动力刀塔的设计制造及应用研究
2015-04-08孙彦旭
孙彦旭 白 迪 王 欣 刘 斌
(山东鲁南机床有限公司,山东 滕州 277500)
世界机床市场正朝着高速、复合、智能、环保方向发展。作为数控车削中心主要功能部件之一的动力刀塔,我国起步晚、生产厂家少、市场占有率低,一定程度上制约着机床厂家车削中心的发展。在世界机床制造和机械加工领域,复合加工技术正以其独特的魅力被逐渐认识并应用于实践中。动力刀塔和电主轴被誉为21 世纪数控机床发展方向,动力刀塔是车铣复合车削加工中心的关键功能部件,只有在数控车床上配有动力刀塔才能实现工件加工集约化,即一次装夹实现工件的车、铣、钻、攻、镗、铰等工序的加工。其优点一是明显提高了复杂工件的加工精度,减少了半成品周转时间和占地面积,缩短了整个工件加工的工艺流程;二是减少了不重要的繁琐的重复性手工操作,减轻了操作者的劳动强度和紧张程度,劳动条件得到了相应的改善。同时减少了效耗,是绿色机床制造的发展方向。
1 刀塔的结构和工作原理
如图1 所示为我公司自主研发设计制造的12 工位BMT65 动力刀塔结构图,其转位换刀流程是:当接到数控系统换刀指令后,首先内置伺服电动机(电主轴)旋转,通过螺旋伞齿轮副带动动力输出轴旋转并精确定向,等待指定的动力刀位;然后刀盘松开→刀盘旋转到指令要求的刀位→刀盘夹紧并发出转位结束信号给系统。该动力刀塔的夹紧与松开为液压系统控制,刀盘的转位与旋转刀具共用1 台内置电动机,其动力转换靠气缸控制的齿轮离合器完成,PLC 顺序控制来实现。
图1 中,电主轴的转子5 是加热收缩过盈装配在转子内套6 上的,待电动机转子组件冷却后,把转子内套6 内孔加工到图纸尺寸精度,整体装在一端带有花键的套筒7 上,通过锁紧锥套28 压配产生的摩擦力来实现扭矩的传递;转子内套6 材料为20CrMnTi,左端套壁较薄,有较好的弹性;锁紧锥套一端开有6 条均布的槽,通过锁紧锥套的弹性变形收缩使转子内套紧紧抱在套筒7 上,套筒与电动机转子就成为刚性一体。同样电动机定子外套2 加热后,热装在定子4 上,待冷却收缩后形成过盈装配,再加工定子外套外圆到图纸尺寸精度,与箱体1 内孔为小间隙配合。定子外套2左端用螺钉固定在箱体后端盖上,下面用螺钉与箱体固定在一起,两端都有O 型密封圈进行密封,定子外套内有环型密封油腔,用室温同调油冷机对其冷却。电动机的主轴就是转子5、内套6、套筒7 刚性组合体,电主轴的箱体1 就是电动机座,这样就构成了一种新型的电主轴系统。刀盘换位和旋转轴的动力均用此电主轴。在套筒7 后部安装有分辨率3600000脉冲/r、精度±4 s的齿盘分离式编码器30,实时监测电动机的运动状况,并把信息回传给控制器,以实现对电主轴旋转速度和位置角度精确控制。
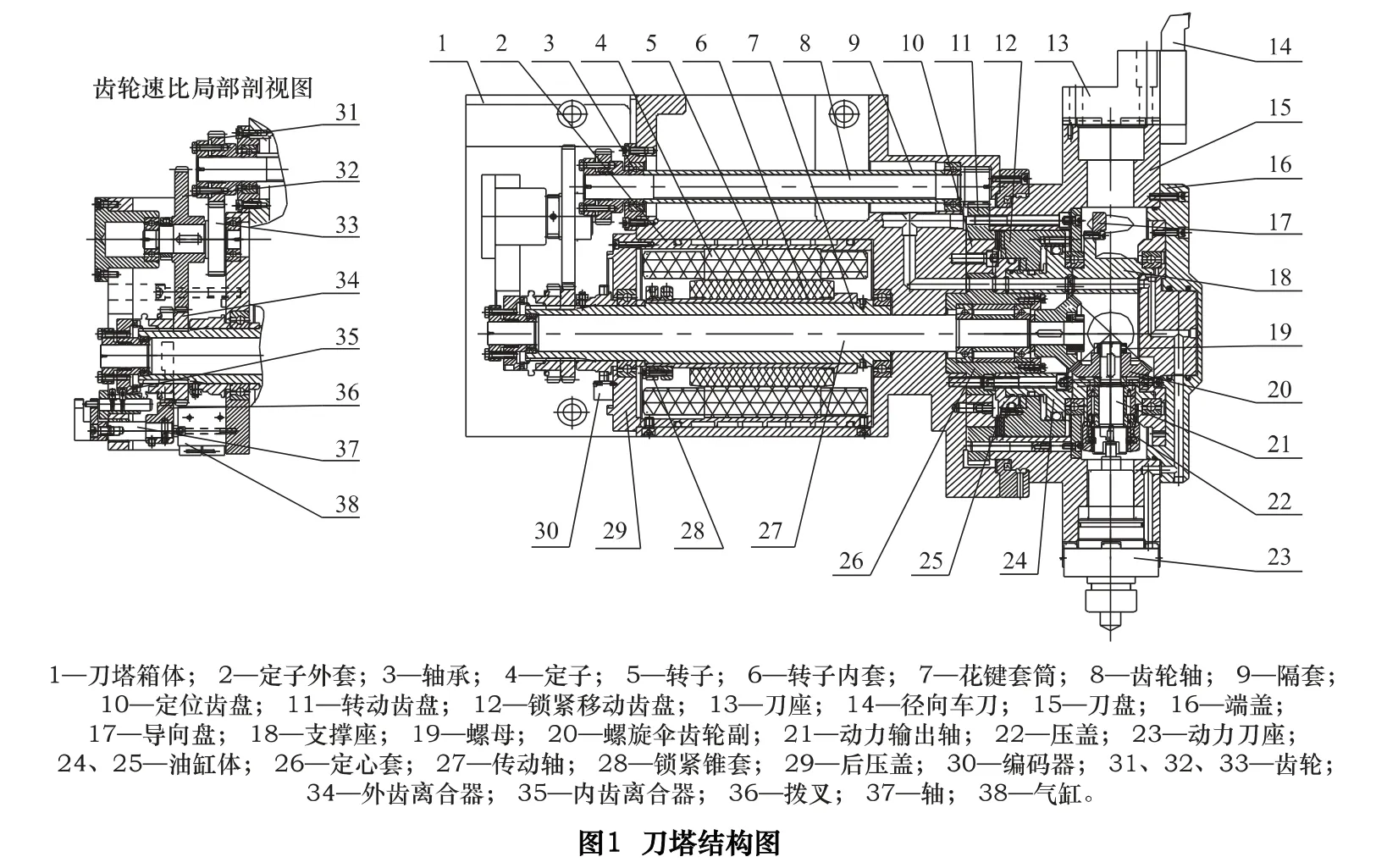
当刀盘15 需要转位换刀时,依据数控系统的指令,首先薄型气缸38 动作,带动拨叉36 推动齿轮外齿离合器34 左移,与内齿离合器35 结合。因外齿离合器34 与套筒7 为滑动花键连接,内齿离合器35 与传动轴27 用胀套固定连接,故伺服电动机转子6 旋转速度和位置角度通过套筒7、离合器34、35、传动轴27、螺旋伞齿轮副20 传到输出轴21,等待指定的动力刀位,同时通过高精度分离式编码器30 确保输出轴21扁尾槽与刀盘15 端面平行,避免刀盘转动时,与动力刀座联动动力轴扁尾干涉。然后液压站控制换向阀换向,油缸体24、25 左腔进油,推动鼠牙三齿盘(由锁紧移动齿盘12、定位齿盘10、转动齿盘11 组成)锁紧移动齿盘12 右移,使其与定位齿盘10 转动齿盘11 脱开,因转动齿盘11 与刀盘15 用螺钉刚性联固为一体,故刀盘15 松开(鼠牙三齿盘压紧和松开有接近开关检测,图中未画出)。同时薄型气缸38 右移,带动拨叉36 推动齿轮外齿离合器34 右移,与内齿离合器35脱开。伺服电动机转子6 旋转速度和位置角度通过套筒7、齿轮离合器34、齿轮31、32、33、齿轮轴8、转动齿盘11,带动刀盘15 转动到指定的刀位,液压站控制换向阀再换向,油缸体24、25 右腔进油,移动鼠齿盘12左移夹紧并精确定位。鼠牙三齿盘制造的定位精度±2″,重复定位精度±1″。
如刀位是普通刀具14,就可对工件直接进行加工;如是动力刀具还需薄型气缸38 动作,带动拨叉36推动齿轮外齿离合器34 左移,与内齿离合器35 结合。伺服电动机动力通过套筒7、离合器34、35、传动轴27、螺旋伞齿轮副20 到输出轴21,带动动力刀具23旋转,于是刀盘的整个转位换刀循环完成。刀盘的转位换刀精度靠伺服电动机的分离式编码器和鼠齿盘双层来保证。
2 刀塔的应用布局和特点
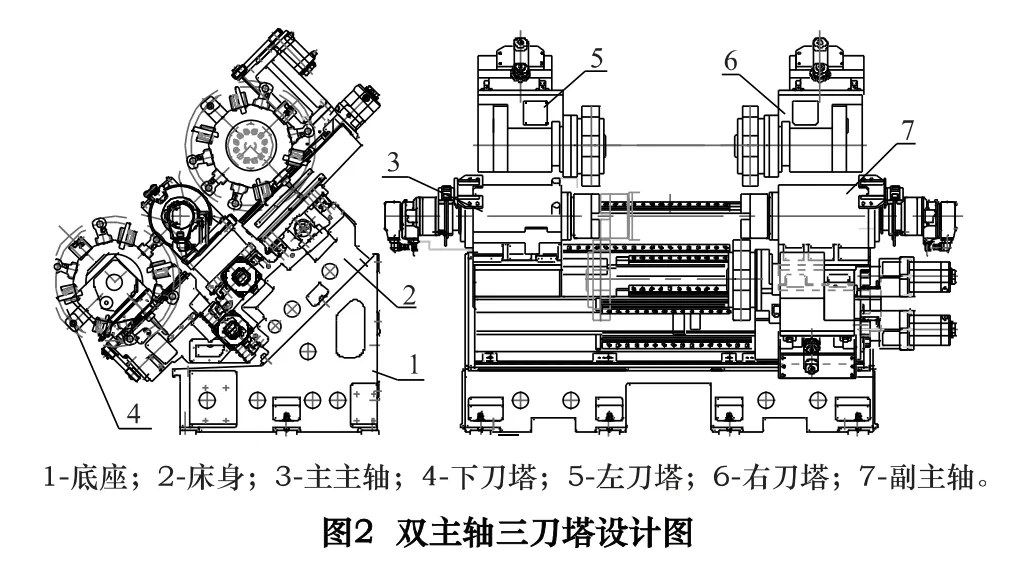
从研制开发动力刀塔始,就统筹考虑在机床上与主轴排列布局应用形式。如在斜床身上就有:单主轴单刀塔、双主轴双刀塔、双主轴三刀塔及其有无独立Y轴等12 种组合方式。图2 为双主轴三刀塔设计布局图,主主轴固定,副主轴可来回移动(独立可编程驱动轴),2 个上动力刀塔采用左右对称布局型式,独立的Y 轴结构,非合成轴,下动力刀塔配置在机床右下部,也可配Y 轴。
该刀塔的基本机型为星形式刀盘,刀座安装在刀盘的圆周上,刀位数为12 个工位,每工位都可标准配装BMT65 型刀座。星形式刀塔比盘式刀塔(刀座装在刀盘的轴面上)有如下优点:无论车刀座还是旋转刀座均安装在刀盘的圆周上,呈星形分布,刀具之间相隔比较远,干涉小,同等的刀盘直径,可加工工件的直径比盘式刀塔增大30%左右,适合完成副主轴上工件的背向加工。刀盘和刀座之间的接口为BMT 螺栓紧固方式,与传统VDI 接口相比,刚性强、转速高、扭矩大、重复定位精度高。根据结构和外形:动力刀座分为直柄、直角、直角后缩、其他特殊结构刀座。每个动力刀座能够快速精确地实现钻、攻丝、立铣、面铣、铰、磨等功能的转换,大大扩展了已有刀座的加工范围,同时也使得动力刀座“一座多能”。如图3 所示为刀塔刀座刀柄排列外观图。

3 模块化,系列化
动力刀塔设计的基本要求,一是刀盘刀位数是鼠牙三齿盘端齿数的公约数;二是确保刀盘刀位数与换刀齿轮速比一致。设计之初,考虑到刀塔在机床上的应用配置和制造成本,采用模块化设计方法,从刀塔功能结构和安装方式,整体统筹机械结构、电气、液压、气动以及电主轴冷却回路、每个刀位冷却液的液路等。以BMT65 刀塔为基型,划分为三大模块,一是刀塔箱体,二是箱体内部零件,三是内藏式电动机。如图4,有Y 轴、无Y 轴刀塔内部零件关系图,刀塔所有零件不变,只是改变刀塔内调整垫、支撑套、分液盘3 个零件的安装位置角度,就可以形成有Y 轴无Y 轴两种方式,安装在机床上使用。再如刀塔安装在机床上面,无Y 轴,无论左侧还是右侧,只需改变刀塔箱体(两箱体成镜像对称关系),而其他内部零件不变即可,生产制造装配调整方便。其余情况以此类推。
在刀塔系列化方面,一般常用刀盘刀位数有8 工位、10 工位、12 工位、16 工位。BMT 联接动力轴规格有BMT55、BMT65、BMT75、BMT85 等。统筹兼顾刀塔的可靠性和使用惯例,刀盘刀位数较多者,使用BMT联接动力轴规格较小的,即刀塔16 刀位,使用动力轴BMT55 的刀座,反之亦然。刀塔在机床上无论怎么安装变换,箱体只有2 种。换刀齿轮速比为3 级6 对齿轮,对不同的刀位数,只需改变图1 中34 号与32 号齿轮(保持中心距不变)齿数模数即可,其余2 组齿轮齿数模数始终不变。例如刀塔为12 工位,配动力轴BMT65 刀座,鼠牙三齿盘端齿数24 齿,换刀齿轮速比为40/60×30/30×14/112=1/12;16 工位刀塔换刀齿轮速比为33/66×30/30×14/112=1/16;8 工位刀塔换刀齿轮速比为50/50×30/30×14/112=1/8;10 工位刀塔换刀齿轮速比44/55×30/30×14/112=1/10。动力刀具速比为1:1。不同的刀盘,配不同的刀位数和不同的BMT 动力刀座,以及相应的换刀速比齿轮,与鼠牙三齿盘端齿数的规格参数见表1。表中编号为图1 中零件的号码。

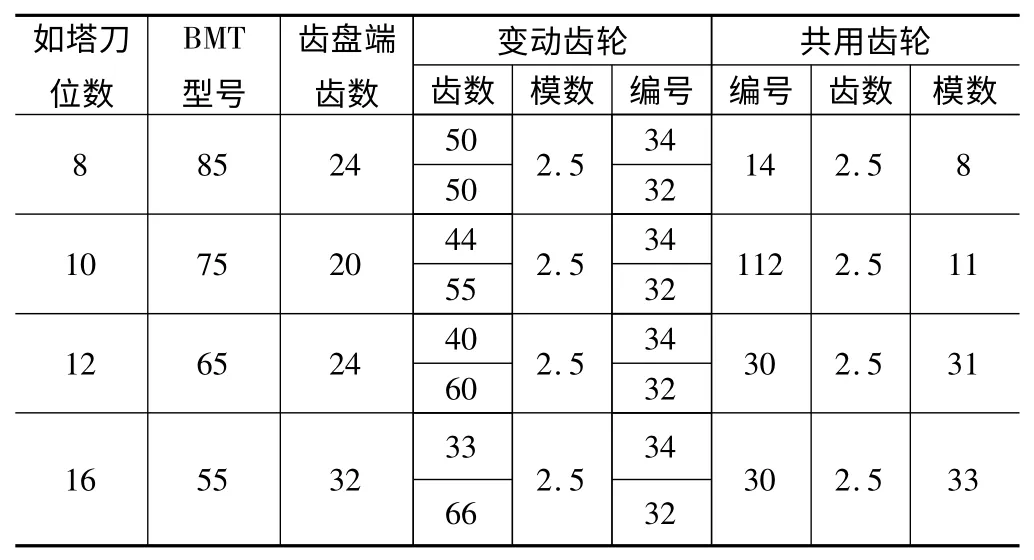
表1 规格参数表
4 结语
介绍了动力刀塔产品结构模块化、系列化的设计方法,为相关同仁研究和厂家生产配套应用提供参考。该产品部分主要技术指标优于国际同类产品,邻刀换刀时间0.35 s,定位精度15 s,具有极大的性价比优势,完全可以替代国外进口,填补了国内空白。2010年11 月被国家知识产权局授于发明专利(专利号200910017805.6)。该动力刀塔的批量生产,满足了高档数控车床功能部件国产化的要求,进而提高了国产车削中心及相关装备的整体制造水平,推动了国产数控刀塔功能部件的发展和提高。
