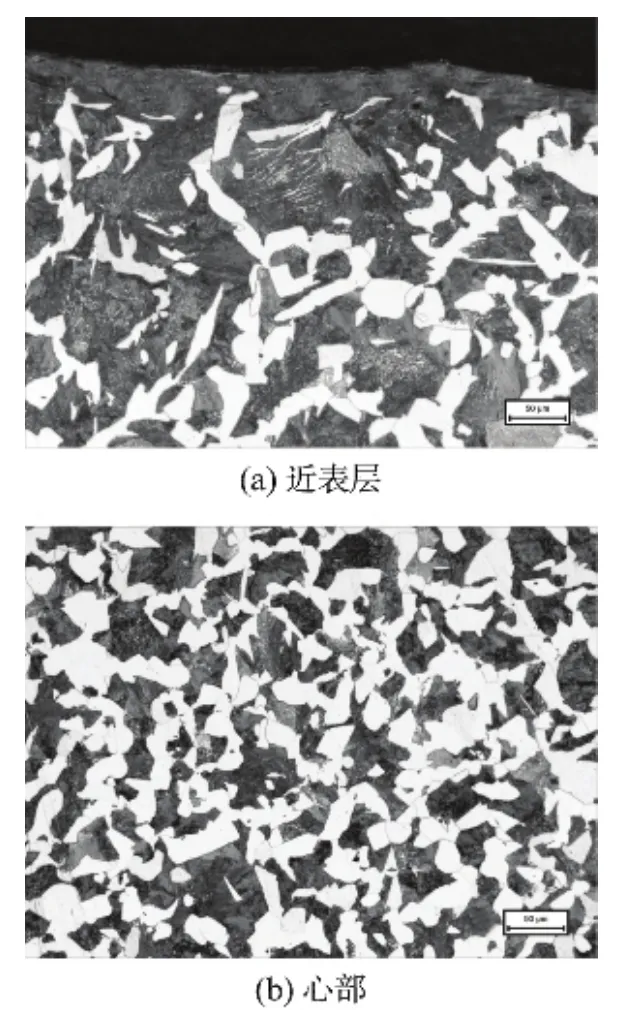
图6 母材组织形貌Fig.6 Microstructures of the base metal
加热过程形成的奥氏体晶粒度,对冷却时相变过程和相变产物有明显的影响[11]。熔焊时在集中热源的作用下,在过热粗晶区内,一方面金属是处于过热的状态,奥氏体晶粒发生严重的长大,形成粗晶热影响区[12];另一方面母材晶粒越粗大(图6(a)),受组织遗传性的影响,得到的奥氏体晶粒也粗大,冷却后的相变产物组织也更加粗大。晶粒越粗大越易降低韧性,而细晶有利于提高韧性。
2.4 焊接热影响区硬度分析
在硬度测试中,维氏硬度法能相对准确地反映硬度的变化情况。在母材、焊接热影响区和焊缝区随机取点进行维氏硬度值(载荷为4.9N)的测定,结果如图7所示。
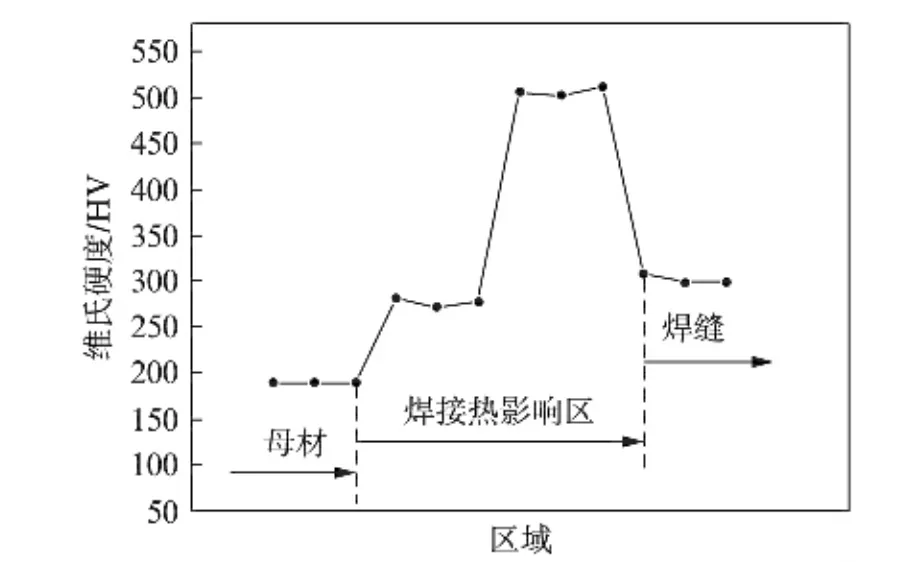
图7 硬度分布曲线Fig.7 Diagram of hardness distribution
热影响区的硬度峰值落在熔合线附近,远离熔合线的硬度迅速下降。不同热影响区的硬度变化,实质上是反映了不同的金属组织。根据金属学理论可知,热影响区的硬度随着含碳量和合金元素的增加而提高,焊接热影响区的最高硬度值不超过350HV,否则焊接性显著恶化。对于碳钢,当维氏硬度值超过350HV标志马氏体的出现[13]。马氏体数量越多,那么硬度值越高。由金相观察可知,硬度峰值处组织主要为马氏体和少量托氏体(图4)。在靠近母材的焊接热影响区的不完全淬火区出现硬度值降低的现象,这主要是由于该区域晶粒大小不均匀(图5),表现不同程度的硬度性能。
2.5 应力分析
在焊接过程中由于温度的变化会产生热应变,也会通过微观组织变化引起相变应变,从而引起很大的裂纹敏感性。当奥氏体分解转变为马氏体要引起体积膨胀,由于受到周围金属的拘束,结果造成内应力。而且对于中碳钢,焊后冷却到200~350℃时才发生奥氏体分解,转变生成硬脆相的马氏体,这时钢的塑性已经很低,就会造成很大的内应力。
负载构件在均匀截面上应力分布应该是均匀的,当构件截面有急剧变化时,在剧变处的应力会高于平均应力,这现象称为应力集中。应力集中削弱构件的强度,降低了构件的承载能力,是构件破坏的起始点,是引起构件破坏的主要因素[14]。焊趾转角部位,因截面的急剧变化,将产生局部的高应力,容易导致应力集中。
3 结 论
(1)热影响区内硬度高,而且仍存在马氏体组织,表明该部件焊后未经正常退火处理;同时,焊缝区存在焊接裂纹,表明存在较大焊接应力,可推断该部件焊接区存在较大残余应力。
(2)缸筒母材基体组织不均匀,近表层晶粒粗大,对焊接质量影响明显,易在热影响区诱发粗大的相变组织,影响综合性能。
(3)转角部位容易产生应力集中,而且这里又出现了硬度高、脆性大、晶粒粗大塑韧性低的马氏体组织,在压力试验压力波动时,极易在转角应力集中区诱发开裂并扩展,当扩展至贯穿壁厚时,即会发生沿纵向的瞬时破断,尤其在焊接区存在较大残余应力时,会因应力叠加增大开裂几率。
(4)对于高碳当量的焊接件,焊接时必须进行局部预热及焊后退火处理,否则极易发生开裂事故。
[1] 贾培起.液压缸[M] .北京:科学技术出版社,1987:132-135.
[2] Zhou Jilie,Yang Jinghua,Ye Yin,et al.Effect of heat input on microstructure and properties in heat affected zone of ASTM A572GR.65steel[J] .Advanced Materials Research,2011,148-149:553-557.
[3] Shi Yaowu,Han Zhunxiang.Effect of weld thermal cycle on microstructure and fracture toughness of simulated heat-affected zone for a 800MPa grade high strength low alloy steel[J] .Journal of Materials Processing Technology,2008,207(1-3):30-39.
[4] 闫凯鹃,郝世英,张骁勇,等.X80管线钢焊接热影响区不同区域的组织性能[J] .热加工工艺,2011,40(23):147-152.
[5] 李亚江,王娟,刘鹏.低合金钢焊接及工程应用[M] .北京:化学工业出版社,2003:195-197.
[6] 任颂赞,叶俭,陈德华.金相分析原理及技术[M] .上海:上海科学技术文献出版社,2013:1049.
[7] 徐祖耀.马氏体相变与马氏体[M] .北京:科学出版社,1980:330-340.
[8] 邓文英.金属工艺学:上册[M] .北京:高等教育出版社,1964:207-208.
[9] Seol JB,Jung JE,Jang YW,et al.Influence of carbon content on the microstructure,martensitic transformation and mechanical properties in austenite/ε-martensitedual-phase Fe-Mn-C steels[J] .Acta Materialia,2013,61(2):558-578.
[10] 熊腊森.焊接工程基础[M] .北京:机械工业出版社,2002:302-305.
[11] 张汉谦.钢熔焊接头金属学[M] .北京:机械工业出版社,2000:187-201.
[12] Lan Liangyun,Qiu Chunlin,Zhao Dewen,et al.Microstructural characteristics and toughness of the simulated coarse grained heat affected zone of high strength low carbon bainitic steel[J] .Materials Science & Engineering A,2011,529(1):192-200.
[13] Ikawa H,Oshige H,Tanoue T.Effect of martensite-austenite constituent on HAZ toughness of a highstrength steel[J] .Transactions of the Japan Welding Society,1980,11(2):87-96.
[14] 卢培民,王延辉,李冰.连续挤压挤压轮模具轮槽根部开裂失效分析[J] .热加工工艺,2010,39(22):191-193.
