热处理加热炉温度检测控制分析
2015-07-21杨魏
杨魏
摘 要:热处理加热炉主要用于均匀钢材组织并控制其冷却过程,以保证材料有良好的力学性能,为钢材轧制做好生产准备。本文主要介绍用于钢管加热热处理加热炉在实际生产中的应用,通过对加热的热处理加热炉温度检测的检测设备和方法介绍,结合现场生产中加热过程几种问题类型,发现热处理过程中加热炉炉内热电偶检测、炉外红外线温度检测设备测量温度和工艺需要加热温度之间的关系,找出在实际生产过程中的容易产生的误区和提高钢管加热质量的方法。
关键字:加热炉;温度;检测;生产;加热质量;方法
中图分类号:TF33 文献标识码:A 文章编号:1672-3791(2015)06(a)-0000-00
Analysis of the detection and control of temperature for heat treatment furnace
Yang Wei
(Pangang Group ChengDu Steel&Vanadium Co.,LTD. ChengDu 610300,P.R.China)
Abstract:Heat treatment furnace is mainly used for controling cooling process of uniform steel organization , which can ensure the material has good mechanical properties to get production ready for steel rolling.This article mainly introduces the application of steel tubes for heat treatment furnace in practical production. Through the introduction of detection equipment and detection methods to heat treating furnace temperature, and several problems of heating process in production site, to find the relationships that detection of thermocouple inside the heating furnace, detection of infrared temperature outside the heating furnace and heating temperature needed by technology in the process of heat treatment. Finally, we find the errors which is prone to produce and the methods which can improve the heating quality of the steel pipes in the actual production process.
Keywords: heating furnace;temperature;detection;production;heating quality; method
随着我国国民经济的快速发展,热处理加热炉的运用越来越广泛,对温度的测量和控制水平都不断提高。对于热处理加热炉的金属加热质量,因为加热过程处于高温等恶劣环境,目前在加热过程中还没有用检测设备来直接测量的客观方法。国内外通用的判断热处理加热质量的方法是通过检测炉膛温度和出炉温度来反应加热质量的。温度的检测和控制都直接影响安全生产和产品质量。
1温度测量系统介绍
加热炉温度检测系统主要由PLC(可编程控制器)和传感器构成。温度检测系统实现的过程主要是传感器将温度转换为电信号,电信号通过PLC输入模块进入PLC,PLC的中央处理器(CPU)通过A/D转换将送进来的电信号转换为PLC可识别的数值,然后PLC通过系统设定温度(SP)和实际温度(PV)的差别通过PID运算进行自动控制,温度检测的数据可以通过历史曲线记录下来作为加热炉产品合格的依据。
2检测设备的选用
我们用于钢管加热的热处理炉一般采用热电偶检测加热炉炉膛温度,实时监测加热炉的加热效果,按金属加热需要的温度升温曲线对加热炉进行控制;加热炉外采用红外线温度测温仪测量被测物的温度,及时反映金属在加热炉内的加热程度和及时反映加热过程中的异常情况。热电偶产生的电势差信号和红外测温仪产生的模拟量信号可以被PLC采集,这些信号通过PLC的运算处理后作为控制信号对加热炉温度进行控制、记录并保存。
2.1 炉内测量主要选用测温设备
目前国内外在线炉内测温使用的传感器普遍采用热电偶测温方式。电偶测温原理:两种不同成份的导体两端接合成回路,当接合点的温度不同时,在回路中就会产生电动势,这种现象称为热电效应,而这种电动势称为热电势。热处理过程中加热炉采用的热电偶主要有K分度和S分度热电偶。K偶,材质镍铬--镍硅,长时间测温范围0--900 ℃,一般金属材料价格低;S偶,材质铂铑10--铂,长时间测温范围0--1300℃,贵重金属材料价格高。基于热电偶测温范围、精度等级、性价比综合考虑,建议热处理过程中的淬火炉采用Ⅱ级S偶,测量误差为?? 2.25-2.75 ℃;回火炉炉温采用Ⅰ级K偶,测量误差为2.4-3.2 ℃。
2.2 炉外测量主要选用测温设备
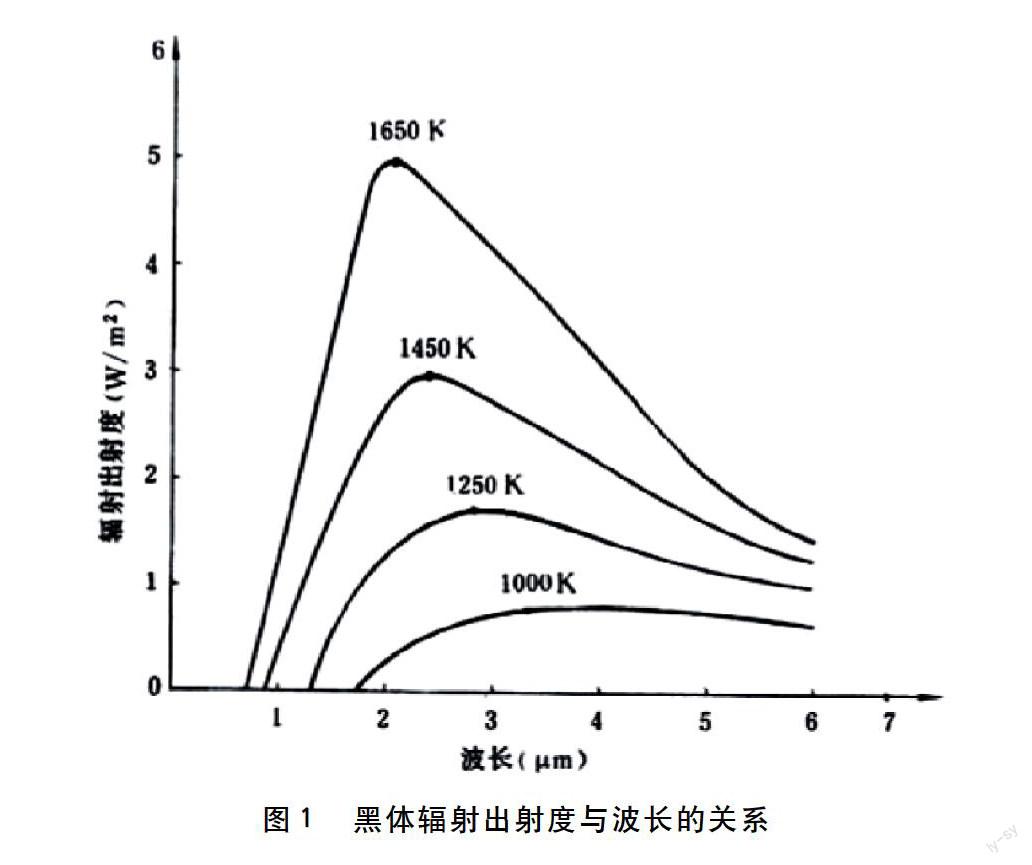
红外测温原理:温度在绝对零度以上的物体都会辐射出红外线,通过红外探测器将物体辐射的功率信号转换为电信号,进而转换为温度信号,实现对目标物体远距离测温。如图所示,在同一波长范围内温度越高物体所辐射出的能量也就越大,红外测温设备正是利用这一远离检测出辐射能量的大小再通过计算得出物体的实际温度。
图1 黑体辐射出射度与波长的关系
影响测量准确的因素较多,主要有测量设备的测量精度等级、测量距离、波长等。其中温度不同的物体其辐射能量在不同波长范围内的分布情况也不相同,温度越高辐射能量高的区域就越偏向波长较短处,因此测量温度较低的物体应选用波长较长的测温设备,而测量高温物体应选用波长较短的设备。
3对加热炉温控认识上容易造成的误区
对于连续生产的加热炉,根据能量守恒定律,在稳定状态下,单位时间的热输入量与单位时间热输出量相等。输入热量来源于燃料燃烧产生的热,输出热量包括加热炉有效利用热量及各种损失。 当加热炉处于稳定(动态热交换)运行时,加热炉的动态热平衡就与有效利用热量有关系。当有效利用热量的物体数量变化时,要维系热平衡原则,若不及时做出工艺调整,加热物体性能将得不到保证。
3.1 热电偶插入深度与温控均匀性的关系
热电偶插入越深越接近加热钢管,测得的温度越真实?
热电偶控制的是炉膛各段温度而不是钢管温度,热电偶越接近加热钢管所反映的温度与当时钢管状态下的温度接近,而不是炉膛各段控制温度。冷钢管进炉后在各控制段加热是一个升温过程。在预热段、加热段接近钢管处测得的温度比预热段、加热段炉膛控制温度低,在均热的段部分品种可能会继续加热升温,部分品种可能会降温均热,越接近钢管测得的温度受钢管当时状态影响较大,不能真实反映炉膛控制温度。
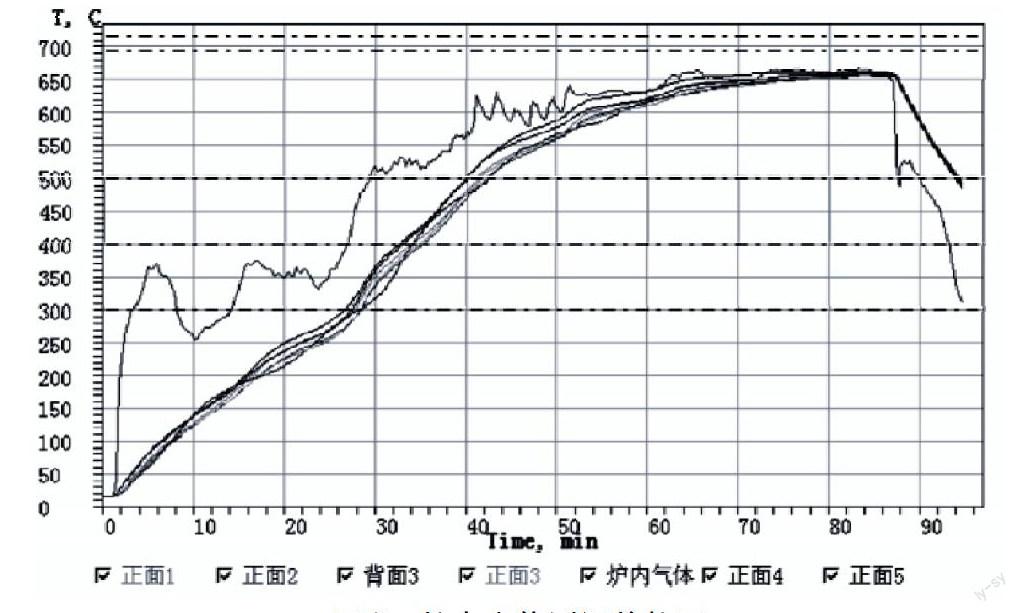
图2 炉内实体测温趋势图
上图是安装在钢管内部的温度检测点和钢管附近温度对比的趋势图,我们可以发现:
1、钢管在炉内加热是一个升温过程,预热段、加热段升温快,均热段升温慢。在加热时间能够保证的条件下,钢管温度无限接近炉温。
2、安装在实体钢管旁边的测炉内温度的热电偶真实的反映了处于钢管旁的空气温度变化情况,也是一个升温过程,比同时段钢管升温要高,但又低于各段炉温控制值。
结论:热电偶离钢管越近受被测物温度影响,测温的准确性得不到保证。《冶金工业自动化仪表通用安装图册》中对热电偶伸入炉膛内部分长度的要求为大约50mm-200mm,热电偶安装必须按规范进行安装。热处理炉同一加热段在使用合格电偶,且插入深度基本一致的情况下,应检查该加热段烧嘴火焰是否一致,燃烧系统的空燃气配比是否恰当。
3.2 同一规格品种热处理均热段炉温和管温之差是否应该是定值
大多数操作工和部分技术人员认为同一规格品种热处理钢管均热段炉温和管温应该有一个相对固定的差值。
均热段炉温和管温的差值受多个参数影响,主要有加热段温度设定值、加热周期的影响,这些参数的变化主要影响到钢管在进入均热段之前热量吸收的多少。也基于这个原因,空炉进料的管坯出炉管温较高。加热段温度设定值的高低可以影响钢管出炉温度接近均热段温度,甚至有可能高于均热段温度。
3.3 炉温和管温出现差异的工艺控制控制方式
热处理钢管许多规格品种均有炉温控制要求管温控制要求,一旦炉温和管温出现异常时(工艺设备、测量设备故障),操作人员往往不知怎样调整和处理,或者进行错误处理,产生质量事故。
当炉温和管温出现差异时,我们认为合理的处理步骤是:首先了解当时的工艺状态和设备状态,没有变化和问题时先以炉温控制指导生产,然后再分析查找原因。理由是:一般的热处理炉炉温以均热段控制为主,均热段为均热Ⅰ段、均热Ⅱ、均热Ⅲ,通常每小段有A、B两个测温点,热电偶测量温度和系统给定温度之间温差作为控制条件,若某一测温点出现异常,相互之间温度将受到影响,可以认为炉温控制有六支热电偶做测量保证,多支热电偶同时发生故障的概率较低。而管温只有一支红外测量设备,且容易受设备本身、周围环境等因素影响,所以发生差异时炉温检测的准确性更高。
而出炉管温的作用主要是通过出炉管温温度记录趋势图,检查均热段和加热段的加热质量,有异常时可以根据加热工艺卡进行微调,这样可以得到出炉管温更加均匀的加热效果。这一条实际生产中往往容易忽略,这一被测参数在生产中未得到有效利用并指导生产。
3.4 非正常生产节奏处理办法
热处理生产经常会遇到设备故障导致出现闷炉或空齿情况,从大多数记录曲线分析来看,操作人员认为可以通过温度自动控制正常控制炉温,仍按照原有的加热工艺生产,炉内各段温控曲线和管温测量曲线容易超过工艺控制要求,钢管性能被破坏。
设备偶发故障不能避免,但发生故障时我们应该有应急预案进行调整和干预,才能保证加热钢管性能不遭受破坏。
上述两种情况:闷炉和空齿均打破了正常状态下的动态热平衡,闷炉时钢管未按预设周期加热,加热时间过长。空齿时炉内吸热物少,钢管温度上升加快,这两种情况若工艺未及时调整,均会破坏钢管性能,产生批量质量事故。
建议制定非正常情况下的应急预案,质量事故只可能在非正常情况下生产,要控制废品就必须进行调整和干预。
3.5 其它方面
制定工艺制度应是一个非常严谨的过程,在实验室获得相关数据后,在向大生产转换之初,技术人员应该进行跟踪,并通过质量检测进行验证,最终转化成可执行的工艺制度,沿袭使用,组织连续生产。在实际生产过程中,工厂为了追求产品产量,提高产品生产节奏。提高节奏最有效的办法是提高加热温度,实际操作中经常采用提高设定温度,尽量按工艺控制温度上限的办法,但实际上,不管是减少加热时间还是提高温度均不利于加热过程中的质量控制,同时也容易误导完成工艺制定的科技人员。
最后还可以从 “人、机、料、法、环”等几个方面对测量过程进行分析:比如测量和校检人员的资质;测量设备的准确,标准统一,制定新工艺和实际生产中的测量设备(包括实验室)进行检、校,以保证测量的准确性;标准检测设备和测量设备合理量程范围;测量环境的影响等因素。
4结束语
在实际工作中,对涉及生产的各种因素实施全过程、无缝隙的管理,形成一环扣一环的管理链,严格遵守技术规范和操作规程,重视各个可能产生质量缺陷的环节,做好设备保障工作,优化各工序生产工艺,提高产品质量。由管理精细化到产品精细化,实施精细化管理必然成为实现质量、安全等目标的必由之路。
[1] 戚翠芬.《加热炉》[M].冶金工业出版社 . 2004.
[2] 中国冶金建设协会.《冶金工业自动化仪表与控制装置安装通用图册》[M].冶金工业出版社.2011.
[3] 中国冶金建设协会.《钢铁企业过程检测和控制自动化设计手册》[M].冶金工业出版社.2002.
[4] 国家技术监督局.《GB/T 15319-1994火焰加热炉节能监测方法 》[S].中国标准出版社. 1995.
[5] 陈鸿复.《冶金炉热工与构造》[M].北京科技大学.1991.
[6] 薛孔庆.《步进梁式加热炉技术条件》[M].冶金工业出版社.1992.
[7] 戚翠芬.《加热炉基础知识与操作》[M].冶金工业出版社.2005.
[8] 徐科军.传感器与检测技术(第2版) [M].北京:电子工业出版社,2008.
[9] 蒋利军等.加热炉燃烧控制技术分析[J].山东冶金.2006年02期.
[10]李朝祥等. 热装轧钢加热炉最佳温度制度的研究[C].2008全国能源与热工学术年会论文集[C].2008.
