散货船舱口盖舾装工事焊接工艺改进方法
2022-08-23钮东辉
钮东辉
(南通中远海运川崎船舶工程有限公司,江苏南通 226000)
0 引言
作为重要的船体舾装件,舱口盖通常用来遮蔽舱口,保护舱内货物不受风浪和雨水的侵袭。舱口盖舾装工事的进度对船舶建造周期影响很大。散货船舱口盖导轨及压紧扁钢均为平直角焊缝,焊接量大、焊接要求单一且焊接作业重复率高,利于机械化代替人工作业。此外,舱口盖上作业空间狭小,人员作业姿势勉强,且存在磕绊及高空坠落的安全风险。使用台车对导轨及压紧扁钢进行焊接作业,可改变人员作业位置,从高处作业改为平面作业,有效提升焊接效率。
1 人工焊接能力现状调查
1.1 焊接效率
61 000 t散货船采用折叠式舱口盖:直导轨长度为120 m,焊缝形式为3层双面角焊缝;压紧扁钢长度为400 m,焊缝形式为单层双面角焊缝。人工焊接耗时见表1,直导轨的平均焊接速度为1.5 m/h,压紧扁钢的平均焊接速度为3.5 m/h。
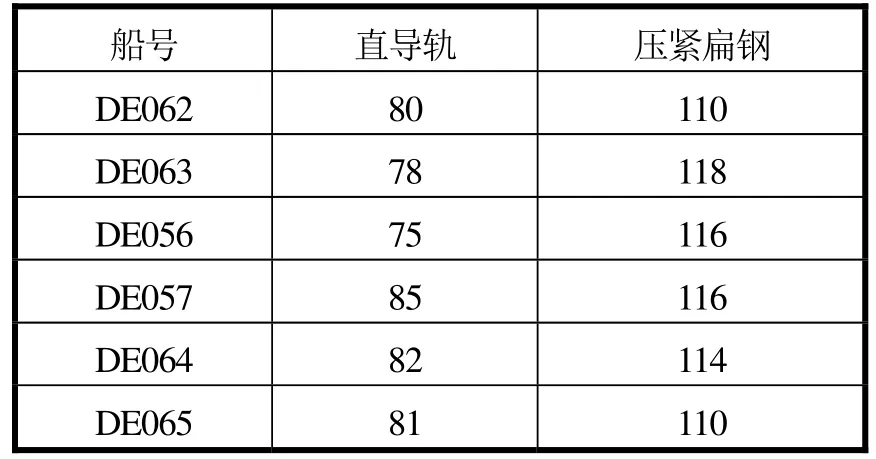
表1 人工焊接耗时(单位:h)
1.2 焊接质量
由于舱口盖上作业空间狭小,人员作业姿势勉强,且需要两侧间断焊接,焊接过程中人为调整较多,易产生飞溅、焊渣、表面气孔及咬边等焊接缺陷,焊缝成型一般,需增加打磨等后处理作业。
2 台车焊接可行性分析
2.1 理论分析
1)61 000 t散货船舱口盖直导轨和压紧扁钢的焊缝形式均为平直的角焊缝,焊接要求单一。
2)焊接行进路线单一,调整少,易实现台车焊接。
3)台车行进路线及焊枪的角度需留有避让舱盖垫块及限位的空间,以便实现台车的行进路线连续化。
4)由于舱口围板尺寸有限,无法用于台车行进的导向,因此需要为台车配备行进导轨。该导轨可灵活铺设,使台车的行进轨迹与舱口盖轨道及压紧扁钢平行,以便于台车焊接。
5)焊接台车的枪头夹要便于灵活调整,以适用于不同类型的舱口盖,并尽量减少行进路线上舱口盖限位等因素造成的干扰。
2.2 台车方案
舱口盖限位垫块可分为Fx-stopper、Fy-stopper和Fz-stopper等3种类型,61 000 t散货船单个货舱对各类型垫块的需求为:Fx-stopper 8块,Fy-stopper 6块,Fz-stopper 28块,总计42块。限位垫块在舱口围板上沿着压紧扁钢的方向进行布置,见图1。

图1 垫块布置情况(单位:mm)
垫块的高度、位置和数量是焊接台车行进路线的主要制约因素。综合考虑舱口围板较窄的现状以及现场实际条件,制定合适的焊接台车方案,见图2。
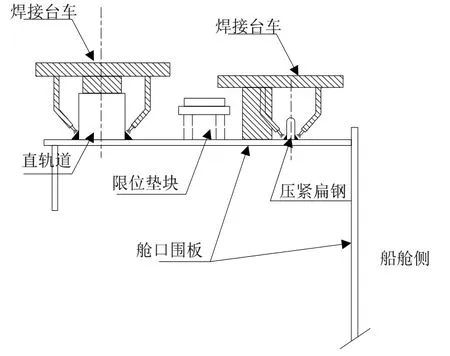
图2 焊接台车方案(单位:mm)
1)焊接台车夹持双焊枪,自带吸附式导轨。对于直导轨,台车自带的吸附式导轨可临时安装在舱口围板和直轨道表面,导轨方向与被焊部件平行,焊枪分布于焊接台车的两侧;对于压紧扁钢,由于其宽度仅有16 mm,台车自带的导轨只能吸附在舱口围板上,焊枪只能分布于焊接台车的单侧。由于台车导轨和被焊接件的相对位置不同,台车样式需要能灵活组装以满足舱口盖直轨道和压紧扁钢的焊接要求。
2)在焊接压紧扁钢时,由于受到舱口盖垫块的阻碍,台车导轨的高度需要高于垫块,以保证台车导轨铺设的连续性。
3)由于舱口围板的平面度存在制作误差,故被焊接件与面板之间存在的缝隙略有不同。此外,由于被焊接件的直线度也存在制作误差,这就要求台车的焊枪具备简便调节功能。
在进行市场调研和考察的基础之上,结合上述方案对焊接台车进行研发和改进。焊接台车示意图见图3。

图3 焊接台车示意图
3 焊接台车应用
3.1 直轨道焊接
直轨道焊接如图4所示,将焊接台车的导轨吸附在被焊接件的表面,焊枪位于台车的两侧,其运行轨迹与焊缝平行。台车枪头方向可灵活调整,可对轨道内外同时焊接。台车的铝合金轨道吸附在直轨道表面,定位及对接方便,焊接的连续性得到保证。

图4 直轨道焊接示意图
3.2 压紧扁钢焊接
压紧扁钢焊接如图5所示,将焊接台车的导轨吸附在舱口围板的表面,焊枪位于台车的单侧。台车夹持双枪头,可对压紧扁钢内外同时施焊。台车的轨道高度可有效避开垫块的干扰,进而保证焊接的连续性。人员可站在甲板的马凳上施工,可有效降低高处坠落的风险。

图5 压紧扁钢焊接示意图
3.3 焊接效果
焊接台车对直导轨的平均焊接速度为2.96 m/h,对压紧扁钢的平均焊接速度为10 m/h,作业效率分别为人工焊接的1.97和2.86倍,显著节省了人力。台车焊接质量见图 6,焊缝成形美观,仅需少量打磨处理。

图6 台车焊接质量
台车焊接在安全、成本、工程方面具备如下效果:
1)安全方面。台车焊接可降低作业人员的劳动强度,避免高处坠落的安全风险。
2)成本方面。台车焊接可节约脚手配合的成本。
3)工程方面。台车焊接可有效推进船舶舱口盖工事中的自动化生产,迎合快速的造船节奏。此外,该焊接台车也能应用于侧移式和吊装式船舶的舱口盖舾装工事,通用性较强。
4 结论
舱口盖是重要的船体舾装件之一,其工事进度对船舶建造周期影响很大。本文以某61 000 t散货船为例,对舱口盖轨道和压紧扁钢焊接现状进行分析,并分析台车焊接的可行性。研究表明:台车焊接不仅能有效提高焊接效率和质量,还能降低造船成本,扩大造船产量,提升造船效益。