机车制造工艺技术信息化研究与实践
2014-12-02中国北车集团大同电力机车有限责任有限公司技术部副部长孙建忠
中国北车集团大同电力机车有限责任有限公司技术部副部长 孙建忠

随着信息化技术的发展,工艺信息化研究对于工艺创新管理,促进铁路装备制造业转型升级的重大意义,提升铁路制造装备制造业工艺信息化水平已刻不容缓,从夯实工艺参数量化基础、工艺数据的积淀与创新、数控程序的网络化管理到排料自动化等几个方面着手进行研究,实现工艺管理信息的一体化输入和输出,达到利用信息化手段提升工艺创新管理的目的。
国外PDM/ERP以及DNC等系统相对比较成熟,但在国内特别是机车制造装备业才刚刚起步,自2008年前后,各机车制造装备公司先后开始进行技术引进,工艺技术的引进、消化和吸收迅速成为铁路装备研制生产的重要工作。而如何进行消化吸收、知识的积淀以及创新则成为企业获得利润的重要手段。提高工艺信息化能力,对于提高铁路装备业核心竞争力,促进铁路装备转型升级,实现又好又快发展,具有重大意义。大同电力机车有限责任公司作为中国北车的机车制造基地,针对多年以来工艺信息输入、输出缺乏高效、快捷和统一的平台,长期以来大量工艺基础信息、经验数据无法有效积累和保存,数控程序单机管理、单机传输效率低下,多系统排料系统无法集成等一系列工艺管理问题进行了分析和研究,并把这些问题的解决作为工艺创新的突破点,经过科学分析和详细论证,分析以工艺信息化为创新的载体和平台。
借助公司信息化建设的时机,利用该平台创建工艺信息化,实现工艺信息的一体化输入和输出,实现信息资源的累积和共享,通过采用PDM/ERP、DNC等信息化技术的实施和应用,推动公司工艺创新管理,实现公司近10种车型、万种物料制造BOM的搭建,工艺定额的科学计算和统一输出,实现工艺数据信息共享和传承,实现公司数控程序的制造信息化管理,最终通过这些层面的实现达到推动工艺信息化的效果,实现工艺技术质量的快速提升。
PDM/ERP和DNC系统搭建
根据项目确立情况,分两部分进行实现,一部分是PDM/ERP系统工艺管理;另一部分是DNC/排料系统的管理。第一部分采用PDM/ERP系统的管理理论,根据机车部件结构进行工艺制造BOM的搭建,确定加工制造层级(见图1);资料共享区按区进行划分(见图2)。
建立数控机床联网模式
第二部分将公司数控设备分为两类,一类为机械加工数控设备;另一类为板材下料数控设备。板材加工设备网络连接还在国内还没有先例,需要对该类设备能否连网进行理论分析和测试。

图1

图2
考虑到公司的管理模式,数控机床联网(DNC)的实施采用多用户二级管理模式。分为高级权限用户、车间二级管理权限用户二级。主要流程控制由车间独立完成,形成各车间管理小模块,同时各管理小模块又通过公司网络并入公司级管理模块,从而实现管理的统一性。各车间分别设立编程员、审核员和批准员,利用DNC程序管理流程(见图3)进行程序的过程审批,并将固定后的程序归档进入PDM数据库。程序定型后,操作人员根据生产指令,到指定地点进行程序调用,程序加工完成后,程序上传车间编程人员,编程人员对程序是否改动进行比较验证。
网络建设
考虑到计算机控制的灵活性以及数控机床相互之间的影响性,网络布线采用了单串口服务器的星形拓扑结构。直接利用公司现有局域网,将网络延伸到各设备节点,从而使数控设备与各个服务器及工作站形成一个统一的网络系统(见图4)。每台串口数控设备上都分别装有一台单串口设备服务器,实现任意设备与以太网直接相联,达到在以太网上的任意一台计算机,都可以直接控制任意一台数控设备。同时兼顾网络传输对距离的局限性,在车间距离较远的位置设置了二级交换机。
这样的布线方案具有以下特点:①灵活性好,管理思路清晰,可以做到任意一台计算机都可以直接控制任意一台数控设备,与多串口服务器相比,数控设备控制的灵活性更大。②可靠性强,因为这种连接方式是典型的星型连接,即便单串口设备服务器发生故障,只会影响一台设备。③不受RS232传输距离的限制,确保系统传输稳定可靠。④有线与无线。考虑到公司实际情况,项目组经过认真分析,最初确定了有线和无线两种网络连接模式。⑤集成性和扩展性。经过项目组商讨,方案必须就有后续的集成性和扩展性,整个路线可以与上游的CAD进行连接,并可以将数据结果反馈给PDM,还可以融入将来的MES中,成为其中的一部分。在软件的选择上充分考虑这一因素(见图5)。
首先在转向架分厂对4台数控加工设备进行有线和无线联网试验。对比两次试验,结论如下:
(1)有线传输和无线传输均可以实现数据传输。
(2)有线传输现场布线条件比较恶劣,而且还受到距离的限制。
(3)无线传输受干扰因素比较多,特别是车间电磁设备以及机车影响较大,而且车间厂房对信号还有屏蔽效果。
(4)在机一车间进行了自动编程软件加工试验,试验效果良好。
(5)在备料车间进行了板材套料软件的加工试验,试验效果良好。
根据试点试验情况,对方案进行了调整,取消了无线联网方案。有线方案增加了布管,一方面可以保护网线,另一方面可以起到信号屏蔽的作用。布线方式确定为空中走线,立柱搭接的方式,并在一定距离设置网络服务器解决信号受网线距离的限制。

图3 数控中心DNC程序管理系统流程图
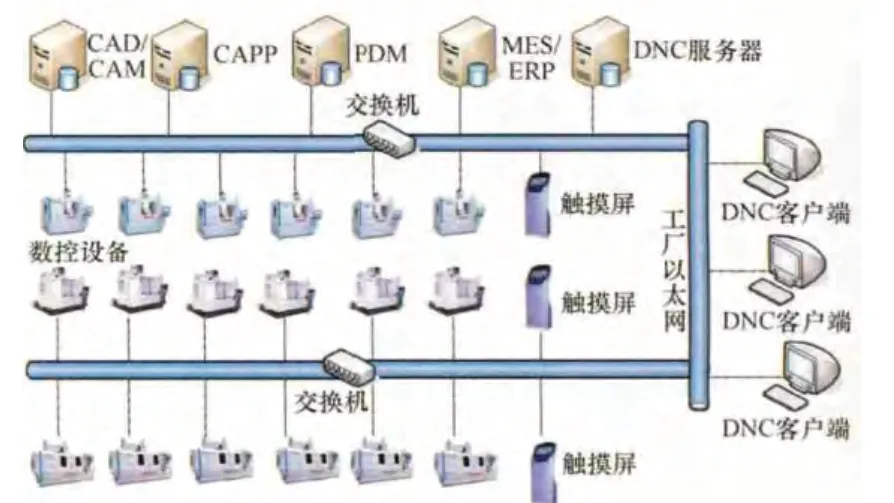
图4

图5
在备料车间进行了DNC正式的试点联网应用,进行了网络布线和远程程序调试,并与排料软件进行了集成、调试。
对程序管理流程进行了设置,在生产车间技术组设立车间级服务器,用来管理车间技术组一定数量的数据库客户端,根据车间实践情况进行用户设立和权限开通。可以浏览本车间数据库内的程序和各种信息。在数据库客户端上,技术人员可以对数控程序进行管理,数控程序的整个审批流程在本车间数据客户端实现。编程人员定期根据生产任务把加工程序添加到指定地点。
为了加工现场操作人员的实际应用,在车间现场设置了客户端,操作人员可以根据个人权限进行加工程序的调用、工艺文件和程序仿真的查看以及三维模型、教学录像的观看等操作。
2012年7月,机一、机二和机三等车间正式全面进行DNC项目的实施,并与CAM软件进行了集成。通过CAM软件进行现场生产零件的试加工,试加工零件经过检验合格。
实施效果分析比较
项目投入使用后,对实施后的效率以及产生的效果进行了数据收集和统计,并进行了项目实施前后数据的分析和比较,效果显著。
在机车行业首次真正实现计算机网络控制数控机床通过力,我们从信息化应用的角度解决了长期困扰我们的数控机床管理手段问题,并取得了显著的成效,带来了一定的经济效益,技术人员的工作效率有了明显的提高,特别是排料软件和数控机床联网体现更为明显。排料工作效率平均提高了91.6%,而且一种软件兼顾了整个车间所有数控板材切割下料设备,大大缩短了技术准备周期和生产制造周期。DNC传输程序的工作效率比软盘传输提高了85.7%,比手工输入提高了95%。并且出错率几乎降低为零。
板材利用率:项目实施的另一大成果是板材利用率得到了提高,特别是在零件种类多样时,套料体现的成果越发明显。单张板材平均利用率提高了12%;套料156件时(零件21项),单张板材平均利用率提高了2.2%;套料152件时(零件35项),单张板材平均利用率提高了1.5%。
板材套料的管理更加规范,输出的排料报表包括排料数量、零件信息、板材利用率和程序号等各种信息,我们可以通过报表对板材下料进行有效管理。
通过数控程序管理系统,设置了编制、审核、试切和批准等管理流程,对程序的有效性进行了控制,符合ISO9000管理标准,同时还通过数控程序分发、更改日志对程序进行追踪管理,实现责权明确,具有可追溯性。
根据公司数控机床硬件条件,我们对FANUC带网卡的数控设备进行了监控。可以时时查看机床的各种运行信息,包括报警信息、机床利用率、开关机状态及机床目前的坐标等信息,使我们能够更好对机床进行管理。
将实现排料/CAM/DNC软件与PDM/ERP/MES的有效集成。未来车间现场生产将会实现无纸化办公,技术人员直接通过上游系统选择需要加工的模型文件进行工艺分析、编程和下传程序;现场操作人员根据个人权限通过车间触摸屏查看生产任务和图样信息,并调用当天加工程序,最终将实现加工、物流管理的信息化和机械化。
通过项目的实施,成功的实现了PDM/ERP管理理念的应用转化,公司搭建了HXD2、HXD2B、HXD2C、SS4G、HXD3和200KM/H等机车制造BOM,并运行指导生产;完成了工艺用料的科学计算,如焊缝焊丝用量、导线和板材的科学计算,并搭建了BOM运行指导生产;完成了工艺技术与管理的各种资料的一体化PDM信息数据分区管理与共享,建立了各室资料区、各型机车及市场产品、工艺技术与工艺管理、标准和规范等电子资料区域,有效地实现了工艺信息的积累和传承;实现了3个不同车间、几十种不同数控系统的网络连接,实现了单台计算机对40台数控设备的远程管理和远程程序传输。
工艺信息化的研究与输出,对于现场数控程序集中管理等方面的研究和实践具有很强的参考价值,同时还为解决不同系统的排料手段提供了借鉴,为提高工艺管理的科学性和效率提供了方法。
