玻璃钢包装筒结构设计及成形工艺
2014-12-31姜秀凤娄勇健王锐刘海艳陈晓红周宇杭
姜秀凤,娄勇健,王锐,刘海艳,陈晓红,周宇杭
(北方华安工业集团有限公司,齐齐哈尔 161046)
目前,我国弹用包装筒还大多采用钢质材料,由于钢材价格的一度上涨,导致了包装筒成本的不断增加,尤其在如今这个竞争激烈的时代,在某种意义上讲,降低成本意味着增强竞争力。对作为关键件的弹用包装筒进行工艺改进,具有十分重要的意义。针对玻璃钢产品具有的强度高、重量轻、耐酸碱腐蚀、耐老化、使用寿命长久、绝缘性好、不导电、阻燃、耐高温、绿色环保以及经济实用等诸多优点,某企业进行了玻璃钢包装筒代替钢质包装筒的工艺技术改进,使包装筒在表面质量、产品尺寸、防水性能及气密性等方面均满足了产品使用要求[1]。将产品重量减轻、成本降低,大大增强了市场竞争力。
1 结构设计
综合考虑玻璃钢包装筒的力学性能、防水性、密封性和成形工艺合理性等综合使用性能,寻找到玻璃钢这种新型材料代替钢材,这是由于其强度相当于钢材,是可以替代部分金属的理想材料,这样不仅降低材料成本,还可以大量节约金属能源消耗[2—3]。通过一系列的优化论证,最终确定:玻璃钢包装筒为筒盖、筒体和密封环分别加工,通过粘接的方式使其有效地连接为一体的结构形式。
2 成形工艺方法分析
玻璃钢俗称FRP(Fiber Reinforced Plastics),是20世纪初国外开发的一种新型复合材料,是以玻璃纤维作为增强材料,树脂作为基体材料的一种增强塑料,称为玻璃纤维增强塑料,或玻璃钢。由于所使用的树脂品种不同,因此有聚酯玻璃钢、环氧玻璃钢、酚醛玻璃钢之称。玻璃钢产品有很多制造工艺,如模压、拉挤、缠绕、真空吸塑、手糊、喷射等。不同的工艺,适合做不同的产品。根据产品的需要,经过分析最终确定:玻璃钢包装筒原材料选用JC/T 170—2002无碱玻璃纤维布、GB 10570—1989铝箔,采用缠绕、固化、粘接的工艺加工方式[4—6]。
3 加工工艺及性能检测
3.1 原材料验收
检测设备:天平,烘干炉,小瓶(盛丙酮)。检测原料:丙酮。
检测方法:用天平称无碱玻璃纤维布胶样(100 mm×100 mm)的质量,拿一块胶样放在烘干炉里10 min,炉温为160℃,同时把另一个胶样放在盛有丙酮的小筒里5 min,之后,把此胶样再放在烘干炉里5 min。
计算方法:含胶量 =(m胶样-m底材)/m胶样×100%,其中底材为原布(没浸胶的布);挥发率=(m胶样-m烘干后胶样)/m胶样×100%,其中烘干后胶样指的是直接烘干的样品;可溶性=(m胶样-m底材)/(m胶样-m溶后)×100%。
3.2 卷管
先把卷管机升温至140℃,然后将卷管机空转几圈,直到铁辊表面受热均匀,即可进入作业状态,采用冷模芯卷制法。先在模芯上刷上适量黄油(目的是方便粘上第1张布),在卷制前先把每一张布的硬边用刀削掉(防止有硬棱影响筒的圆度),在第3张布后加铝箔,这样可以增加气密性[7]。在卷制过程中,第1张布的转速为150~200 r/min,待模具转一圈后,转速降为100~120 r/min比较合适,也可因温度适当进行调整,卷管机的线压力不宜太大,可以用配重砣进行调整,防止筒内部有凸凹痕。要有一定的张力,不至于起泡,如不慎起泡,可用刀在起泡处划一下。如有出胶情况,卷完后再快转几圈,将余胶均匀地涂在筒的外表面[8—9]。
3.3 固化
工作前将炉温升温,在升温的过程中,调整炉的三段温度、升温时间、保温时间。具体如表1所示。

表1 固化温度Table 1 The curing temperature
温度升至70℃时产品入炉,把炉调到自动状态。7.5 h之后断掉电源,打开炉门。
3.4 打磨
先将所有打磨部位用工业丙酮清擦干净,将需打磨部位打磨至无光亮的胶膜为止,这样保证在下一道粘接工序中,粘接牢固。
3.5 粘接
将砂磨处处理到位,然后配环氧树脂胶和环氧树脂固化剂(按1∶1比例配),加上适当的稀释剂(二甲苯),将处理完的筒底和筒体粘接牢固。如有大的缝隙,为防止底部漏气,用胶将粘接部位密上一圈胶,但要适当,并要处理干净,不要留有胶痕。底和环不能同时粘,粘接后静态立放,具体粘接位置见图1。
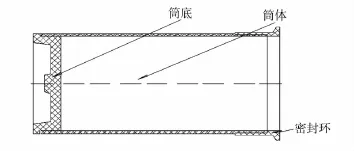
图1 包装筒粘接位置Fig.1 Bonding position of the packaging tube
包装筒粘接后需进行自然干燥48 h,方可进入下一道工序[10—12]。粘接完固化24 h后再进行试压,也可以固化12 h后把筒放到固化炉里升温到55℃后保温1~2 h。
3.6 力学性能检测
利用液压式万能试验机,进行性能检测。试样的制备见图2,在筒体上截取100 mm长的8段,筒底与筒体,筒体与密封环粘接后自然干燥48 h后进行试验。结果为:筒体径向抗压破坏载荷≥588 N;筒体轴向抗压破坏载荷≥588 N;筒体径向抗压破坏载荷≥588 N;筒底与筒体粘接破坏载荷≥1.27×104N;筒体与密封环粘接破坏载荷≥4.6 ×104N[13—15]。

图2 力学性能测试试样Fig.2 Mechanical properties of the samples
3.7 防水性能检测
自制一个简易浸水装置,将装配后的包装筒浸没于水下500 mm,浸没1 h进行防水性能试验,包装筒出水后筒内无进水痕迹。
3.8 气密性能检测
利用自制水银气密试验装置,将筒体充压到0.035 MPa时保压30 s,观察压力表指针有无回降现象。若无回弹则其气密性合格。
4 结论
经过对玻璃钢包装筒的结构设计以及筒体成形工艺的优化,试制生产的产品表面质量、尺寸合格,装配后进行了力学性能检测、防水性能检测、气密性能等,均满足产品使用要求,实现了玻璃钢包装筒代替钢质包装筒的工艺改进。由于属于试制初期,缠绕经验不足,加工工艺还需进一步完善,以解决技术难题,达到降低成本的目的。
[1]杨汉学.浅析玻璃钢在景观制品中的应用[J].科技创新与应用,2013(31):277.
YANG Han-xue.Application of Glass Steel Products in the Landscape[J].Technology Innovation and Application,2013(31):277.
[2]霍小妹.异形梁柱节点硬质复合玻璃钢清水混凝土模板研究与应用[J].施工技术,2011(17):80—82.
HUO Xiao-mei.Research and Application of Hybrid Glass Steel Integrated into Bare Concrete Formwork for Special Beam & Column Joint[J].Construction Technology,2011(17):80—82.
[3]MARK H F.Encyclopedia of Polymer Science 8 L Technology Vol 10[M].New York:John Willey Sons Inc,1969:283—291.
[4]MAY Oayton A.TANAK H Yoshio.Epoxy Resins:Chemiatry and Technology[J].New Yorki Dekker,1973,4(12):187—189.
[5]蔡建,陈一农.塑料在兵器包装上的应用[J].包装工程,2003,24(5):100—102.
CAI Jian,CHEN Yi-nong.Application of Plastics in Weapon Packaging[J].Packaging Engineering,2003,24(5):100—102.
[6]齐燕燕,刘亚青,张彦飞.新型树脂传递模塑技术[J].化工新型材料,2006,34(3):36—38.
QI Yan-yan,LIU Ya-qing,ZHANG Yan-fei.Process and Application of New-type Resin Transfer molding[J].New Chemical Materials,2006,34(3):36—38.
[7]沈洪雷,董祥忠.汽车用塑料/复合材料及其成形技术[J].现代塑料加工应用,2001,13(3):52—54.
SHEN Hong-lei,DONG Xiang-zhong.Application and Molding Process of Plastics Compound in the Automobiles[J].Modern Plastics Processing and Applications,2001,13(3):52—54.
[8]周维,黄美平,罗俊杰,等.新型玻璃钢包装箱设计与制造[J].包装工程,2004,25(4):55—56.
ZHOU Wei,HUANG Mei-ping,LUO Jun-jie,et al.The Design and Preparation of the New-type GFRP Packaging Box[J].Packaging Engineering,2004,25(4):55—56.
[9]武奇,王延庆,江利,等.固化温度和抽真空对玻璃钢锚杆性能的影响[J].煤矿机械,2011(6):128—130.
WU Qi,WANG Yan-qing,JIANG Li,et al.Curing Temperature and Vacuum-pumping on Performance of FRP-Bolt[J].Coal Mine Machinery,2011(6):128—130.
[10]GHIORSE S R.Effect of Void Content on the Mechanical Properties of Carbon/Epoxy Laminates[J].SAMPE Quarterly,1993(2):54—59.
[11]BOWIES K J,FRIMPONG S J.Void Effects on the Interlaminar Shear Strength of Unidirectional Graphite-Fiber-Reinforced Composites[J].Journal of Composite Materials,1992(10):1487—1509.
[12]赵贵哲,张彦飞.复合材料工艺与设备[M].太原:中北大学出版社,2003.
ZHAO Gui-zhe,ZHANG Yan-fei.Technology of Composite Materials and Equipment[M].Taiyuan:North Central University Press,2003.
[13]琼斯 R M.复合材料力学[M].朱颐龄,等,译.上海:上海科技出版社,1983.
JONES R M.Mechanics of Composite Materials[M].ZHU Yi-ling,et al.Shanghai:Shanghai Science and Technology Press,1983.
[14]SUM Xiu Dong,LI Shou-jie,LEE James.Mold Filling A-nalysis in Vacuum-assisted Resin Transfer Molding.Part 1:SCRIMP Based on a High-permeable Medium[J].Polymer Composites,1998,19(6):807—817.
[15]WANG X J,WANG L,WANG J J.Electrochemical Behavior of High-molecular-weight Poly Films in Aqueous Electrolyte Solutious[J].Polymer Science Part B:Polymer Physics,2004:2245—2253.
