粉煤给料罐内件相贯锥体制作与组装
2015-03-03李雷,于辉,周玲
李 雷,于 辉,周 玲
(大连金州重型机器集团有限公司,辽宁 大连 116000)
经验交流
粉煤给料罐内件相贯锥体制作与组装
李雷,于辉,周玲
(大连金州重型机器集团有限公司,辽宁 大连116000)
摘要:多锥相贯结构成型工艺复杂,锥锥相贯线,锥筒相贯线配合公差不易满足,单锥壁薄成型不易控制。结合实际生产,详细介绍相贯锥体的制作,特别强调样板制作、下料、压型、组装等工艺注意事项,为相贯锥体的制作提供一套全面实用的参考工艺。
关键词:相贯锥体;下料;压型;组装
0引言
煤气化技术是清洁利用煤炭资源的重要途径。粉煤在给料罐中加压,经给料罐下部4个底锥通过煤线向气化炉内输送粉煤,从而制取所需气体。多锥相贯结构在煤气化技术中应用广泛,起物料收集和再分配作用。
为某煤炭间接液化项目生产的粉煤给料罐,设备筒体内4个内锥与设备筒体相贯,锥锥之间相贯,相贯内锥壁薄,配合公差要求严格,相贯形状不易制作,制造综合难度大。故根据多年制造经验制定了切实有效的工艺方案,对多道工序进行反复研究和创新,最终解决了多个制造难题,成功保证相贯锥配合,且各项技术指标均满足设计文件要求。
1设计参数及主要制造允差要求
1.1 设计参数及结构
该设备设计参数见表1,设备简图见图1,内锥结构见图2。

表1 粉煤给料罐设计参数
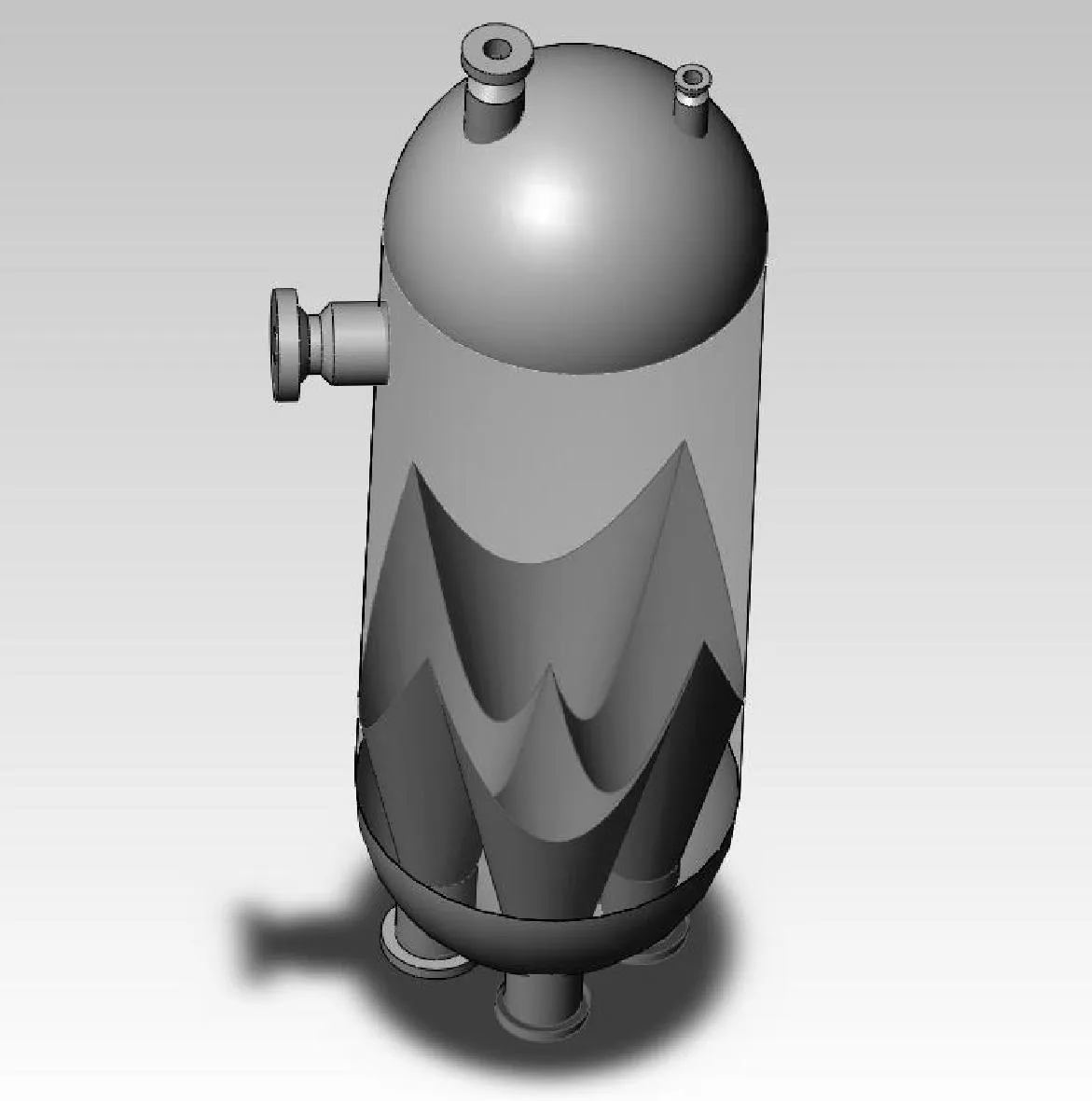
图1 设备三维模型
1.2 主要制造公差
设备壳体内径允差为±7.5 mm,筒体直线度允差为±18 mm,单个相贯锥体大口内径允差±3 mm;小口内径允差-2 mm,锥角允差为±1°。
2制作与组装
根据实际运输及现场施工情况,可酌情制定制作与组装生产工序。采用厂内预组装,用户现场与设备本体组焊的方式,厂内预制工装筒体公差按设备筒体公差执行。
2.1 下料
2.1.1将锥体展开到平面
首先按中径将单个锥体展开到平面上,锥体按整锥考虑,锥角30°,将锥体均匀等分40份,以覆盖特殊点a,b,c,d,e为宜,等分份数越多、所得展开好后平面边缘曲线越圆滑。
L=r/sin15°
式中L——母线长,mm
r——相贯点到圆心O之间的垂直距离,mm
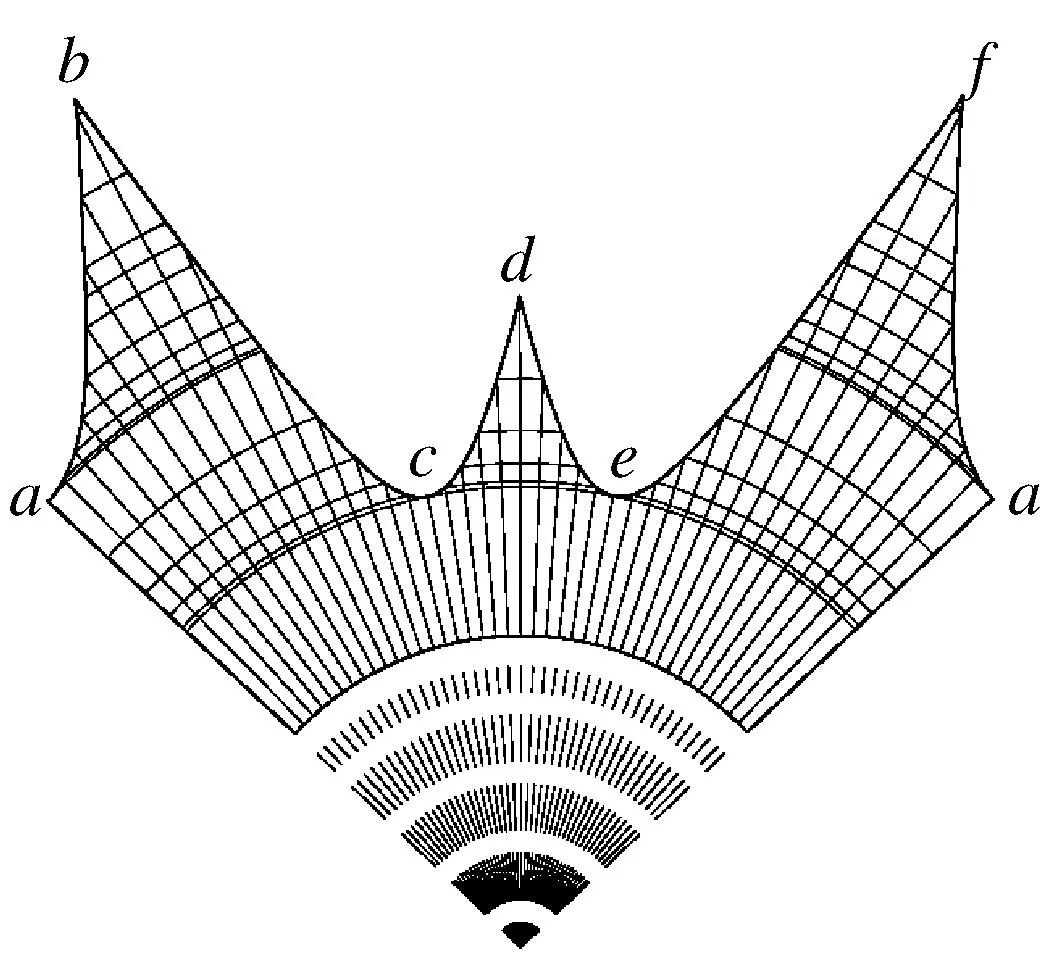
依次将各线点展开到平面上,单个相贯锥体展开后图形如图3所示。
(a)

(b)
a点—锥体与筒体相贯最低点;b点—锥体与筒体相贯最高点;c点—锥锥之间相贯最低点;d点—锥锥之间相贯最高点。
单锥展开后最长母线L=5306 mm,鉴于油压机压型能力和焊接焊缝长度板材利用率等综合因素,锥体分3段制作,第Ⅰ段分3片,第Ⅱ段分3片,第Ⅲ段单片制作,锥体分段形式如图2所示。
2.1.2按展开尺寸1∶1制作样板
(1)一次下料样板。
三段锥体(Ⅰ,Ⅱ,Ⅲ)均按整圆锥考虑,第Ⅰ,Ⅱ段分别制作1块一次下料样板,制作整锥,第Ⅲ段做1块一次下料样板制作单片即可。
(2)二次下料样板。
第Ⅰ段不需要二次气割下料,不需要制作二次下料样板,一次气割下料后用刨边机加工锥体纵缝坡口;制作第Ⅱ段二次下料样板时需注意采用不对称结构,以避免组对后4个锥体的纵向焊缝相互交叉,影响焊缝性能,第Ⅱ段锥体需制作3个二次下料样板,1个中间偏心大样板和左右2个小样板,一次下料气割后只加工单片锥体纵缝坡口;第Ⅲ段分左右两部分各制作1个二次下料样板。
2.1.3划线
(1)一次划线。
一次划线又为单锥体划线,目的为制作整锥,样板大径小径交替排布节省材料,按样板划线;划线后在分块上做好材料标志;按线气割,锥体纵缝留有刨边余量,以便加工坡口。
(2)二次划线。
锥体单瓣片一次下料气割好后,将放样制作的二次下料样板放置于瓣片上,边缘留量充足后划线,划线时样板贴紧瓣片。
二次划线应在油压工序之前,即锥体瓣片钢板处于按中径层展开到平面的状态,碳钢材料划线后用冲钉打好标记。二次划线及二次下料样板见图4。

(a)(b)
图4二次划线及二次下料样板
2.2 压制
采用点压成型,按中心线两侧对称均分锥体瓣片,根据毛坯尺寸分大、小头,用石笔划上等分素线,大头的等分线间距离一般应小于4δ(δ为锥体壁厚),且不大于150 mm,本锥体壁厚16 mm,第Ⅰ段等分16份,第Ⅱ段等分32份,第Ⅲ段等分16份。油压成型后对锥片形状进行检查:
(1)样板检查:用直径与大小口内径相同且弦长大于锥片弦长的两个样板分别检测锥体上下口,样板与锥片之间的间隙不得大于2 mm,锥体素线直线度公差控制在2 mm以内。
(2)卷尺检查:弦长长度方向允差不大于±2.5 mm;宽度方向弦长允差不大于±2 mm;对角线弦长允差不大于±3 mm;两条对角线应在同一平面上,对角线平面垂直距离允差不大于±5 mm,压型及样板检测见图5。

图5 压型及样板检测
2.3 组焊
按要求分别组对第Ⅰ段、第Ⅱ段。为防止变形,锥体纵缝采用双侧对称焊,焊接顺序为①②③,如图6所示。
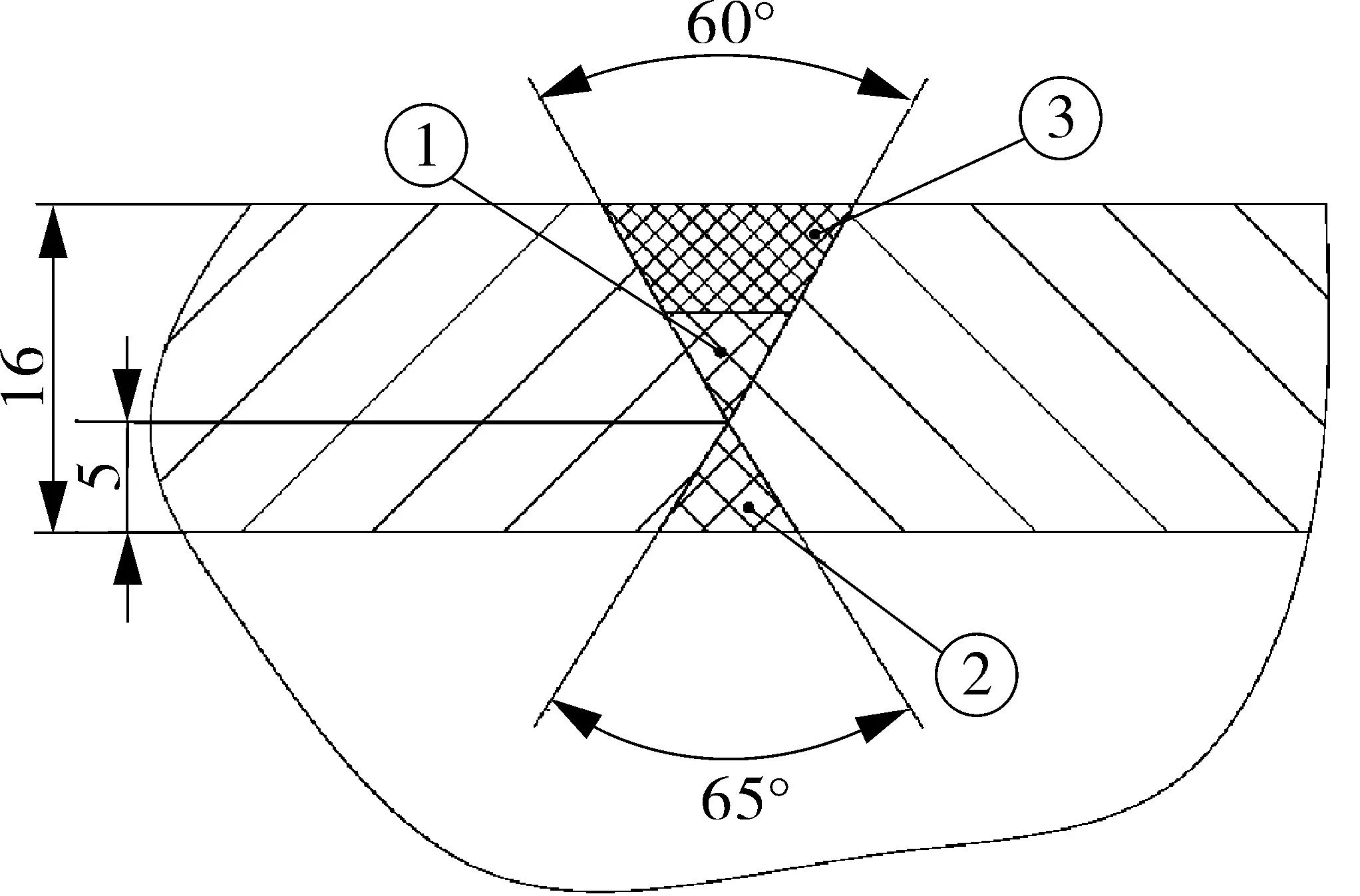
图6 锥体焊接坡口
焊后用样板检测,将锥体纵缝打磨光滑且与母材齐平,防止使用过程中物料堆积,组焊好后,先对表面及尺寸进行检查,检查合格后对焊缝及周围热影响区范围内100%MT检测,按JB/T 4730.4—2005《承压设备无损检测 第4部分 磁粉检测》Ⅰ级合格,排出气孔、夹渣、裂纹等对危害性较大缺陷。
2.4 二次气割
二次气割针对第Ⅱ段整锥及第Ⅲ段瓣片,沿之前二次划线的标记线进行气割,气割时留有研磨量,以便打磨坡口和组对时调整间隙,气割后清除氧化皮及熔渣,用砂轮打磨坡口形状且使气割后的坡口表面露出金属光泽,坡口制作好后对其表面进行100%PT检测,按JB/T 4730.5—2005《承压设备无损检测 第5部分 渗透检测》Ⅰ级合格。二次气割下料见图7。

图7 气割示意
2.5 预组装
按1∶1制作工装筒体,其内径φ4500 mm,工装筒体上端到平台之间距离大于锥体第Ⅱ节与第Ⅲ节总高3587 mm ,工装筒体底部设置4个圆柱形支腿以方便操作人员操作。预组装前确保工装筒体中心线竖直向下。在工装筒体上按相贯锥体最低点号4条下心线,在水平操作平台上号出第2段锥体圆周点,以便吊装时依次调整4个内锥位置,由于第Ⅰ段锥体为规则的单锥体,未进行二次气割单锥成型,不影响整体预组装,同时为方便操作人员操作,第Ⅰ段相贯锥体不参与预组装。定位基准划好后,依次将4个第Ⅱ段锥体放入工装筒体内,相贯锥体最低点与下心线重合;小径圆与平台上预划圆重合,依次吊入余下3个筒节;第Ⅱ段组对好后吊入第Ⅲ段相贯锥体瓣片,所有预组装采用点焊,拆除后点焊焊角打磨去除,点焊位置及附近热影响区附近100%PT检测,按JB/T 4730.5—2005Ⅰ级合格。相贯锥体之间及相贯锥体与筒体之间的最大间隙不大于5 mm,严格控制单个相贯锥体形状。预组装如图8所示。

图8 预组装示意
2.6 后处理
预组对后相贯锥体如需研磨则做好标记,研磨好,待与设备筒体组对后,对内表面进行抛光处理,相贯锥体之间以及相贯锥体与设备筒体之间焊缝需打磨光滑,发货时做好对单节相贯锥体的保护工作。至此相贯锥体的制作及预组装完毕。
3结语
该粉煤给料罐内锥经用户现场组焊、检查测量,各相贯锥体之间配合严密,形状及尺寸完全满足设计图纸中要求,表明本套针对粉煤给料罐内锥体制作工艺是切实有用的,为以后压力容器中相类似结构的制作组装提供借鉴和参考经验。
参考文献:
[1]GB 150—2011,压力容器[S].
[2]TSG R0004—2009,固定式压力容器安全技术监察规程[S].
[3]GB/T 1804—2000,一般公差 未注公差的线性和角度尺寸的公差[S].
[4]JB/T 4730—2005,承压设备无损检测[S].
[5]GB 12337—2010,钢制球形储罐[S].
[6]陆博福.折边锥形缩口封头成形工艺及模具设计[J].压力容器,1990,7(3):75-76.
[7]化工设备设计全书编辑委员会.球形容器设计 [M].上海:上海科技出版社,1987.
[8]刘奕忠.无折边球形封头冲压成形工艺的改进[J].压力容器,1989,6(5):82-83.
[9]李硕本.冲压工艺学[M].北京:机械工业出版社,1982.
[10]张士宏,王仲仁,汪涛.十四面球形容器的整体液压成形[J].压力容器,1990,7(2):25-26.
[11]兰州石油化工机器厂.石油化工设备的封头制造工艺[J]. 化工炼油机械通讯,1973(3):1-30.
[12]裴峰,王玍,刘福华.大型厚壁锥体成形和端部削薄技术[J].压力容器,2002,19(5):22-23.
欢迎订阅2016年度《流体机械》杂志
(邮发代号:26-129)
《流体机械》杂志是经国家新闻出版署批准的中央级技术刊物,中国机械与仪表类工业中文核心期刊,国内外公开发行,月刊,大16开88页,每期定价8.00元,全年定价96元。邮局征订代号26-129。
主办单位:中国机械工程学会
承办单位:中国机械工程学会流体工程分会、中国制冷学会第二专业委员会、合肥通用机械研究院
报道范围:压缩机、风机、泵、阀门与管道、分离机械、流体密封、喷射设备、制冷机械(包括空调、冰箱)。
栏目设置:试验研究、设计计算、产品开发、制造工艺、故障分析、运行监测、技术综述、经验交流、信息报道等。
读者对象:从事流体机械与化工通用机械工作的工程技术人员、大专院校师生以及生产使用单位的高级技工。
逾期订阅请向安徽省合肥市长江西路888号合肥通用机械研究院流体机械杂志社索取订单,电话: 0551-65335505,邮编:230031,传真:0551-65313592,邮箱:ltjx@chinapvt.com,网址:http://ltjx.cbpt.cnki.net。
欢迎订阅2016年度《包装与食品机械》杂志
(邮发代号:26—111)
《包装与食品机械》杂志是中国机械工程学会包装与食品工程分会会刊。本刊为中国科技核心期刊、中国学术期刊综合评价数据库刊源期刊、中国期刊网全文数据库全文收录期刊、中国核心期刊(遴选)数据库收录期刊、万方数据-数字化期刊群全文上网期刊、首批《CAJ-CD规范》执行优秀期刊、安徽省优秀期刊、美国《化学文摘》(CA)收录期刊、 美国《乌利希期刊指南》(UPD)收录期刊、英国《食品科技文摘》(FSTA)收录期刊、英国《科学文摘》(INSPEC)收录期刊。
《包装与食品机械》杂志主要报道国内外包装机械与食品机械的设计与制造、包装工艺、包装工艺设备、包装材料及食品加工技术、食品生物技术、微生物发酵工程、食品品质无损检测、食品机械以及食品包装、食品贮藏等方面的最新研究成果以及应用技术。
本刊主要栏目有:试验研究、设计计算、技术综述、经验交流、应用技术、检测技术等。
本刊为了提高刊物技术水平,打造精品期刊,对于国家、省、部级基金或其他重点科研项目的研究论文,将予以优先安排发表。本刊所有来稿不收审稿费、版面费。
本刊为双月刊,大16开,每册定价10.00元,全年60.00元。国内刊号:CN 34-1120/TS,国际刊号:ISSN 1005-1295。邮局订阅(国内邮发代号:26—111;国外发行代号:BM4791),或直接由本刊邮购(另加邮费2元/本)。地址:合肥市长江西路888号,邮编:230031。电话:0551-65335818,传真:0551-65335846,E-mail:bjzz@pfm114.com,网址:www.pfm114.com。
Production and Assembly Process of Intersecting Cone
in Pulverized Coal Feeding
LI Lei,YU Hui,ZHOU Ling
(Dalian Jinzhou Heavy Machinery Group Co.,Ltd.,Dalian 116000,China)
Abstract:Molding process of the cone nozzle-vessel junction structure complex.The curve taper cone,the curve cones fit tolerance is not easy to meet,single cone thin wall molding is not easy to control.Combining with the actual production,detailed introduction phase of the cone,special emphasis on sample making,baiting,profiling,the assembly process matters needing attention,for the phase of the cone production to provide a comprehensive and practical reference for process.
Key words:intersecting cone;blanking;forming;assembly
作者简介:李雷(1988-),男,助理工程师,主要从事压力容器设计产品制造与组装等方面工作,
通信地址:116000辽宁省大连市金州区龙湾路5号大连金州重型机器集团有限公司,E-mail:1030245572@qq.com。
收稿日期:2015-08-20修稿日期:2015-09-24
doi:10.3969/j.issn.1001-4837.2015.12.012
中图分类号:TH49;TH161;TQ050.6
文献标志码:B
文章编号:1001-4837(2015)12-0072-05
