热轧树脂锚杆钢筋尺寸波动分析及改进措施
2015-03-10匡祖国
秦 伟 匡祖国
(安阳钢铁股份有限公司)
热轧树脂锚杆钢筋尺寸波动分析及改进措施
秦 伟 匡祖国
(安阳钢铁股份有限公司)
针对安钢300半连轧机组生产热轧树脂锚杆钢筋外形尺寸出现持续波动现象,从加热温度、工艺参数设置、成品导卫装置、工艺基础条件等方面进行了系统分析,并提出了相应改进措施,最终取得明显效果。该产品无论从外形尺寸精度,还是钢筋平直度均得到了较大提高,同时锚杆钢筋实际成材率也由改进前95%提高到97% 。
锚杆钢筋 尺寸波动 改进措施
0 现状
近年来,随着煤炭、矿山工业的发展及安全管理的不断加强,迫切需要价格低、质量好、安全性能可靠的井下支护材料,热轧树脂锚杆钢筋的需求量越来越大。由于该锚杆钢筋表面无纵肋但带有沿长度方向均匀分布的横肋,钢筋相对两面上横肋的方向一致,且相错有一定距离。钢筋横肋外形为月牙横肋,即:其外形兼有热轧带肋钢筋及热轧圆钢的特点,既要求有一定高度的横肋、横肋间距、横肋与轴线夹角及横肋斜角,又要求无纵肋,且保证不圆度小于0.4 mm。因此,生产难度大。
从2008年起安钢就开始对该锚杆钢筋进行产品开发和生产工艺研究,在锚杆钢筋生产上积累了一定经验。但随着钢铁行业竞争的加剧,用户对产品质量要求也更加苛刻。
安钢第一轧钢厂300机组是一条半连续轧制生产线,机组工艺布置形式为:1×Φ500/7×Φ400/3×Φ320,其中1×Φ500为胶木瓦轧机,7×Φ400为连轧,3×Φ320轧机为横列式布置,用围盘相互连接,在锚杆钢筋生产过程中尺寸波动大,特别是两旁尺寸。例如:在生产规格为Φ20 mmMG335锚杆钢筋时,与用户的技术协议中要求锚杆钢筋内径尺寸为20.1 mm ~20.5 mm,但实际生产中可能出现钢筋中间段小于20 mm,而头尾段大于21 mm,超出了要求的尺寸偏差范围,造成机组成材率低,成本高,因此控制锚杆钢筋的尺寸稳定是急需解决的关键问题。
1 尺寸波动分析
轧钢过程是一个复杂的动态过程,钢筋的尺寸波动受多种因素共同影响,我们从以下几个方面进行了研究分析。
1.1 加热温度影响
轧制过程中,特别是轧制尺寸公差要求范围小的锚杆钢时,加热温度的波动导致轧件的延伸系数不同,因此在相同的轧制力下,轧件的压下量不同,从而影响轧件尺寸的精度。比如成品尺寸就会由于温度的不同,从而造成0.1 mm到0.2 mm的波动。同时由于终轧温度的升高,氧化铁皮的生成,使摩擦系数升高,从而宽展增大,而高温阶段由于氧化铁皮开始溶化起润滑作用,使摩擦系数降低,从而使宽展降低[1]。所以开轧温度也必须控制在适当范围内,否则会造成成品两侧的尺寸小于标准要求,造成废品钢筋的产生。安钢300机组加热炉为三段连续推钢式加热炉,加热能力70 t/h,加热制度控制不正确,容易造成黑水印钢或是表面温度高而中心温度低的黑心钢,所以在轧制锚杆钢筋过程中,控制成品尺寸稳定首先需要控制加热温度均匀。
1.2 工艺参数设置的影响
连轧过程中,存在张力轧制,张力的存在会明显的对轧件尺寸产生影响。张力是连轧过程中秒流量差造成的,张力过大造成拉钢轧制。拉钢轧制的弊端就是轧件头、中、尾尺寸不均匀[1]。锚杆钢筋尺寸公差要求范围比同规格的混凝土用热轧带肋钢筋小,拉钢轧制使得轧件出现头尾肥大,中间小,轧制出的成品锚杆钢筋的内径尺寸超出技术要求的公差范围。所以连轧工艺参数的设置,特别是连轧常数要随生产过程不断的修正和调整,避免参数设置的不合理,造成张力过大的拉钢轧制情况的发生,影响轧件的尺寸稳定。
1.3 成品导卫装置的影响
导卫装置是型钢轧机中不可缺少的重要部件,为了使轧件按照规定的位置、方向和所需要的状态准确地进出孔型,如果导卫装置的设计或使用不当,也不能轧出合格的产品[2]。成品架次的导卫对于轧制出合格的成品钢作用尤为重要,成品架次的导卫特别是入口导卫的稳固性、抗变形能力大小,决定了轧件在轧制过程中的稳定性,若入口导卫变形严重,就不能很好的扶持轧件在轧槽中稳定运行,成品尺寸就会出现波动,严重的甚至会出现工艺事故或质量事故。
1.4 工艺基础条件的影响
工艺基础条件的稳定是轧钢过程稳定的根本,是保障产品质量稳定的重要条件。如轧辊装配质量不高,轧辊在轧制过程中的窜动,会导致成品钢筋两旁的尺寸波动,轧辊窜动的程度直接影响成品钢两旁尺寸的波动大小。另外轧机底座与轧机牌坊之间间隙过大,轧制过程中,轧机会随着轧件移动,破坏了连轧之间的张力轧制条件,使得机架之间的秒流量处于不稳定状态,成品钢筋尺寸波动加剧,产品质量受到影响。
2 改进措施
2.1 控制加热温度
为确保温度均匀,加热炉加热时要求炉温控制在上限,均热段温度不低于上限温度80 ℃,加热段温度不低于上限温度100 ℃,低于所要求温度时及时待温,以保证加热质量稳定。制定的锚杆钢加热温度标准要求见表1。

表1 MG335锚杆钢加热温度标准
2.2 合理设置工艺参数
控制轧制速度,同时合理调整连轧各机架的压下量,使当前机架的金属秒流量大于后续机架的金属秒流量,形成推力轧制状态,同时在300机组6-7#轧机之间,新安装立式活套装置,便于调节连轧常数的参数,减少轧件头尾肥中间瘦的现象。改进前后连轧区工艺参数设置对比见表2。
2.3 优化成品入口导卫
根据现场使用的导卫情况重新设计成品入口导卫箱体,提高强度,延长使用寿命,保证轧件扶正效果,避免导卫变形造成质量问题。入口导卫改进前后对比如图1所示。

表2 连轧工艺参数设置对比
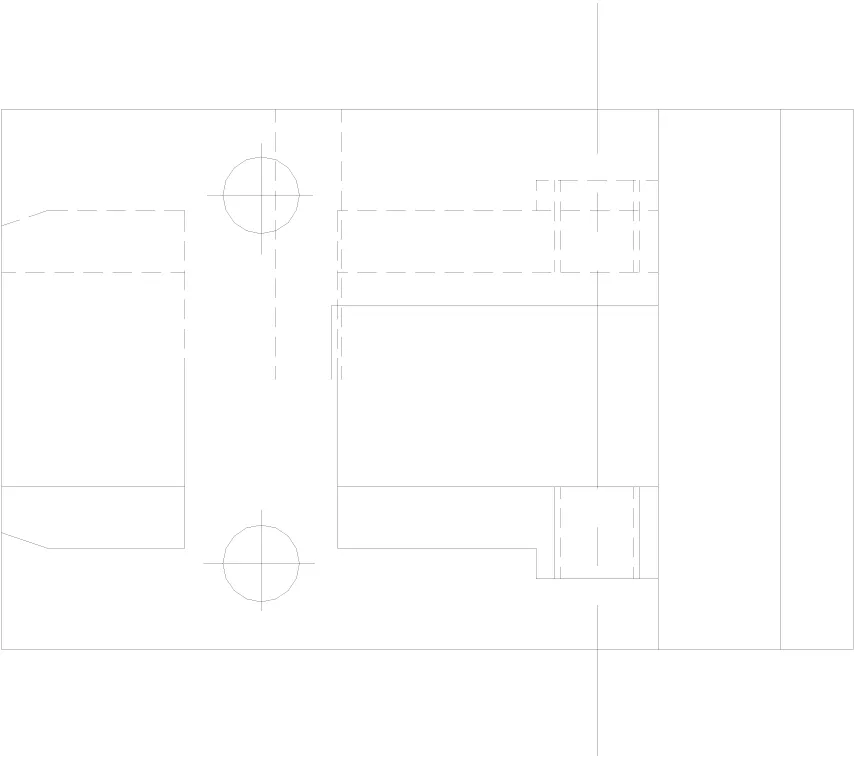
(a) 改进前
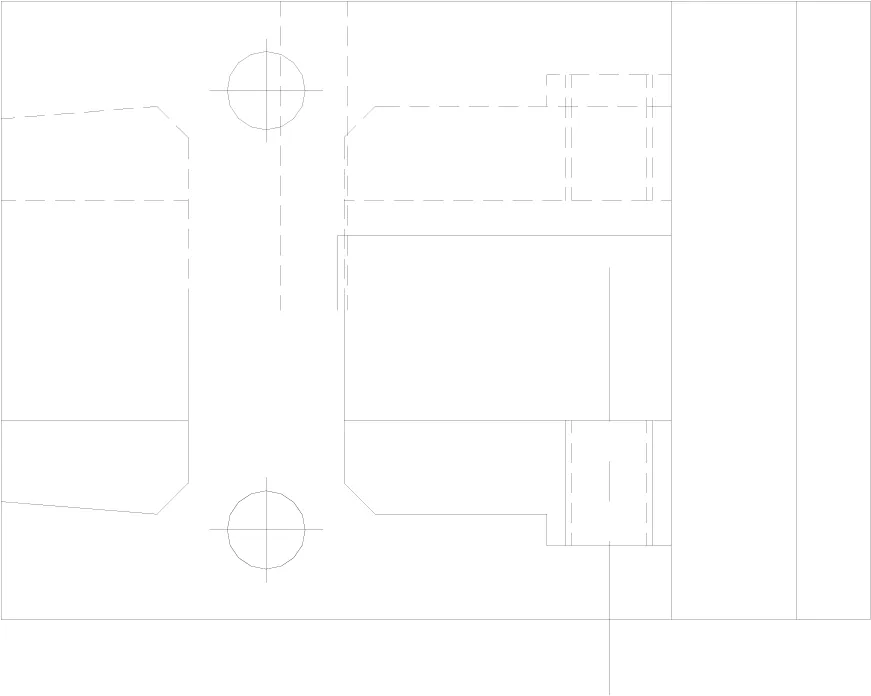
(b) 改进后
图1 成品导卫改进前后对比图
2.4 改善工艺基础条件
300机组设备使用时间长,工艺基础条件差,基础工艺件之间磨损严重,为此车间制定了修复标准,利用检修时间,对轧机牌坊、底座等进行修复,减少轧机牌坊与底座之间关键磨损面的间隙,确保间隙不大于5 mm,同时对上线前的轧辊辊头进行紧固,防止轧辊窜动,提高轧制过程稳定性。
3 改进效果
措施实施以后,锚杆钢筋的成品质量稳定性得到提高,成品钢筋的尺寸,包括两旁及上下尺寸稳定控制在标准要求的范围内,300机组锚杆钢筋成材率由原来95%提高到97%,生产稳定顺行,生产成本随之降低,用户对产品的满意度比改进前有大幅提高,质量异议及赔款到目前为零,成为公司重要的创效品种之一。
4 结论
锚杆用热轧带肋钢筋的尺寸精度要求较高,通过对生产过程的精益控制,合理控制加热温度、正确设置工艺参数、提高工艺基础条件的保障能力,同时对影响产品质量的关键环节进行重点监督,即使在工艺条件相对比较落后的机组也可以轧制出标准要求较高的锚杆钢筋产品,在同类型机组中具有借鉴意义。
[1] 王廷溥, 齐克敏. 《金属塑性加工学》[M].北京:冶金工业出版社.2000:29-30,48.
[2] 刘文, 王兴珍. 《轧钢生产基础知识问答》[M]. 北京:冶金工业出版社.2012:333-334.
《河南冶金》来稿须知
《河南冶金》杂志传播冶金行业科学发展理念,提供学术交流平台,报道对国内外焦化、烧结、炼铁、炼钢、轧钢及其它相关专业的综述评论、试验研究、问题探讨、技术创新、新工艺、新设备、新技术应用,或有关学术动态、冶金技术信息及冶金行业的科技成果和管理经验等。《河南冶金》杂志热忱欢迎省内外大专院校、科研院所、冶金行业的专家学者、科研工作者、工程技术人员向本刊惠寄稿件。现将投稿要求及稿件处理事宜告知如下。
1. 论文应内容真实、立论新颖,主题明确,论据充分,数据可靠,条理清楚,用语简洁准确。 应包括:题名、作者署名及工作单位全称、摘要、关键词、正文和参考文献。其中题名、作者署名及工作单位全称、摘要、关键词部分需要翻译成英文。
2. 论文篇幅3000~8000字(包括图表、摘要、参考文献等)为宜;题目应文题相符,一般不超过20个字,必要时可加副题;摘要以100~300字为宜;关键词以3~8个为宜。
3. 在文稿首页下方,注明联系人:姓名、学位、职称、职务,所在省市、邮编、工作单位、收稿日期。基金项目应在文章首页地脚以“基金项目:”作为标识,注明基金项目名称,并在圆括号内注明其项目编号。基金项目的标注应置于联系人信息上方。国家及省部级科研基金项目产生的论文优先发表。
4. 文献著录应严格执行GB/T 7714—2005标准。引文务必准确,采用顺序编码制在引文右上角处标注,用阿拉伯数字连续编码,序号外加方括号,文后参考文献须与引文编码相对应。同一文献作者不超过3人,全部著录,超过3人,可以只著录前3人,后依文种加表示“,等”的文字。
5. 文稿中标题应不超过4级。标题层次为:1级标题——1;2级标题——1.1;3级标题——1.1.1;4级标题——1.1.1.1。标题编号左起顶格书写,编号后空一字位置书写标题。 文中图表要精选,应有图序、图题、图解和表序、表题。图幅应大小适中,通栏小于16cm、单栏小于8 cm。要求插图内容写实,表达规范,线条清晰、均匀、光滑、层次分明,标注明确,数据要与文中叙述一致,图片请提供JPG或BMP格式。表格要求表达简洁,一般采用三线(竖排)表,项目栏目由量的名称、符号和单位组成。
6. 文稿中计量单位一律采用国家法定计量单位,必须严格遵守GB3100~3102—93《量与单位》标准。公式应在顶格处进行编码。数学式、数学函数、数学符号要分清大小写、正斜体、上下角标。化学反应式和化学符号除要分清大小写,上下角标之外,还要注意化学键、反应符号、反应条件的规范书写,以及化学反应方程式前后的分子、原子、电子配平。
7. 作者可发送电子版文稿至电子邮箱(hnyj3121484@163.com)进行投稿,或直接到《河南冶金》编辑部投稿。邮寄稿件用A4纸打印,电子版使用WORD排版。来稿如有一稿多投或剽窃抄袭行为,一切后果由作者本人承担。涉及单位技术成果、专利、保密资料的稿件,请加盖单位公章。
8. 稿件6个月内未见处理意见或未予刊登,作者可自行处理,一般不予退稿,请作者自留底稿。本刊对拟发表的稿件将酌情修改、删节,凡不同意对其稿件进行修改者,请事先声明。
9. 本刊已加入多种检索系统及网络服务,作者如不同意加入此项服务,请在来稿中注明,本刊将做适当处理。
10. 来稿请附作者简介(性别、年龄、民族、籍贯、最高学历学位、技术职称、毕业院校与专业、现从事专业或研究方向)、通信地址、联系电话、邮编、E-mail等。稿件刊登后,给第一作者寄送当期杂志1册。
ANALYSIS AND IMPROVEMENT OF HOT ROLLED RESIN ANCHOR STEEL BARS SIZE FLUCTUATION
Qin Wei Kuang Zuguo
(Anyang Iron and Steel Stock Co.,Ltd)
In view of continuous dimensional fluctuation of the hot rolled resin anchor steel bars during the production in 300 semicontinuous rolling mill of Anyang Steel, corresponding improvement measures are put forward based on the analysis of heating temperature, process parameter setting, product guide device and process condition, so that significant results is achieved. The products from both the dimension precision or reinforced flatness have been greatly improved, and steel anchor actual yield also increased from 95% to 97%.
anchor steel dimensional fluctuation corresponding improvement measures
�,助理工程师,河南.安阳(455004),安阳钢铁股份有限公司第一轧钢厂;
2015-8-22
