基于铸坯的25Mn钢环件热辗扩成形力学性能分析
2015-07-01秦芳诚李永堂齐会萍付建华
秦芳诚,李永堂,齐会萍,付建华
(1.太原科技大学 材料科学与工程学院,山西 太原030024;2.太原科技大学 金属材料成形理论与技术山西省重点实验室,山西 太原030024)
0 前言
25Mn钢作为制造锰钢环形零件的常用材料,具有优良的强度、韧性、淬透性及抗磨损性能,为锰钢环形零件在风电、石油化工和航空航天等装备制造业领域的广泛应用奠定了材料基础。近年来,环形零件铸辗复合成形技术作为环件生产的一种先进工艺,为锰钢环形零件的省时、省力和绿色生产创造了技术基础,它包括铸造环坯、热辗扩和后续机加工过程,具有缩短工艺流程、节材和降能耗等众多优点[1,2]。李永堂等[3-6]在基于铸坯的环件辗扩成形方面开展了许多卓有成效的研究工作,系统研究了铸态组织的热塑性变形行为,探讨了基于铸坯的环件辗扩成形基础理论和工艺参数及其对环件成形质量和组织演变的影响,并进行了工业生产。
然而,由于热辗扩成形过程多场、多因素耦合的复杂性,变形区环坯料在高温和载荷作用下经历了非稳态、非线性的塑性变形。驱动辊转速、辗扩力、辗扩力矩、初始辗扩温度、芯辊进给速度和进给量等辗扩工艺参数决定了辗扩过程材料的变形和环件成形质量与性能[7-9]。尤其是对于大直径、宽壁厚的25Mn钢环件,成形过程中各区域的变形不均匀,造成最终环件内部的残余应力较大,晶粒尺寸分布不均,力学性能较差,给环件在关键领域的安全应用带来了极大的挑战。因此,在已有基于铸坯的辗扩成形基础理论指导下,对25Mn钢环形铸坯的热辗扩进行试验,并分析辗扩完成后内部微观组织以及力学性能,探讨其“ 成形”/“ 成性”机理,为基于铸坯的环件热辗扩过程的进一步研究和环件铸辗复合成形工艺的稳定实现提供理论基础和试验依据。
1 25Mn钢环坯辗扩工艺
环件热辗扩成形是一种高性能、精确成形工艺,辗扩过程中通过对环件变形区进行连续加载,在得到最终环件形状、尺寸和精度的同时,由于塑性变形使得环件内部组织状态不断发生改变,以实现细化晶粒、改善组织和提高性能的目的。
在25Mn钢环坯的实际热辗扩过程中,辗扩工艺参数如下:环形铸坯尺寸为φ750mm×φ350mm×φ160mm,芯辊进给速度为2.0mm/s,初始辗扩温度为1050℃,驱动辊转速为4.02rad/s,辗扩比为4,辗扩力为2.3MPa。
热辗扩完成后,环件的宽展小,椭圆度为0.4,表面质量较好,成形精度高,成形后外形尺寸为φ1470mm×φ1306mm×φ100mm,如图1 所示。

图1 辗扩成形的25Mn钢环件
2 环件力学性能检测的实验条件
热辗扩完成后,需对25Mn钢环件的内部组织及力学性能进行分析,以进一步研究多场、多参数耦合下环件非稳态、非线性、三维连续时变的宏微观变形和“ 成形”/“ 成性”一体化调控等科学问题。
试验用材料取自铸辗复合工艺成形的25Mn钢环件,化学成分如表1。根据热轧环件的检测标准[10],在图2 所示环件对角位置处取A、B 两件料对热辗扩后环件的力学性能进行检测,各力学性能检测所需试样分别在环件的内层、中层和外层上,并均沿环件的周向切取。
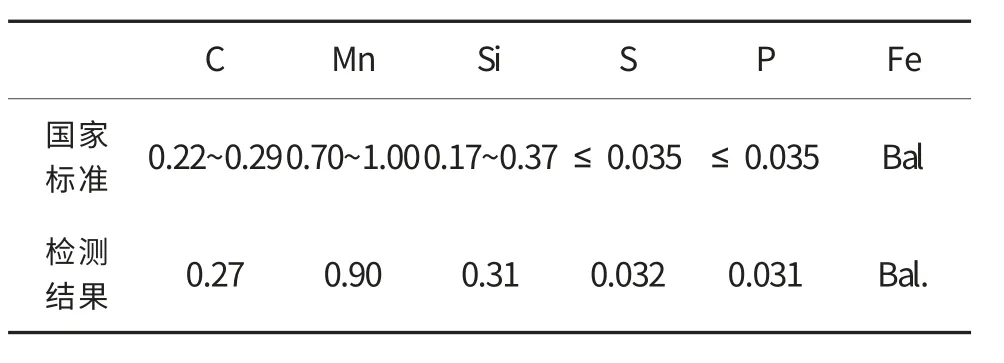
表1 25Mn钢化学成分(质量分数/%)

图2 25Mn钢环件力学性能检测取样示意图
为了观察辗扩成形25Mn钢环件的显微组织情况,在环件的内层、中层和外层分别取样,如图3 所示。经研磨、抛光及4%硝酸酒精溶液腐蚀,利用VHX-600E 金相显微镜和JSM-6510 扫描电镜观察微观组织; 各区域的晶粒尺寸采用过饱和苦味酸溶液(加入少量十二烷基苯磺酸钠)侵蚀。环件不同区域(与观察显微组织取样一致)的硬度用HB-3000B型布氏硬度计测定;拉伸试验参考GB/T228.1-2010加工成直径10mm,标距段50mm 的试样[11],在日本岛津电子万能拉伸试验机上进行试验,断后延伸率由引伸计测得;冲击试验在JB-300B 半自动冲击试验机上完成,试样规格为10mm×10mm×55mm 标准V 型缺口冲击试样[12]。

图3 25Mn钢环件显微组织与硬度取样截面位置
试验结束后,采用扫描电镜分别对拉伸试样与冲击试样的断口形貌进行观察,研究其断裂机理;并结合其热辗扩后的显微组织,探讨基于铸坯的25Mn钢环件热辗扩成形的性能,以及成形/成性一体化控制机理。
3 实验结果与分析
热辗扩后25Mn钢环件不同区域晶粒尺寸大小及分布情况如图4 所示,平均晶粒尺寸约为28μm。外层、内层的平均晶粒尺寸较中层的要细小、均匀。中层试样5 晶粒粗大,大部分晶粒呈长条状,主要是因为随着热辗扩过程的进行,中层温度较高,热量不易散失,给晶粒的异常长大提供了可能。环件内、外层与驱动辊和芯辊直接接触,受到反复辗压,塑性变形充分,发生了动态再结晶,不断产生新的再结晶晶粒,晶粒细小、均匀;且环件上、下端面晶粒在端面锥辊的作用下也会发生了一定程度的再结晶,导致晶粒变得细小,如图4 中3 号试样所示。
环件热辗扩过程中的塑性变形,使得环件内部微观组织发生变化,又直接影响着环件力学性能的变化。结果表明,25Mn钢环件中层的力学性能较外层和内层的要差,尤其是塑性最明显,如图5b 中层断面收缩率为42.7%,而内层和外层分别达到了52.4%和55.4%。抗拉强度σb和屈服强度σ0.2的变化趋势也类似,中层的略微低于内层和外层(图5a),σb均大于540MPa,σ0.2均大于300MPa。这是因为晶粒尺寸较小时,塑性变形过程中对位错运动的阻碍作用增强,抵抗塑性变形的能力显著提高。

图4 25Mn钢辗扩成形环件不同区域显微组织

图5 25Mn钢辗扩成形环件不同区域的力学性能
辗扩完成后,25Mn钢环件内层、外层和中层的硬度分别为149、152 和143HB,如图6 所示。可见,不同区域的硬度值差别较小,为后续环件的加工及应用创造了条件。
而25Mn钢环件热辗扩成形的组织中残余应力较大,组织主要是粗大的铁素体,晶粒度为2 级,韧性差,冲击功较低,断裂前无明显的塑性变形;当试验力达到相应的最大值时,易发生脆性断裂,断口呈脆性结晶状。利用扫描电镜观察发现,25Mn钢环件的内层和外层拉伸断口河流状花样明显,花样起伏的程度较大,不规则,在花样周围伴有少量等轴韧窝,韧窝深度浅,少量韧窝区又存在细小的空洞,断裂机制主要是准解理断裂,伴随韧窝断裂形式(图7)。而环件的中层则观察不到韧窝和河流状花样,断面锋利、不平整,撕裂棱严重,微小空洞较多,在环件受到外载荷辗压发生塑性延伸时而不断扩展。
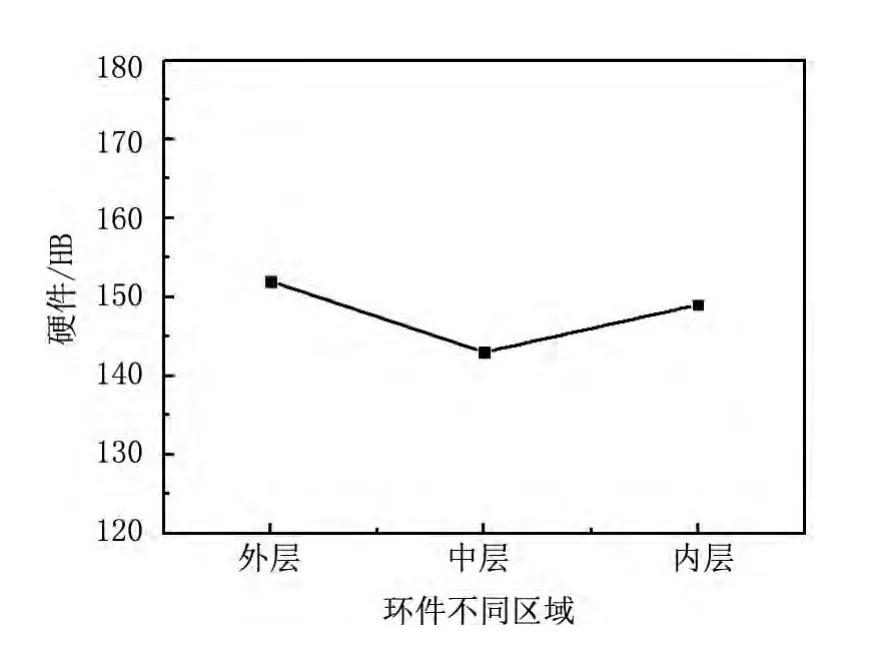
图6 25Mn钢辗扩成形环件不同区域的硬度

图7 25Mn钢辗扩成形环件拉伸断口形貌
环件的冲击断口主要由纤维区、发射区及剪切唇构成[13,14]。发射区的形貌为准解理,由大量撕裂棱和解理平台构成(图8),撕裂棱上有少量小韧窝,并夹杂着直径很小的球形颗粒。25Mn钢环件辗扩成形的组织剪切唇面积较小,单元解理面尺寸增大,河流花样从裂纹萌生处向四周扩展,遇大角度晶界时形成断裂台阶,此现象在环件的中层区域更加明显(图9)。

图8 25Mn钢辗扩成形环件冲击断口形貌
4 结论
(1)根据所采用的基于铸坯的25Mn钢环件辗扩工艺,辗扩完成后,外形尺寸达到要求,宽展小,椭圆度为0.4。
(2)环件内部组织的平均晶粒尺寸较小,约为28μm;且内层、外层的平均晶粒尺寸较中层的要细小、均匀,中层组织晶粒粗大,大部分晶粒呈长条状。
(3)25Mn钢环件中层的力学性能较外层和内层的要差,表现为塑性最显著,中层断面收缩率为42.7%,而内层和外层分别达到了52.4%和55.4%。总体而言,辗扩成形环件的力学性能较好。
(4)内层和外层拉伸断口河流状花样明显,呈不规则状,伴有少量等轴韧窝,深度浅,断裂机制主要是准解理断裂,伴随韧窝断裂形式。而环件的中层则无韧窝及河流状花样,断面锋利、不平整,撕裂棱严重。冲击断口组织剪切唇面积小,单元解理面尺寸增大,河流花样从裂纹萌生处向四周扩展,遇大角度晶界时形成断裂台阶。

图9 25Mn钢辗扩成形环件中层冲击断口形貌
[1]李永堂,齐会萍,杜诗文,等.一种金属环件短流程铸辗复合成形的方法:中国,ZL201010132486.6[P].2010-09-01.
[2]李永堂,齐会萍,刘志奇,等.一种利用铸坯辗扩成形大型环件的方法:中国,ZL201010132491.7[P].2010-09-08.
[3]李永堂,齐会萍,李秋书,等.基于铸辗复合成形的42CrMo 钢环坯铸造工艺与试验研究[J].机械工程学报,2013,49(7):148-153.
[4]秦芳诚,齐会萍,李永堂,等.基于铸辗复合成形的42CrMo 钢稳态变形参数的确定[J].金属热处理,2014,39(2):101-106.
[5]QI Huiping,LI Yongtang.Metadynamic recrystallization of the as-cast 42CrMo steel after normalizing and tempering during hot Compression [J].Chinese Journal of Mechanical Engineering,2012,25(5):853-859.
[6]李永堂,齐会萍,付建华,等.42CrMo 钢铸造环坯辗扩成形理论与工艺分析[J].机械工程学报,2013,49(6):198-206.
[7]华 林,黄兴高,朱春东.环件轧制理论和技术[M].北京:机械工业出版社,2001.
[8]ZHU S,YANG He.Investigation of deformation degree and initial forming temperature dependences of microstructure in hot ring rolling of TA15 titanium alloy by multi -scale simulations[J].Computational Materials Science,2012,65:221-229.
[9]YANG D Y,KIM K H,HAWKYARD J B.Simulation of T-section profile ring rolling by the 3-D rigid-plastic finite element method [J].International Journal of Mechanical Sciences,1991,33:541-550.
[10]全国钢标准化技术委员会.YB4068-91 热轧环件[S].北京:中国标准出版社,1991.
[11]全国钢标准化技术委员会.GB6397-86 金属拉伸试验试样[S].北京:中国标准出版社,1986.
[12]全国钢标准化技术委员会.GB/T 229-2007 金属材料 夏比摆锤冲击试验方法[S].北京:中国标准出版社,2007.
[13]景启明,韩维新,潘 浩.热处理对15CrMnMoVA 钢力学性能的影响[J].材料热处理学报,2013,34(7):89-93.
[14]ZHAO J W,LEE J H,KIM Y W,et al.Enhancing mechanical properties of a low -carbon microalloyed cast steel by controlled heat treatment [J].Materials Science & Engineering A,2013,559:427-435.
