基于不规则塑胶件的超音波熔接技术
2015-07-21郭聪陈绍东
郭聪 陈绍东
摘要:新产品发展的日新月异,好的外观设计产品能迅速占领市场,引领消费者需求,在这种情况下,不规则的产品也日益出现。目前对不规则塑胶件的超音波熔接尚无专门的的研究技术。本方案结合生产工作中遇到的问题,提出了实际方案,对解决不规则产品的熔接技术难题有重要的指导意义。
关键词:不规则;塑胶件;超音波;夹具;熔接
中图分类号:TH841 文献标识码:A 文章编号:1672-3791(2015)06(a)-0000-00
超音波焊接是熔接热塑性塑料制品的高科技技术,各种塑胶件均可使用超音波熔接处理,而不需加溶剂、粘接剂或其它辅助产品。超声焊接的原理是利用超声波频率造成高速振动, 使塑料与塑料的对接面因摩擦生热而融合;当超声波作用于热塑性塑料的接触面时, 每秒几万次的高频振动把超声能量传送到焊接区。由于两焊接件交界处声阻大, 因此会产生局部高温, 接触面迅速熔化, 在压力作用下融合为一体。当超声波停止作用后, 让压力持续作用几秒钟, 使其固化定型, 这样焊接强度可接近原材料的强度。? 超音波焊接的效果取决于许多因素,例如塑胶类型、产品形状(几何外形,壁厚等)、焊接的要求(即粘性、强度、密封等)。
超声焊接是一种新颖的塑料二次加工技术, 以其高效、优质、美观、节能等优势而发展起来。? 超音波焊接的产品给我们的生产生活带来了很大的方便,其广泛运用于汽车,电器,医疗,玩具等行业中,很多产品是超音波熔接的,如电视机的音响系统等。
新产品发展日新月异,好的外观设计产品能迅速占领市场,引领消费者需求,在这种情况下,不规则的产品也日益出现。对于一些不规则的塑胶件如何能获得最佳焊接结果呢?
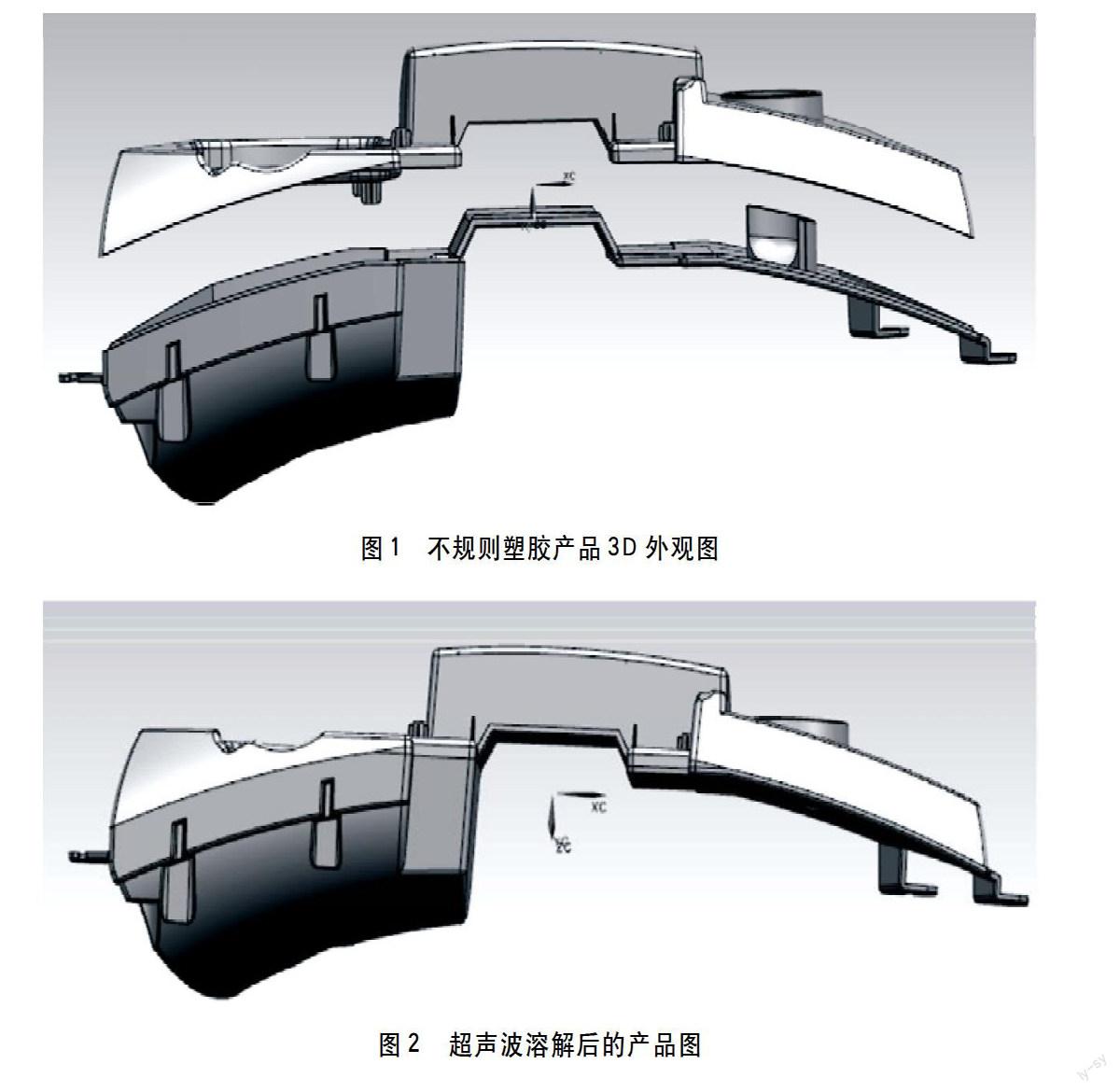
笔者在实际工作中就碰到这样的情况,最终经过反复试验检讨后解决了这个问题。下面以笔者开发设计的一个产品(三星音频底座DA-E650)为例来说明。
1 不规则塑胶件焊线设计
本产品是只需要保证密封性好,对外观要求一般。故采用了普通的三角形焊面设计,产品壁厚3mm, 焊线高0.5mm。
在超音波焊接过程中,能量导向部分允许迅速焊接,同时达到最大的强度。通常,对于易焊接的树脂能量导向部分最小高度为0.25毫米。对于某些需要高能量的树脂,即结晶型、低刚度或高熔化温度的非晶型(如聚碳酸酯、聚砜)树脂,需要较大的能量定向部分,其最小高度为0.5毫米。
2 夹具装置
夹具装置的主要用途是固定零件,使之与焊接头对准,同时对组合件提供适当的支撑。对于这个产品,几何外形不规则且无对称性, 为了保证超音波能量向熔接界面的传递,笔者采用了分段夹具设计,即分二次来进行熔接。
简单的夹具可用木料、环氧树脂或熟石膏建造。对于更精密、更长寿命的夹具则要用铝、钢、黄铜、铸塑尿烷或其它的弹性材料。夹具设计范围广,从快速拆卸夹具到简单的金属板均有,应用的要求和生产率通常决定夹具的设计。一般需要从如下三方面来考虑夹具的设计:
1. 产品的要求:决定模具的使用寿命,磨损率,因而采用何种金属。
2. 产品的形状:采用何种熔接工艺,设定模具的大小,压力传达区,产品在熔合时可能产生的变形,需要多大功率和何种功能。是否可以一次熔接完成工作。
3. 产品的塑料性质:决定模具的振幅和应接受超声能量,导能线的形式,位置,大小。在不同的塑料组合时,应该怎样设计触位?
根据这个产品外形尺寸和具体要求,笔者采用了铝镁合金制作超音波模具,该材料具有极高的机械屈服强度,硬度高,热传导性强,是理想的超音波模具制造材料;采用铝镁合金材料结构,保证了夹具装置可提供必要的刚度。同时在内部承托装置采用熟石膏设计,具有一定程度的弹性。
3 超声波机器选择
产品的形状和材料等决定了所需要的超音波熔接机功率大小和特质。根据设计和生产经验,在实际试验中,首先使用了 2.6KW,15KHZ的超音波机器进行生产,但是产品出现了BOSS柱断裂的现象,不良率高达80% 另外还有个别熔接不完整,产品密封不好的情况。 对于这种不良现象的出现,笔者和产品作业人员显然没有意识到。 在仔细分析产品结构后,更换了大的超声波设备,采用4.2KW, 15KHZ的机器,解决了密封不好的,但是产品损伤BOSS柱断裂的现象还时有发生,不良率有时5%,有时达20%,生产极不稳定。
最后对夹具进行了分析和修理,在夹具和产品棱角的接触处采用了R角过渡设计,保证振动空间,避免熔接时对BOSS柱的过盈接触,同时又保证了在连接区产生异相状态,使产品完整熔接。经过本次的改善,产品量产顺利进行。
4 结论
1,对于不规则产品设计,夹具本身要有一定弹性。
2,在超音波机器功率的选则上,对于不规则产品,要选择平时经验大一号的机器。和频率要选择正确,这个需要在实际生产中多试验,
3,纸上的设计思想需要经过实际生产检验,在这个产品的熔接上,出现的BOSS柱断裂现象值得大家警示。
4,内部夹具设计时需要对接触棱角处的R角要大一些,保证振动空间。
参考文献:
[1] 李小明, 李彦生, 韩景芸等. 基于超声波焊接技术的快速成型方法研究, 《机床与液压》, 2007,35(03):(第4-6页)
[2] 陈国,夏毅然,孔令斌等. 塑料焊接技术及其在医用制品中的应用. 《工程塑料应用》,2003.,31(09):(第36-38页)
作者简介:
郭聪,(1980- ),男,山西保德人,大学本科,惠州三星电子有限公司数码研究所,主任工程师,主要负责三星家庭影院等消费类电子产品的研究开发工作。 邮编: 516029
E-mail:cong.guo@samsung.com, HP: 13143619842
陈绍东,(1978- ),男,重庆人,大学本科,惠州三星电子有限公司数码研究所,技术总监,主要负责三星家庭影院等消费类电子产品的研究开发工作。 邮编: 516029
第一作者联系地址:
广东省惠州市仲恺六路256号三星电子有限公司数码所 郭聪(收), 邮编: 516029
Tel: 0752-3166411 HP: 13143619842,E-mail:cong.guo@samsung.com
