莱钢265 m2烧结机提高终点控制准确度的实践
2015-01-02徐春玲张敬现毛友庄毕欣成刘建峰
徐春玲,张敬现,毛友庄,毕欣成,刘建峰
(山钢股份莱芜分公司炼铁厂,山东 莱芜 271104)
生产技术
莱钢265 m2烧结机提高终点控制准确度的实践
徐春玲,张敬现,毛友庄,毕欣成,刘建峰
(山钢股份莱芜分公司炼铁厂,山东 莱芜 271104)
为提高烧结终点控制准确度,通过分析烧结终点曲线特点,找出关键参数,将复杂的海量数据图库计算转化为烧结终点综合参数,并绘制简单直观的烧结终点综合参数折线图,实现全程在线督查管理。改进后,实际抽查烧结终点控制误差由8.0%降至3.0%以下。
烧结终点;烧结终点控制;综合参数;折线图;控制误差
1 现状分析
控制烧结终点,就是控制烧结过程全部完成时台车所处的位置。中小型烧结机的终点一般控制在倒数第2个风箱的位置,大型烧结机的终点一般控制在倒数第3个风箱。准确控制终点风箱位置,是烧结优质高产的重要条件。如果烧结终点提前,则烧结面积未得到充分利用,同时使有效风大量从烧结机后部通过,破坏了正常的抽风制度,降低了烧结矿产量;如果烧结终点滞后,则料层烧不透,生料增多,返矿增加,成品率降低,且没烧完的燃料卸入冷却机也会损坏设备。因此,合理控制烧结终点对烧结生产具有重要意义。莱钢265 m2烧结机生产过程中,烧结终点主要靠人工经验控制,从现场或视频查看机尾矿层断面,辅以风箱棒条图,发现终点不正常时及时调节纠正,以正确控制终点。原工艺纪律督查手段为不定期瞬时抽查,抽样方法不科学,抽样代表性较差。实际抽查烧结终点控制误差达8.0%(相关数据源自2013.6.27—2013.7.5主控室工控微机风箱棒条图截图)。
2 提高烧结终点控制精度的措施
2.1 改进思路
传统的烧结终点人工控制技术效率低下,先进的烧结终点智能控制技术精密度要求高,现场适应性差。借鉴TRIZ理论,主要矛盾为:提高烧结终点参数控制准确度,需要提取大量数据进行处理分析,但增加现有烧结终点控制系统的操作困难及工装配置。用39个通用工程参数来表示,即:需要改善27#风箱的可靠性及33#风箱操作流程的方便性、36#系统的复杂性、37#控制和测量的复杂性。存在如下矛盾:1)27#风箱可靠性与33#风箱操作流程方便性的矛盾;2)27#风箱可靠性与36#风箱系统复杂性的矛盾;3)27#风箱可靠性与37#风箱控制和测量的复杂性的矛盾。
从矛盾矩阵中得到相应的创新原理:廉价替代品原理(27)、空间维数变化原理(17)、复合材料原理(40)、反向作用原理(13)、物理或化学参数改变原理(35)、分割原理(01)、机械系统替代原理(28)。
应用创新原理的启示,结合“正向—反向—分割—组合—转换”的创新思路,认为最佳解决方案为:结合烧结终点曲线特点,抓住关键参数,将复杂的海量数据图库,转化为简单直观的折线图,即:取倒数5个风箱(第23#、24#、25#、26#、27#风箱)温度为主要参数,并以此为依据计算综合参数T终,绘制其折线图,全程在线督查管理。
2.2 细化技术方案
根据实际工艺情况,确定烧结机的终点一般控制在倒数第3个风箱上。

1)以第23#、24#、25#、26#、27#风箱温度(T23、T24、T25、T26、T27)为主要参数,并编辑公式,计算出综合参数T终。计算公式:计算原则说明:当相邻参数计算值为正数时,计算结果取为“1”;当相邻参数计算值为负数时,计算结果取值为“-1”;当相邻参数计算值为0时,计算结果取为“0”。
2)绘制综合参数折线图。绘制原则:以(0,0)为坐标原点,建立第一象限坐标轴,在第一象限坐标轴内,纵坐标轴刻度为“0、1、2、3、4”,横坐标轴刻度为在线时间记录。
尽管从理论上讲,T终的取值范围在“-4”~“+4”之间,但在实际生产中,风箱温度最高点正常控制在倒数第3个风箱(见图1),相应抽取风箱温度进行计算得出的T终值为“4”;偶尔控制不当会出现最高点向前或向后偏移,临近风箱温度相同,相应抽取风箱温度进行计算得出的T终值可能为“3、2、1、0”;出现负数的概率微乎其微,“-4”更是只有出现“下抛物线”才可能出现。因烧结机尾不可能先降温再升温,用于分析也主要是测温设备故障。因此主要以第一象限坐标轴为监控区域。
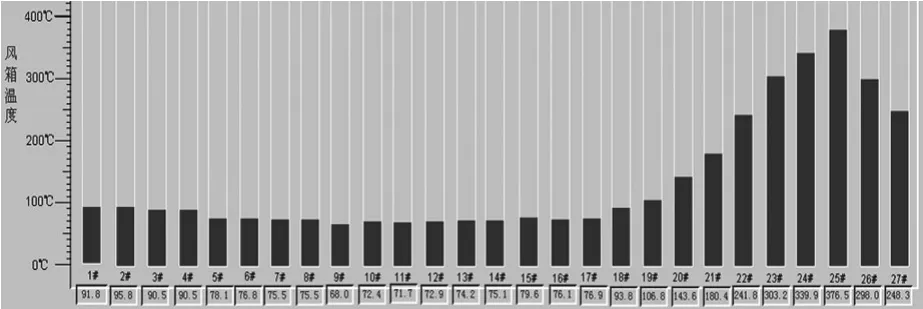
图1 正常控制的在线风箱温度
2.3 安装在线监控折线图
利用265 m2烧结机检修的机会,利用原主控工业微机监控软件,按照技术方案要求,编辑公式及逻辑判断公式,计算各参数及综合参数,以(0,0)为坐标原点,建立第一象限坐标轴(为节省资源不再单独开辟界面,并入点火温度历史趋势图),绘制综合参数T终折线图,纵坐标轴刻度为“0、1、2、3、4”,横坐标轴刻度为在线时间记录。
2.4 加强过程管控
提高烧结终点参数控制准确度,是衡量“看火过程与焙烧程度”的一项关键绩效指标。结合岗位操作要点,细化相关作业标准。
1)正确判断终点状态(瞬时异常、一般异常和特殊异常)。终点提前或滞后≤5 min,应判断为瞬时异常,不作处理,以免过度调节引发生产波动;终点提前或滞后≤5 min,但原因明确不需处理(如暂时过料等)的,判断为一般异常,不作处理,以免过度调节引发生产波动;其他则判断为特殊异常。
2)判断终点状态为特殊异常的处理原则:终点提前,加快机速;终点滞后,减慢机速;仅靠调节机速难以控制终点时,则调整料层厚度,并注意调整机速。
另外,工艺纪律督查手段更新为不定期全过程抽查,通过风箱温度折线图,控制实际烧结终点控制误差<3.0%。
3 改进效果
改进后,实际抽查烧结终点控制误差为2.65%(相关数据源自2014.9.1—2014.10.31主控室工控微机风箱棒条图截图),烧结终点参数控制准确度明显提高,在保证烧结生产基础指标稳定合格的前提下,烧结固体燃耗(焦粉消耗)明显降低。2014年1—7月,烧结矿转鼓指数77.59%,固体燃料消耗58.38 kg/t;9月份主要改进措施完成后,当月烧结矿转鼓指数79.02%,固体燃料消耗54.52 kg/t。以2014年9月份数据为计算依据(间接效益忽略不计),仅减少固体燃耗一项,产生的年直接经济效益(烧结节焦依据实际生产值)约590万元。
烧结固体燃耗降低,不仅降低了烧结生产成本,更减少了能源类材料消耗,降低了烧结烟气中的CO2排放量,为生产绿色发展奠定了较好的原料基础。
4 结语
通过绘制烧结终点综合参数折线图,提高了岗位操作控制水平。原在线风箱温度棒条图画面虽然直观,但仅能展示瞬时烧结终点控制情况;安装折线图后,实现了烧结生产全过程监控,岗位工和技术人员可快速浏览历史烧结终点控制情况,并即时对异常点进行询问和相关资料抽查,进而快速、准确调控“机速、料层厚度”等关键控制参数。
简单直观的折线图,占内存较少,减少了资源浪费。通过编辑公式,将海量的历史性风箱温度记录数据,转化为一组自然数据(综合参数),并以折线图的形式绘制出历史趋势,提高了烧结终点控制的准确度。
Practice of Improving the Accuracy of Burn-through Control for 265 m2Sinter in Laiwu Steel
XU Chunling,ZHANG Jingxian,MAO Youzhuang,BI Xincheng,LIU Jianfeng
(The Ironmaking Plant of Laiwu Branch Company of Shandong Iron and Steel Co.,Ltd.,Laiwu 271104,China)
In order to improve the control accuracy of the burn-through point(BTP),by analyzing the BTP curve characteristics, seizing the key parameters,calculating the vast amounts of complex data into BTP comprehensive parameters,and drawing a simple and intuitive BTP comprehensive parameter line chart,full-line inspection management was achieved.After the improvement,the actual sampling BTP control error was reduced from 8.0%to 3.0%.
burn-through point;burn-through control;comprehensive parameter;line chart;control error
TF046.4
B
1004-4620(2015)04-0004-02
2015-02-25
徐春玲,女,1975年生,1994年毕业于山东省冶金工业学校钢铁冶金专业。现为山钢股份莱芜分公司炼铁厂技术环保科高级工程师,从事烧结、炼铁工艺技术及自控设备设施维护等技术管理工作。