ER50-6焊丝钢热轧盘条的开发生产实践
2015-01-02左茂方周明军谢红委
于 荣,左茂方,周明军,谢红委,何 路
(1内蒙古科技大学,内蒙古 包头 014010;2淄博张钢有限公司,山东 淄博 255007;3北京科技大学,北京 100083)
生产技术
ER50-6焊丝钢热轧盘条的开发生产实践
于 荣1,2,左茂方2,3,周明军2,谢红委2,何 路2
(1内蒙古科技大学,内蒙古 包头 014010;2淄博张钢有限公司,山东 淄博 255007;3北京科技大学,北京 100083)
利用现有工艺装备,转炉高拉补吹,出钢C 0.03%~0.04%,P≤0.020%;LF精炼减少钢中气体和夹杂;连铸全程保护浇注,降低钢中夹杂物,并采用末端电磁搅拌技术提高连铸坯质量;优化孔型设计,控制轧制温度、吐丝温度、冷却速度等控制产品的组织性能及尺寸精度。张钢开发生产了ER50-6焊丝钢热轧盘条,产品组织为铁素体和少量珠光体,铁素体体积分数在80%以上,抗拉强度在560 MPa以下,性能通条稳定性好,表面质量好,完全满足用户要求。
ER50-6焊丝钢;热轧盘条;产品开发;抗拉强度
1 前言
中国是世界上焊接材料第一生产大国,同时也是第一消费大国,消费量约占全球总量的40%。CO2气体保护焊是我国焊接行业大力推广的焊接方法,其主要使用的焊条是ER50-6实芯焊丝。该焊丝在焊接时具有电弧稳定和焊缝性能好等优点,广泛用于造船、桥梁、大型机加工行业,市场需求旺盛。
张钢依托两条高速线材生产线,进行ER50-6焊丝钢热轧盘条产品的开发。对焊接用ER50-6线材的理论及生产工艺过程进行分析,找出影响ER50-6热轧圆盘条质量的因素,通过对炼钢、轧钢生产工艺的优化,实现ER50-6热轧圆盘条产品低成本、批量、稳定生产,满足下游用户对产品拉拔性能及焊接性能的使用要求,使ER50-6热轧圆盘条成为企业经济效益的新增长点。
2 ER50-6焊丝钢盘条开发生产
2.1 工艺装备及生产流程
张钢现有1 350 m3高炉1座,120 t顶底复合吹转炉2座,120 t LF精炼炉2座,七机七流连铸机组2台,无扭控冷高速轧制生产线两条。
主要生产工艺流程:高炉铁水→顶底复吹转炉冶炼→LF精炼炉精炼→七机七流连铸机连铸→连续式加热炉加热→高速线材轧线控轧控冷轧制→检验入库。
2.2 技术要求
根据GB/T 3429—2002中的牌号对照,ER50-6焊丝对应的钢号为H11Mn2SiA。对焊丝钢要求的最大特点是必须保证焊丝焊接的焊缝质量、焊缝的力学性能和拉拔工艺性能合格。决定焊缝性能的关键因素是焊接原材料的化学成分,同时为保证焊丝性能均匀,铸坯不允许有严重的成分偏析。一般要求焊丝钢化学成分均匀、稳定,同时要求气体含量低,氧化物和硫化物夹杂少。
C是ER50-6焊丝钢中主要的元素,应适当降低其含量。因为高的C含量会造成焊缝冷、热裂纹,同时在焊接过程中飞溅增大。Mn和Si是主要合金元素,可提高ER50-6焊丝钢盘条及其拉拔后焊丝的抗拉强度;但Mn、Si含量增加,易使炼钢过程中钢中夹杂物含量增多,同时在连铸坯凝固过程中也易产生偏析,出现带状组织,过高的Mn、Si含量也会提高盘条及焊丝的拉拔强度,导致盘条拉丝过程中模具磨损加剧。因此Mn、Si含量应在合适范围,以保证盘条具有合适的抗拉强度及较高的断面收缩率[1]。
钢中的S、P均属有害元素。P有很强的固溶强化作用,使钢的强度和硬度显著提高,但也大幅降低钢的韧性,特别是低温韧性;P还具有严重的偏析倾向,形成的有害组织能降低钢的塑性,使钢的拉拔性能变差。S的最大危害是引起钢热脆,焊接过程中S在焊接应力的作用下可能会引起结晶裂纹,同时S在钢中能形成低熔点化合物造成C、Mn等严重偏析,导致焊接过程中焊缝出现裂纹。因此,为保证焊接性能,应将S、P含量控制在合理水平。综合考虑,对ER50-6焊丝钢的成分控制要求见表1。
2.3 冶炼工艺控制
2.3.1 转炉冶炼
采用高拉补吹操作进行冶炼,过程及终点控制:终点低拉碳,补吹次数<2次;出钢C控制在0.03%~0.04%,P≤0.020%。
为防止回碳不用新包,实现“红包”出钢,确保钢水到LF炉温度1 550~1 590℃。采用双挡渣出钢,出钢前检查档渣帽情况,保证挡渣帽正常,出钢后期加挡渣塞挡渣出钢,下渣量≤50 mm,必要时可以采取留钢操作。钢包在出钢过程中及氩站吹气时采用氩气搅拌。

表1 ER50-6焊丝钢的成分控制要求(质量分数)%
2.3.2 LF精炼
钢中的O、H、N气体含量对焊缝质量有较大的影响,气体含量高容易使焊缝产生气孔、白点等缺陷,也容易在焊接时出现焊缝裂纹,所以应控制O、N、H气体在最低限度。控制w(O)0.003%,w(N)0.006%,w(H)0.000 2%;为进一步减少钢中夹杂物含量,通过LF炉精炼造白渣,渣碱度2.5~3.0,加入适量铝线,同时大压力吹氩气搅拌,增加钢液流动,使夹杂物充分上浮后去除,最终实现钢水脱硫、脱氧。利用LF精炼技术,提高了钢水纯净度,改善了ER50-6焊丝钢钢坯的内在质量。
2.3.3 连铸
在连铸过程中实施全保护浇注。大包长水口氩封,开浇前2 min开始向中包内充满氩气;大包开浇后向中包内投入碱性覆盖剂,使其迅速覆盖渣面,当渣面全面覆盖钢水后,才能将吹氩管撤出;中间包到结晶器加挂浸入式水口,防止钢水二次氧化,保证夹杂物的含量得到进一步控制。
同时采用末端电磁搅拌技术提高连铸坯质量。连铸坯在凝固过程中会产生成分偏析,特别是铸坯中心容易出现中心疏松、缩孔等严重缺陷。采用末端电磁搅拌技术,在结晶器钢液内部产生旋转运动,使铸坯中心部位成分更加均匀;对中间包浇注温度进行优化,拉速控制在合理水平,显著减少中心疏松和缩孔等缺陷,减少了偏析,提高ER50-6焊丝钢连铸坯的表面及内在质量。
2.4 轧制工艺控制
2.4.1 轧制温度
从组织相变原理来分析,钢中的奥氏体晶粒大小对相变后组织有较大影响,粗大的奥氏体晶粒能显著推迟铁素体相变,减少铁素体含量,同时促进有害组织贝氏体的转变;而细晶粒奥氏体则可以使钢的相变线左移,在缓冷条件下,避免有害组织贝氏体的出现[3]。为获得较细小的奥氏体晶粒,在实际生产过程中,将开轧温度控制在940~960℃,终轧(减定径)温度控制在910~930℃。
2.4.2 吐丝温度
吐丝温度越低,奥氏体晶粒长大的倾向越小,相变越容易进行,因此较低的吐丝温度有利于得到理想的组织形态。控制吐丝温度使盘条进保温罩温度接近ER50-6焊丝钢产品铁素体相变开始温度,最终得到想要的金相组织形态[2]。采用测定静态CCT曲线(见图1)的方法,通过对不同冷速下获得室温组织的分析,确定ER50-6焊丝钢热轧圆盘条的吐丝温度为830~860℃。

图1 ER50-6焊丝钢静态CCT曲线
2.4.3 冷却速度
由图1可以看出,当盘条的冷却速度太快时,很容易产生贝氏体或马氏体组织,这两种组织皆硬而脆,不利于拉拔。在实际生产中,在风冷线上采用了0.15 m/s的入口辊道速度,保温罩开启前两段,其余全部关闭,控制盘条冷却速度≤3℃/s。轧材金相组织为铁素体+少量珠光体(见图2),铁素体体积分数在80%以上,晶粒度9~10级。
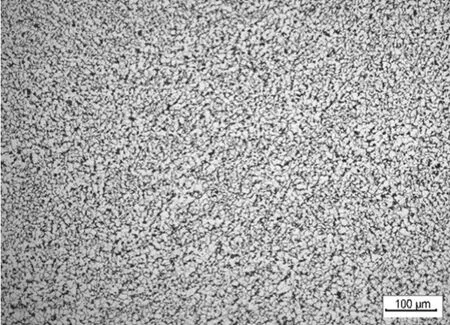
图2 ER50-6焊丝钢轧材金相组织
2.4.4 尺寸及表面质量控制
盘条的尺寸精度对后续拉拔影响明显。当盘条的不圆度超标时,会造成拉拔胎模具内部各向磨损不均匀,降低拉拔模具使用寿命。通过严格控制盘条的直径公差及椭圆度,合理安装导卫,及时调整各道次的料型状况,减少导卫挤压形成的刮丝和粘钢,改善盘条的尺寸及表面质量,保证盘条的尺寸精度达到国标C级要求,即尺寸偏差≤0.15 mm,不圆度≤0.24 mm。
3 产品质量分析
按上述工艺批量生产后,ER50-6焊丝钢盘条化学成分均匀,轧后组织为大量铁素体+少量珠光体,抗拉强度(Φ5.5 mm规格)500~560 MPa,伸长率≥30%,断面收缩率≥75%;盘条通条性能稳定,抗拉强度通条差在20 MPa以内。
用户使用后普遍反映该盘条抗拉强度低,通条稳定性好,表面质量好,不经中间退火一次性拉拔至0.8 mm,拉拔断裂次数在标准允许范围内,拉拔过程中模具损耗正常,细丝拉拔速度可达15 m/s。焊丝在焊接过程中飞溅小、烟雾小,无不良缺陷产生,成品焊接试验焊缝抗拉强度达到470 MPa,完全达到用户拉拔、焊接等的力学性能要求。
4 结语
张钢利用现有高速线材生产线,冶炼方面转炉高拉补吹,控制转炉终点C、P含量;LF精炼减少钢中气体和夹杂;连铸全程保护浇注降低钢中夹杂物含量并采用末端电磁搅拌技术提高连铸坯质量;轧制方面通过优化孔型设计,控制轧制温度、吐丝温度、冷却速度等工艺手段来控制产品的组织性能及尺寸精度。开发生产的ER50-6焊丝钢盘条产品性能通条稳定性好,表面质量好,完全满足用户要求。目前已实现批量生产,月生产销售3 000 t左右。建议进一步细化生产工艺,在炼钢钢水洁净度及轧钢温度控制方面提高稳定度。
[1]王礼银,黄肇信,王庆贤,等.ER50-6盘条生产工艺研究[J].金属制品,2004,30(2):34-36.
[2]范银平.ER50-6热轧盘条质量控制与轧制工艺研究[J].金属制品,2010,36(5):59-61.
[3]高速轧机线材生产编写组.高速轧机线材生产[M].北京:冶金工业出版社,1995.
Development and Production Practice of Hot Rolled Wire ER50-6 Welding Steel
YU Rong1,2,ZUO Maofang2,3,ZHOU Mingjun2,XIE Hongwei2,HE Lu2
(1 Inner Mongolia University of Science and Technology,Baotou 014010,China;2 Zibo Zhanggang Co.,Ltd.,Zibo 255007,China; 3 University of Science and Technology Beijing,Beijing 100083,China)
Using the existing process equipments,after deep decarburization with a finish oxygen blowing in converter,the composition are controlled C 0.03%-0.04%,P≤0.020%in tapping.The gas and inclusion in steel were removed in the LF refining and full procedure protection was taken in casting.The electromagnetic stirring technology was applied in the caster end to reduce the inclusions and to improve the quality of continuous casting slab.The pass design were optimized and the rolling temperature,spinning temperature, cooling speed were controlled to improve the product microstructure,mechanical properties and dimensional accuracy.ER50-6 wire steel hot rolled wire rods was developed in Zhanggang,the product microstructure is ferrite and pearlite,ferrite volume fraction is more than 80%,tensile strength is less than 560 MPa.The performance of all welding rod is stability,the rod has good surface quality.It can fully meet the requirements of custom.
ER50-6 steel wire;wire;product development;tensile strength
TF762;TG335.6+4
B
1004-4620(2015)04-0014-03
2015-04-02
于荣,男,1979年生,2003年毕业于山东理工大学材料成型及控制工程专业。现为淄博张钢有限公司科技处工程师,内蒙古科技大学冶金工程专业在职在读工程硕士,从事新产品开发及轧钢工艺管理等工作。