超高强度钢热冲压成形研究进展(下)
2015-04-23马鸣图张宜生宋磊峰吴娥梅王义林路洪洲
马鸣图 张宜生 宋磊峰 吴娥梅 王义林 路洪洲
四、热冲压成形零件的后续加工
1.零件的激光切割技术
激光切割是热冲压成形零件最后加工成形的工艺技术,激光切割的工艺参数将影响切割面的质量和加工精度,切割加工面临靠近热影响区的组织,激光切割输入能量的大小还会影响到切割面附近的工件的变形,因此应对激光切割技术和装备应进行合理的制定和选择。文献[33]曾对相硬化零件激光切割的周期性条纹和显微组织进行模拟,计算了激光切割时的横截面的温度场,表面形貌以及相关的影响因素。图6示出了3种类型的数字表面预测形貌,根据预测和试验结果,对激光切割工艺参数的制定提出了建议。文献[34]曾进行了3D光纤激光切割机器人对热冲压成形门防撞杆的切割加工工艺的优化研究,在激光切割中通过引入摄影测量技术,得到了尚未切割的3D模型,从而推出了离线程序的创新方法,通过事先避免交界面干涉,选择合适的介入点,调整法向常数和合适的工艺参数,改进了切割质量和切割效率。
2.不同的加热技术
目前热冲压成形的加热方式主要有辊道式炉子加热,多层箱式炉加热。为了提高生产率,进行了直接通电加热和感应加热的研究[35]。结果表明,虽然通电加热可以提高加热效率,但是对不同形貌的构件要保证其温度均匀性,尚有难度;感应加热也需要考慮不同形状板坯加热的困难。就目前来讲,通电加热和感应加热的应用还受到限制,重庆新材料工程中心曾对镀锌板和铝硅镀层板进行了直接通电加热和感应加热试验,发现2种加热方式对镀层板的质量和镀层微裂纹产生都有明显的不良影响。因此关于这方面的技术尚需进一步探讨。
3.热冲压超高强度板的点焊技术
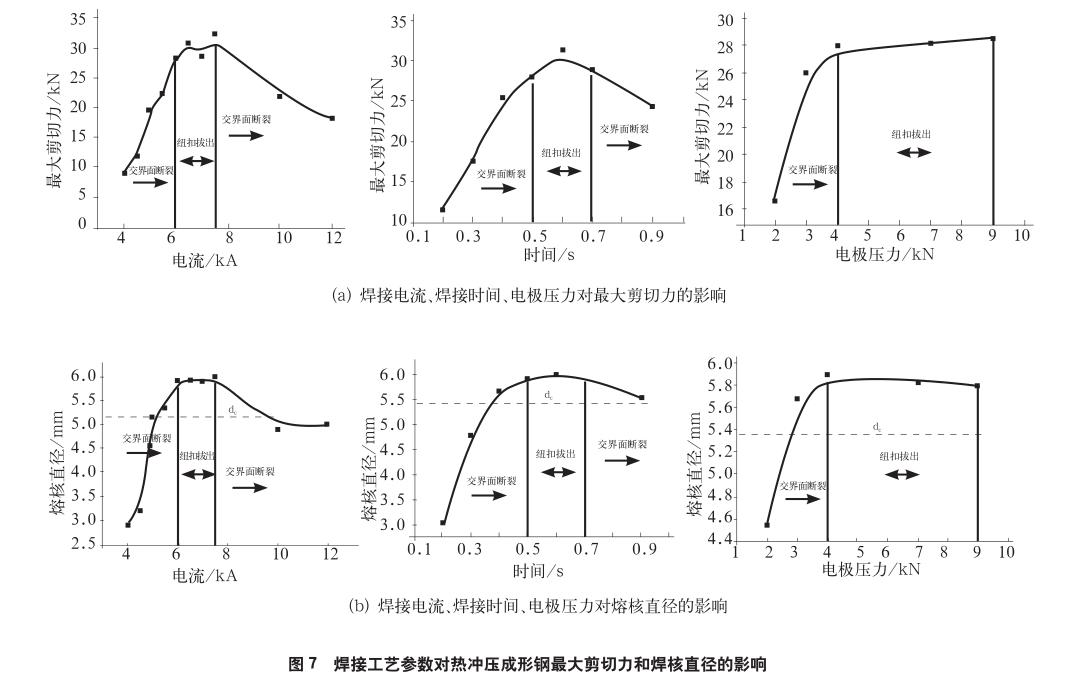
文献[36]对连接技术——电阻点焊进行了研究,所用试样为1 500MPa的热冲压成形钢,板厚是1.8mm,研究了焊接电流、焊接时间、电极压力对最大剪切力的影响以及对熔核直径的影响,有关试验结果见图7。目前正在探讨点焊冲击状态下的失效模式和焊核直径、板材厚度、冲击功之间的关系。
4.热冲压成形质量的检测和构件功能的检测
对热成形零件应进行力学性能、显微组织、尺寸精度、刚度及动态性能检测,文献[37]曾基于磁性巴克豪森噪声法(Magnetic Barkhausen Noise,MBN)开发了热冲压成形零件硬度的非破坏检测装置,为热冲压成形零件的质量快速检测提供了有前景的检测手段。热冲压成形零件多用于汽车的安全件,它又是轻量化的零件,因此必须进行刚度和碰撞吸能等方面的检测。
五、热冲压成形的模具设计和制造
热冲压成形模具设计和制造是热冲压成形的关键技术之一,和冷冲压模具不同,冷冲压模具只是冲压成形问题,而热冲压模具不仅要在热状态下进行成形,而且还要经过成形后的零件能够淬火使其成为超高强度的构件。在冲压成形过程中,模具应具有高的耐磨性、耐热性、热疲劳性能和高的导热性。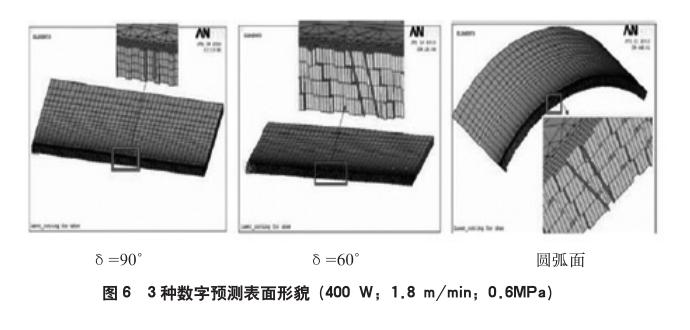
设计热冲压成形模具首先应进行模面设计,并根据零件形状和成形性模拟的要求,对模面进行修改和完善。由于冲压零件在高温状态,故模具材料要求高的耐热性。在冲压成形完成之后,零件应在模具中进行淬火,故为使模具具有强的冷却能力,以保证连续热冲压时温度不能升高,模具中应该通有水道冷却。水道的设计、加工都是难点。为保证水道的分布合理,必须对水道和冷却系统进行计算机模拟,以控制水的流速、水的流量、水的温度。模具的设计和制造涉及到材料学、金相学、传热学、流体力学等多学科知识的集成。
六、热冲压成形装备
热冲压成形从2000年以后开始在中国发展,这一技术在中国应用的伊始,其生产线的装备多半从国外引进。2010年以后,中国的高校如华中科技大学建立了自主的热冲压成形的试验线,该线采用箱式炉加热,机器人传递工件,电伺服压机作为热成形冲压设备,同时哈尔滨工业大学威海分校、东北大学与山东大王金泰集团有限公司合作建立了一条以辊道式炉子为加热装置,机械手传递工件,快速油压机做热冲压设备的小批试产线,进行了试运行。其压机、炉子以及工件传递的可靠性和匹配、寿命有待进一步的试验。大连理工大学和合肥锻压机床股份有限公司结合工业信息化部的04专项试制了高速液压机,并建立了一条热冲压生产线。该生产线采用旋转式加热炉,机器人上料,目前也在试验中。中国汽车工程研究院股份有限公司(简称“中汽院”)、华中科技大学和湖北永喆热冲压零部件有限公司,在引进线中采纳了多层箱式炉的加热方法,采用快速机械手传递工件,快速液压机进行热冲压;该线的加热炉由3个模块,每个模块7层加热炉组成,年生产量可达100万冲次以上,目前运行良好。
华中科技大学和中汽院等基于原来对压机和自动化的研发成果,和东莞豪斯特热冲压技术有限公司合作,新建了一条具有自主知识产权的热冲压成形生产线,该生产线具有高效节能、柔性智能的特点,并首次采用电伺服压机,具有良好的节能减排效果,动作的精度、准确性比液压机高。所采用的加热炉为多层箱式炉,其制造工艺水平和结构优于国外的先进水平;工件传递采用快速机械手,在多次进行计算机模拟和修改机械手结构的基础上,优化了设计,保证了工件传递的稳定性和准确性。这条生产线具有节能减排的特点,同时各种性能水平代表了目前热冲压成形的趋势和我国自主研发的生产设备的水平,具有占地面积小、投资小、性价比高的特点,有广阔的推广应用前景。文献[38]也报道了用机械伺服压机,改进热冲压成形时的生产率和能源消耗。
七、热冲压成形的应用
2008-2010年之间,国外大约有110条热冲压生产线,主要分布在美国、德国、日本、以及法国、西班牙、瑞典等国家。中国仅5条生产线,分别是长春本特勒(BENTLER)、上海昆山海斯坦普(GESTAMP),上海本特勒、上海嘉定卡斯马(COSMA)及上海宝钢集团公司热冲压零部件有限公司。热冲压生产线大多由瑞典APT公司及德国舒乐(Shuler)公司提供,2家公司几乎垄断了全球所有的热冲压成形生产线市场。随着热冲压成形技术的不断发展,国内热冲压生产线的数量也不断上升,主要分布在东北、华北和华东地区。除此之外西南、东南、华中等地区也有热成形生产线建设计划,2015年,中国将有超过40条热冲压成形生产线,主要分布在中国的东北、华北、华东、华中及东南等地。随着中国汽车工业对轻量化认识的深入,中国油耗和安全法规的提升,人们对轻量化的兴趣进一步提升,计划投资建设的热冲压成形生产线还有10余条。全世界热冲压成形生产线的总数已超过180条,欧洲2013年汽车产量将近1 000万辆,具有60条热冲压成形生产线,而中国2014年汽车产量为2 372万辆。以此推算,热冲压成形生产线还有很大的发展空间。
八、热冲压成形的认识和热点问题
1.关于热冲压成形的认识
在中国,对热冲压成形的认识有2种倾向。一种认为热冲压成形工艺很简单,就是把板材烧红,然后在模具中热冲压成形即可。正是基于这种认识,不少企业盲目上了一些简单或改造的生产线,无法满足热冲压成形严格的工艺要求,难以保证产品的质量和性能的一致性,这种局面需要改进。另一种认识是热冲压成形装备、材料、工艺、检测、评价等具有技术含量高、难度大,在目前条件下中国企业尚难以解决相关技术问题,因此相关装备和技术必须引进国外,盲目崇拜国外,导致多条生产线重复引进。由于生产线的引进价格较高,包括今后的维修、配件成本都很高,因此,生产成本偏高导致企业负担很重,难以拿出性价比高的热冲压成形零件使企业缺乏竞争能力,再加上国外的公司有意在配套的关系建立中以引进装备为条件,影响了热冲压成形设备的国产化和热冲压成形技术的发展。
以上2种认识都比较片面,需要深度讨论。应该说,热冲压成形技术、材料、装备、工艺在国外发展多年,有了较多的积累,综合技术和配套水平已确实处在较高水平,但这一技术绝非高不可攀。通过国内产学研联合攻关,我国在熱冲压成形相关的技术和装备中的有关问题是完全有能力解决的,只要组织好国内顶级团队,将国内高水平的设备制造厂家、自动化装备的厂家、模具生产厂家、以及从事材料开发和工艺技术研发的高校、科研单位,组织起来联合攻关,一定会开发出具有自主知识产权的节能减排、高性价比的热冲压成形的装备和相关技术,提高我国热冲压成形零部件的配套水平和竞争能力。东莞豪斯特的生产线,已经展示了这样一种趋势。
2.关于热冲压成形的热点问题
(1)热冲压成形的钢板材料
热冲压成形的钢板材料需要注意以下问题:加大工艺窗口,为工艺的实施和性能的稳定性创造条件;提高表面抗氧化性,在无氮气保护和无涂层的情况下使冲压成形零件的表面质量满足设定的要求;提高热冲压成形用钢材的性价比;在高强度下改善钢材的强韧性和零件的延迟断裂性能。
(2)热冲压成形的工艺技术
热冲压成形的工艺技术需要注意以下问题:提高热冲压过程中的生产率,在满足工艺要求的前提下,降低工件的保压时间;完善“一模多件”的模具设计和热冲压成形工艺;开展零件热切边的工艺技术,尽可能减少成形零件的激光加工量,降低工艺成本。
典型零件如门B柱等强度的柔性分布技术,包括钢种的设计、局部加热工艺、模具的冷却系统,激光拼焊板的应用;文献[39-42]也从材料、工艺技术、激光拼焊对定制强度或强度柔性分布的热冲压成形零件进行了不同角度的探讨,取得了一些进展。
此外,加热炉保护气氛的研究,开发抗氧化效果良好,价格更便宜的保护气氛;减少板坯出炉到模具上工件的氧化、温度降的工艺技术;零件加热方式的研究,需要提高生产率、稳定质量、降低能耗,包括研究直接通电加热,感应加热,箱式炉和辊道炉加热以及多种加热方式的复合。
(3)热冲压成形装备
热冲压成形装备主要围绕高性价比、节能环保、又能满足和稳定零部件功能的要求装备系统进行研发。
在压机方面,多油缸、多储能器液压机的改进,使其自动化水平提升,工作温度的适应性强,成本降低;另一个方向是研发大功率的电伺服压机,降低电伺服压机的成本,研发热冲压成形零件的冲压成形过程和保压过程的压机的工作曲线,为最合理的选择压机吨位提供参考和依据。
研究节能环保的加热模式和加热装置,为确定合理的加热方式,应研究加热方式对镀层板镀层微裂纹形成的影响,同时研究多层箱式炉、辊道炉及复合加热模式如感应加热和辊道炉的复合对板坯加热质量的影响,比较不同加热炉的能耗、炉子寿命、维修费用、造价、自动化水平等,全面评估不同加热装备的性价比,为用户选择提供强有力的支持。
模具的设计技术向着标准化、系列化方向发展,并建立热冲压成形模具的设计规范和热冲压成形模具设计、制造和使用维护的配件标准,开发新的热冲压成形模具用钢,提高导热性能、热疲劳性能和耐磨性,建立热冲压成形模具的维修规范,完善其工艺技术,提升热冲压成形模具的使用寿命,降低其开发周期和加工成本。
九、结语
汽车工业的发展,汽车产量和保有量的增多,在给人民带来方便的同时,也产生了能耗、安全和排放3大问题,汽车工业节能减排刻不容缓。轻量化是在保证汽车安全和相关功能不变的情况下,汽车自重的减轻,它是汽车节能减排最直接最有效的手段。
既轻量化又保证安全就必然导致高强度、超高强度钢的应用;高强度钢的应用产生了模具的磨损,工件的回弹、成形困难等诸多问题。热冲压成形就此应运而生。热冲压成形是获得高性能超高强度汽车安全件的一个有效的工艺技术,其核心技术包括先进的工艺装备(快速压机、节能的炉子、工件的快速运输及系统的总线控制);带冷却系统的模具制造技术;工艺窗口宽、工件强韧性匹配好的热冲压成形材料等。中国汽车工业的发展为热冲压成形提供了广阔的市场和应用背景,故热冲压成形近几年在中国快速发展,逐步形成了具有中国特色的热冲压成形材料、工模具、国产化的装备系统以及专有的制造技术,这些将会进一步促进热冲压成形技术在中国的发展和应用,为中国汽车工业和轻量化、安全技术的发展提供支撑。热冲压成形正围绕着进一步的节能环保、零件强度的柔性分布、热冲压模具的延寿、热冲压零件生产效率的提升和质量的稳定性、一致性以及高性价比的热冲压成形零件的制造以及随后应用的连接技术等方面进行发展。中国有关科研单位、高校、生产应用单位积极应对、瞄准国际先进水平进行相应的研发工作,也愿意同国内外同行共同合作,拓宽热冲压成形技术和装备在中国的发展和应用。
参考文献
[33] Liu Peixing,Zhang Yisheng,Liu Huiqiang,et al.Modeling for periodic striation and microstructure evolution in active gas melt laser cutting for phase hardened parts[J].The International Journal of Advanced Manufacturing Technology,2014,70:1421-1426.
[34] Liu Huiqiang,Zhang Yisheng,Liu Peixing.Process optimization of 3D optical fiber laser cutting robot for presshardening of UHSS[J].Advanced Materials Research,Switzerland:Trans Tech Publications,2013,753-755:2033-2036.
[35] Liang Weikang,Zhou Minglin,Liu Huiqiang,et al.Experimental study on conduction heating of ultra-high strength boronSteel[J].Advanced Materials Research,Switzerland:Trans Tech Publications,2014,898:185-188.
[36] Feng Yi,Ma Mingtu,Hua Fuan,et.al.Study on the resistance sport welding technology of 22MnMoB hot stamping quenched steel[J].Engineering,2014,12(5):45-53.
[37] Luo Xiaoyu,Zhang Yu,Wang Zijian,et.al.Non-destructive Testing Device for Hot Forming High Strength SteelParts Based on Barkhausen Noise[J].Mechanics,Materials.Switzerland:Trans Tech Publications,2013,423-426:2555-2558.
[38] Aitor Ormaetxea,Andoitz Aramburu,Itziar Belategi.Improved Productivity and Energy Consumption on Press Hardening by Means of Mechanicas Servo Press Technology[C]//edited by Mats Oldenburg,BrahamPrakash,Kurt Steinhoff.4th International Conference Proceedings of Hot sheet metal forming of high-performance steel,Lulea,2013:185-190.
[39] Rolfe B,Abdollahpoor A,Chen Xiangjun,et.al.Robustness of the Tailored hot Stamping Process[C].Advanced Materials Research,Switzerland:2014,1063:177-180.
[40] Stefan Golling,Rickard–stlund,Mats Oldenburg.Implementation of Homogenization Scheme for Hardening,Localization and Fracture of a Steel with Tailored Material Properties [C]//edited by Mats Oldenburg,BrahamPrakash,Kurt Steinhoff.4th International Conference Proceedings of Hot sheet metal forming of high-performance steel,Lulea,2013:75-82.
[41] Rogelio Perez-Santiago,Eren Billur,Agim Ademaj,et al.Hot Stamping a B-Pillar with Tailored Properties:Experiments and Preliminary Simulation Results [C]//edited by Mats Oldenburg,BrahamPrakash,Kurt Steinhoff.4th International Conference Proceedings of Hot sheet metal forming of high-performance steel,Lulea, 2013:83-90.
[42] Choi H S,Kim J H,Ko D C,et al.Development of Hot Stampted Rear Side Member with High Crash Performance Using Tailor Welded Blank[C]//edited by Mats Oldenburg,BrahamPrakash,Kurt Steinhoff.4th International Conference Proceedings of Hot sheet metal forming of high-performance steel,Lulea,2013:101-110.
