大型锻造车间热处理节能设计
2014-10-10姚景霖俞种宝机械工业第六设计研究院有限公司天津分公司
文/姚景霖,俞种宝·机械工业第六设计研究院有限公司天津分公司
大型锻造车间热处理节能设计
文/姚景霖,俞种宝·机械工业第六设计研究院有限公司天津分公司

能源短缺成为世界关注的问题,节能已成为社会发展的必要。在我国机械工业行业中热处理耗能占有较大的比重,应积极推广和应用节能热处理技术,充分利用能源,提高能源利用率。
目前,我国机械制造企业热处理耗能比重占全厂的25%~30%,有的制造企业热处理耗能比重高达60%左右,是机械工业中的耗能大户。随着我国经济的发展,制造业中热处理系统的数量与日俱增,其能耗量也随之增多,污染加重。我国能源问题也日益突出,主要是两个原因:一方面能源缺口加大,另一方面能源利用率低,浪费严重。我国产品的热处理水平(包括热处理技术和热处理设备)与世界先进水平之间还存在很大的差距,造成我国机械制造及热处理行业的耗能非常大,其平均耗能比日本、欧美多出2倍之多,具体比较详见表1。
为了经济的持续发展,响应国家工业节能“十二五”规划的节能要求,在大型锻造车间热处理设计中应做好节能设计,提高能源利用率,节约能源。

■ 表1 国内外热处理能源消耗及技术比较
大型锻造车间热处理工艺主要为退火、正火和调质处理,锻件通过退火、正火、调质处理使晶粒得到细化,对奥氏体晶粒遗传比较严重的钢则往往需施行多次正火、退火才能使晶粒细化或达到一定程度的细化。锻件的热处理工艺曲线如图1所示。
通常,大型锻造车间的热处理工艺在产品选定时就已经确定,车间热处理节能设计主要体现在生产管理、工艺选择、设备的选用、余热回收利用等方面。
生产管理节能设计
大型锻造车间热处理最为有效的节能方法是合理的生产管理方式和合理的生产管理体制,其中采用专业化集中生产方式可以显著提高热处理加热设备的负荷率。如采用连续式生产、减少空炉升温的能耗、缩短辅助时间等措施,可降低产品的成本,节约能源;通过微机自动化调控管理生产,合理调配热处理时间,可大大提高能源利用率。
在生产管理中,通过车间微机智能控制网络(图2)对热处理设备进行数值分析,合理分配热处理设备,控制调配生产进度,同时对炉温进行数学模拟计算,调节燃气/空气的最佳燃烧比,在相应的监控仪器、阀门、温控仪表及相关硬件装置的默契配合下,可大大节约能源。
生产班制的组织不当,会造成热处理加热设备不能连续工作,如只采用一班制或经常停产,就会增加炉子的升温时间,热损失严重。合理的班制设计对热处理节能、降低产品成本有着重要的作用,有条件的情况下应设计采用三班制集中连续式生产方式。
生产工艺节能设计
在锻件生产过程中,根据生产实践对锻件热处理工艺做优化,充分提高能源利用率。如利用锻造余热正火,在对低碳合金钢终锻后,以一定速度冷却到500~600℃,立即加热到Ac3线以上进行正火处理,可大大减少能源的消耗。
例如20CrMnTi等低合金钢零件,锻坯采用正火+高温回火工艺,930℃×2h正火+700℃×2~3h高温回火,回火后的硬度为150~200HBS,有利于彻底消除粒状贝氏体,利于切削加工,没有必要采用退火工艺。
显而易见,锻件的热处理工艺优化设计,其节能效果非常显著,应在锻件热处理中推广应用。

■ 表2 装炉量100t/有效尺寸3m×8m的两种台车炉的能耗比较

图3 蓄热式台车炉废热回收利用原理
节能设备的选用
锻造车间的热处理设备主要为台车炉,针对锻件的退火、正火和调质工艺,一般采用台车电炉、台车燃气炉加热,节能型炉主要有换热式和蓄热式。根据当前热处理设备的发展状况,在锻造车间热处理设计时可选用先进的换热式和蓄热式节能型炉,其中蓄热式主要用于加热温度>950℃的锻件的加热,其节能效果比换热式显著。
全纤维节能型蓄热式天然气台车炉可使炉壁表面温度由50℃降至5~10℃,炉子综合节能效率可达50%。装炉量100t/有效尺寸3m×8m的换热式和蓄热式台车炉的能耗比较见表2,可以看出蓄热式台车炉的节能效果要更加显著。
节能型台车炉应用的节能技术主要有以下几种。
燃烧(加热)的精确控制节能技术
对于燃气热处理炉,自动调节和控制是实现天然气/空气最佳燃烧比和精确控制的核心,采用最佳燃烧比是节约能源、减少烧损的重要措施。如采用双交叉控制方式,保证煤气/空气的最佳混合比,建立工艺过程中工件瞬时温度场的数学模型,选择最佳允许加热速率,智能控制燃气炉工艺温度,进而实现优化加热速率和实时控制,可充分降低能源消耗,实现设备节能。
高效燃气辐射管技术
高效燃气辐射管是燃气的燃烧器和烧嘴组成的装置,该装置可使煤气/空气的混合比达到最佳,充分燃烧燃气,提高了能源的利用率,且控制系统精确稳定,可靠性高。
台车炉废热利用技术
蓄热式台车炉废热回收利用如图3所示,通过蓄热器内的蓄热体蓄热,利用烟气余热使空气预热到烟气温度的80%~90%,在锻件加热过程中应用的热效率高达80%以上。
当烧嘴A工作时,所产生的大量高温烟气经由烧嘴B排出,与蓄热体换热后,可将排烟温度降低到200℃以下甚至更低;一定的时间间隔以后,切换阀使燃烧空气通过烧嘴B的蓄热体,空气将立刻被预热到烟气温度的80%~90%,烧嘴B启动的同时,烧嘴A停止工作,而转换为排烟和蓄热装置。通过这种交替运行方式实现烟气余热回收和燃烧空气的高温预热,同时余热回收方式也从以往的集中式改进为分散式,温度控制更易于实现。分离组合燃烧器,形成各自独立的通路,提高了每个区段的燃烧完全性,提高了能源利用率。
与普通台车炉相比,高速蓄热式台车炉的热回收率可达80%~90%,远远超过50%~60%的传统热回收率,并解决了高温加热炉烟气余热回收的难点问题,大幅度降低了排烟温度,使排烟温度降到200℃左右。
余热回收利用

图4 某公司锻造车间热处理烟气余热回收利用示意图
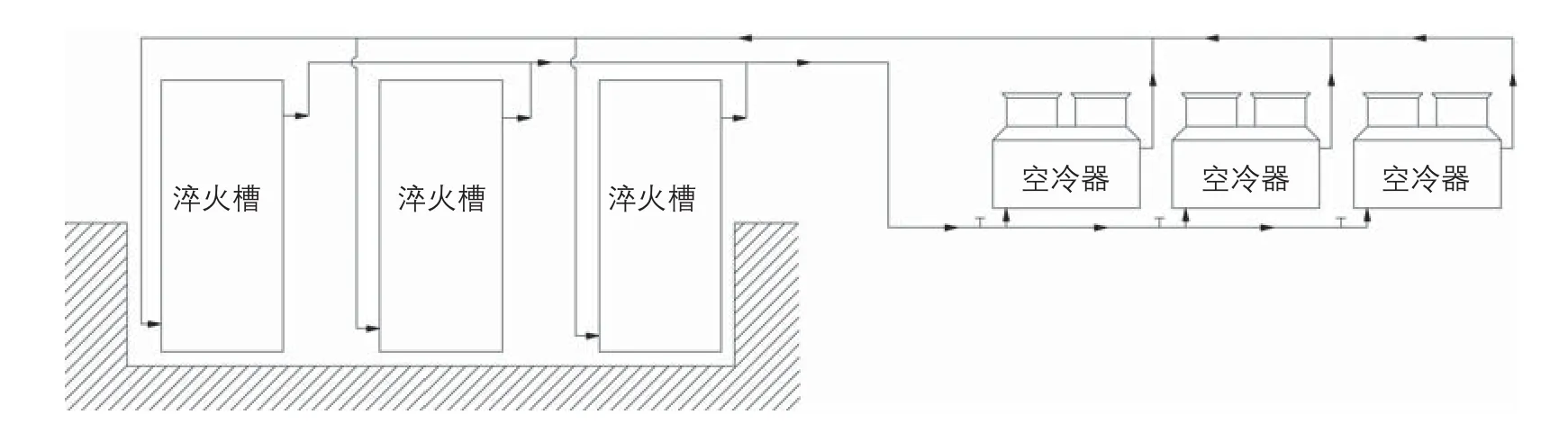
图5 空气冷却循环系统示意图
除热处理炉本身的蓄热余热回收利用外,还可通过集中收集多台热处理炉的烟气,经余热换热装置(图4)把高温烟气中的余热转换为热水或热气,供车间办公用,如洗澡、采暖及设备热水源。
其他节能措施
锻件调质淬火剂冷却系统的节能设计
锻件调质淬火剂冷却采用空气冷却器冷却,冷却能力比传统方法提高了30%~60%,降低了设备风机功率,减少了耗电量,用空气冷却循环系统取代传统的换热器循环系统,可节水节电20%。
用空气冷却循环系统(图5)代替常规的水冷循环系统冷却淬火水或淬火油,可大大节约用水量。如大连重工集团热处理厂应用的4m×8m×4m油槽循环冷却系统,在采用了空气冷却循环系统后,每年可节约用水40000t以上。
工夹具、料框的节能设计
选用零件的工夹具及料框时,应从节能角度科学设计、合理选材,这样也可提高能源的利用率。
节能效果
通过以上的生产管理节能设计、生产工艺节能设计、节能设备的选用、余热回收利用、淬火剂冷却系统的节能设计以及工夹具和料框的节能设计等,可使大型锻造车间的综合能耗比一般的大型锻造车间的综合能耗减少40%左右。
结束语
我国大型锻造车间热处理节能空间大,采用先进的管理方式、合理地设定生产班制、选用节能的设备、采用余热回收利用技术等,可大大降低大型锻造车间的综合能耗,带来可观的社会和经济效益。
姚景霖,热处理工艺设计师,主要从事工厂热处理专业车间的设计,负责设计的天津华建天恒传动有限责任公司大功率风电齿轮箱的热处理项目达到国际一流水平。
