冲压件拉延产生皱纹分析
2014-10-10杜春艳黑龙江省哈尔滨市交通器材厂
文/杜春艳·黑龙江省哈尔滨市交通器材厂
冲压件拉延产生皱纹分析
文/杜春艳·黑龙江省哈尔滨市交通器材厂
黑龙江省哈尔滨市交通器材厂主要生产汽车零部件,很多零件都需要冲压拉延成形。由于零件在拉延时引起皱纹报废,由此使生产中断,严重影响产品的装配周期。针对这一薄弱环节,本文对冲压成形件拉延皱纹进行了分析和研究,从而避免冲压成形件拉延过程中产生的皱纹。
冲压成形是通过模具对板料施加复杂的外力,并使板料产生流动,这时板内则出现复杂的应力状态。板厚尺寸同其他尺寸相比非常小,薄板的厚度方向的不稳定是必然的。在成形过程中,当材料难以向理想曲面(包括冲模的光滑曲面)流动或板内维持理想曲面的应力状态不稳定时,就会产生皱纹。就薄板材料而言,总是向容易产生流动的方向流动,提高拉伸应力。已经产生皱纹的冲压件,不但尺寸和表面形状不好,而且还可能引起以后的断裂,或使后道工序的加工发生问题。
冲压件的形状各种各样,产生的皱纹形态、原因也各不相同,因此解决皱纹的办法也不同。通常情况下,解决皱纹的办法就是控制材料流动,即控制板内板厚方向的应力状态稳定,采取该办法,就要全面考虑各种因素,尤其是与开裂有关的问题。由于受零件形状等各种因素限制,所以解决它难度很大。本文主要讨论失稳皱纹和堆积皱纹。由板内应力所引起的皱纹叫失稳皱纹,该皱纹产生在毛坯的周边,在出现皱纹之前,材料不发生很大的位移和流动;堆积皱纹是不易贴模部件出现的皱纹,该皱纹是材料向形成皱纹的部位产生较大的流动形成的。
失稳皱纹
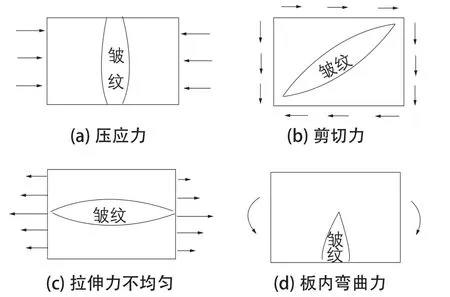
图1 四种外力
本文主要分析凹模洞口内产生的皱纹,并按其产生原因进行分类。
在研究复杂曲面的冲压件前,首先分析最简单的平板形状,在平面应力作用下,平板的板厚方向不稳定(失稳),是由于拉应力、压缩应力、剪应力中的负应力,即由于压缩成分的存在而引起的,引起这种应力状态的外力是有很大区别的,大致可分为压应力、剪切力、拉伸力不均匀、板内弯曲力四种情况,如图1所示。前三种皱纹较为常见,由于冲压成形时很少对材料施加板内弯曲力,所以该类皱纹不太常见。正是由于这些外力所引起的压应力,在平板板厚方向达到不稳定极限(失稳极限)时,因此便产生皱纹,并且皱纹的走向与压缩应力的方向垂直。除了压应力以外,还有其他应力成分作用引起的皱纹,其形状也不相同。
压应力
⑴侧壁产生皱纹。圆锥形件在拉延成形时,由于材料从凸缘部收缩并流入凹模,在圆周方向便产生了压应力。这个压应力在凹模圆角处最大(不包括凸缘部),向中心部的分布情况是逐渐减小。因此,以凹模圆角(材料离开凹模圆角的位置或当凹模圆角半径大时,在与圆角接触的部位也会产生皱纹)为中心产生皱纹,而后扩大到侧壁。
在冲压成形过程中,毛坯悬空(局部毛坯不与凸模或凹模接触)的情况很多,悬空状态下所产生的皱纹多半发生在侧壁。圆锥形制件的侧壁部、前挡泥板、球面等制件(图2)在冲压成形时最容易出现这种情况,这种皱纹与从凹模圆角流入的凸缘皱纹情况相似。由凸缘流入的皱纹一般很小。
⑵凸模底部产生皱纹。由压应力产生的皱纹,一般在成形结束时出现在凸模底部,产生在局部成形的凹下部位及曲率较大的内凹曲线的侧壁部。前者是因为材料流入局部成形的侧壁部造成的,后者是因为材料流入凹模曲线的侧壁部而造成的,这些都是由压缩力所引起的。由此可看出,这些皱纹与凸缘皱纹的产生原因相似,但是因延伸而引起的流入量少,所以和凸缘皱纹相比产生皱纹的情况较少。前者的皱纹只发生在局部成形凹处的拐角部,圆形局部成形不产生皱纹。

图2 侧壁产生皱纹的制件

图3 凸模底部产生皱纹
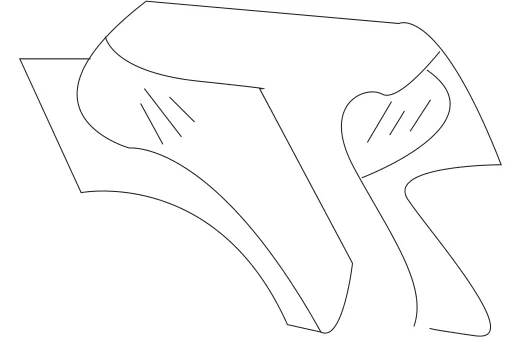
图4 中心支柱剪切力
前述的皱纹多半发生在整体后围窗口、外门后面板的把手和安装车牌的部位。后者的皱纹发生在中心支柱、正面护板上,如图3所示。
剪切力
平板在压应力和剪应力作用下,因剪切时的失稳极限应力比压缩时的极限应力高,所以和压缩时的情况比较不易产生皱纹。冲压成形时,产生拉延凸缘变形和翻边延伸凸缘变形的材料在向凹模洞口流入时,由于侧壁发生干涉,受很强剪切力的作用,侧壁若有斜度就会产生皱纹,这种皱纹产生在周围限制力弱的地方,如中心支柱等,常发生在T字形、L字形的侧壁,如图4所示。
拉力不均匀
平板受不均匀拉力作用时,在与拉力垂直的方向上产生压应力,这就是产生皱纹的原因。当拉力的不均匀程度较大时,也就是当局部承受不均匀的拉力时,很容易产生皱纹。这种皱纹产生在拉力最大的部位上,其走向与拉伸方向相同。在冲压成形时,凸模纵断面或横面形状复杂时,毛坯的局部就要承受不均匀的拉伸力。棱锥台拐角部的侧壁,深拉延成形的鞍形件的皱纹都是由不均匀拉力引起的,尤其是棱锥台拐角部的侧壁皱纹,由于材料收缩流入再加压应力的作用更容易产生(图5)。

图5 拉力不均产生皱纹
堆积皱纹
当材料与冲模表面完全靠紧时,表面积过剩而周边又不能吸收过剩的材料,因此形成了堆积皱纹。由于成形件形状不同,所以该皱纹的状态各异,很难分类。以下主要分析产生堆积皱纹的几种情况。
凸模纵断面形状急剧变化
当凸模纵断面形状急剧变化时,该位置容易产生皱纹。如挡油盘(阶梯锥台状的形状零件)、中心支柱等。如图6所示。
凸模横断面形状急剧变化
制件侧壁有局部的凸出或凹入时,在凸模的端面处容易产生这种皱纹,如图7所示。
凸模中间部位拉延断面小
零件的拉延深度在中间部位浅(折背形),拉延件的中间部位窄(葫芦形),制件的中间部位收缩(鞍形)时,在凸模的端面处产生这样皱纹,如图8所示。
冲模表面形状复杂
冲模表面形状复杂时产生的皱纹和上面所讲的3种堆积皱纹的性质不同,表面形状复杂的零件,在材料已充满凸、凹模间隙时,多余的材料就要产生叠层现象,这种现象一直保持到成形结束,如挡泥板的模具表面复杂,容易出现这种皱纹。
图6~8所示的皱纹和图5所示的拉力不均造成的皱纹,都发生在形状变化急剧的位置上,所以区别比较困难,两种皱纹的不同点是:由于拉力不均匀产生的皱纹发生在拉力最大的线上(棱线等)。由于堆积而产生的皱纹,发生在与形状变化急剧部位相连的较平坦的位置上,这是多余材料向刚性小的平坦部位移动造成的。
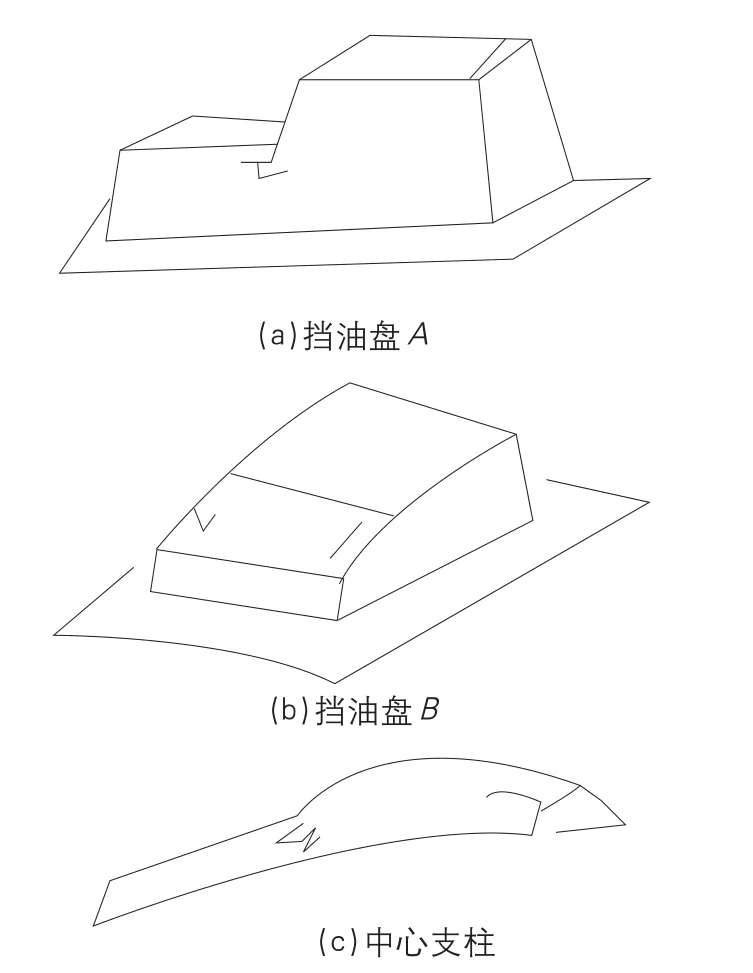
图6 凸模纵断面形状急剧变化

图7 凸模横断面形状急剧变化

图8 凸模中间部位拉延断面小时产生皱纹
