重型汽车转向节锻造工艺的研究与应用
2014-10-10韩海河王文清庄志强周拥军唐康内蒙古一机集团富成锻造有限责任公司
文/韩海河,王文清,庄志强,周拥军,唐康·内蒙古一机集团富成锻造有限责任公司
重型汽车转向节锻造工艺的研究与应用
文/韩海河,王文清,庄志强,周拥军,唐康·内蒙古一机集团富成锻造有限责任公司
转向节是汽车上的关键零部件,它既支撑车体重量,又传递转向力矩和承受前轮刹车制动力矩,是汽车上的重要安全零件之一。由于大量的市场需求和可观的技术附加值,该类产品被技术先进的国家视为专有技术产品,国内各生产厂家也保守其工艺秘密。
如图1所示的转向节应用于奔驰前驱动车,其形状复杂,尺寸精度要求高,锻件成形困难,对预、终锻模具寿命和锻件质量稳定性提出了很高的要求。
重型汽车转向节一般属于形状不对称、截面变化剧烈、成形难度大的复杂枝类锻件,设计组根据奔驰前驱动车转向节的特点,参考了大量的成熟工艺,结合我公司的设备状况,经反复计算、论证,最终确定了预锻、终锻的成形方案。
预锻分析
因省略了制坯工序,故预锻需要达到制坯、预锻两道工序的效果,这就对预锻工艺的设计提出了更高的要求。根据产品形状特点,分模面设计为垂直于杆部且通过筋部及凸台中心;将杆部各台阶简化成锥杆,以减小金属的填充阻力;杆部与法兰盘面连接处设计成正挤变形区,即“漏斗”,以便杆部的正挤成形;因预锻成形时,上模外形受锻件形状限制筋部较深较窄,故冲头必须向上抬起一定高度,以减小上模筋部型腔深度。

图1 奔驰前驱动车转向节

图2 预锻充型情况
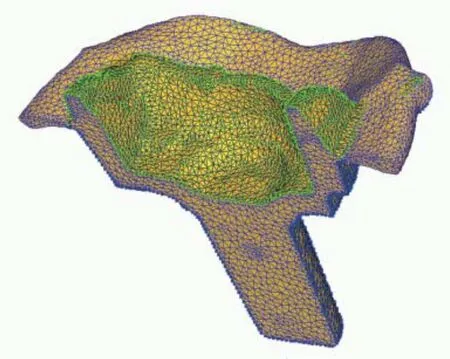
图6 终锻充型情况
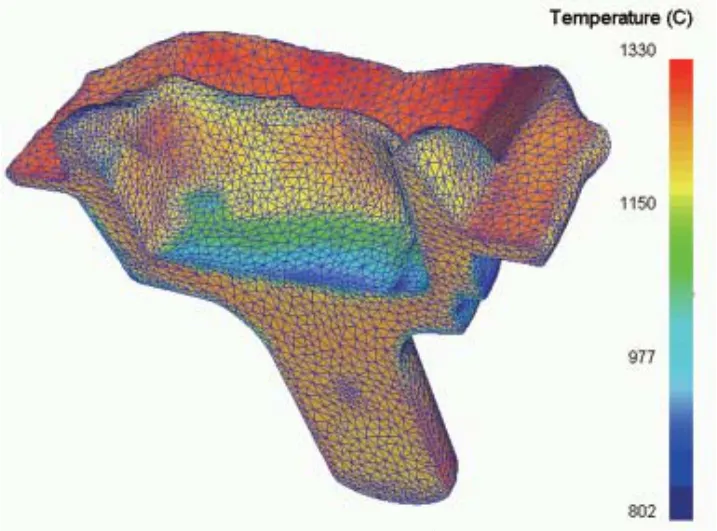
图3 预锻件温度分布

图7 终锻件温度分布

图4 预锻件等效应力分布
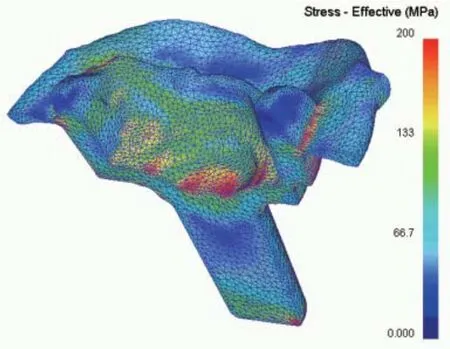
图8 终锻件等效应力分布
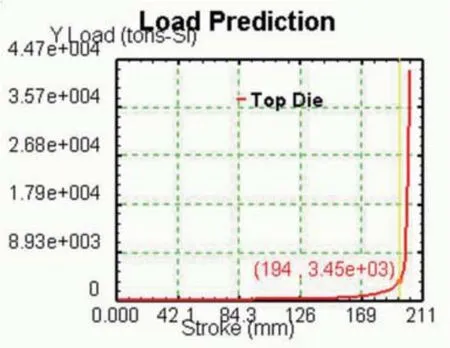
图5 预锻工步载荷—位移曲线
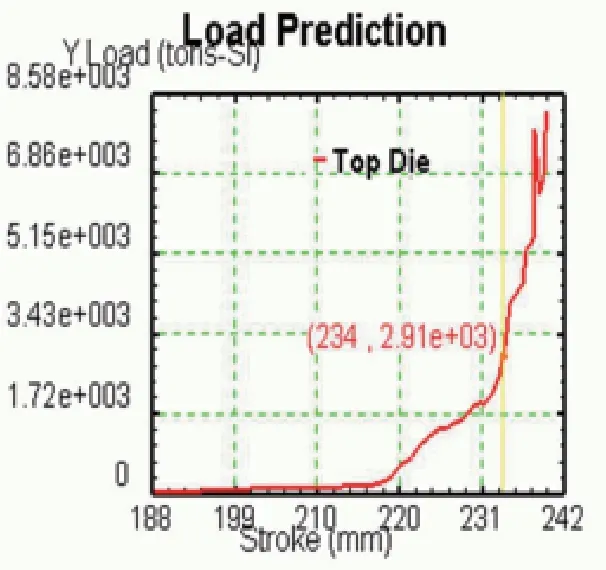
图9 终锻工步载荷—位移曲线
为保证终锻有足够的金属进一步填充型腔深处,除增加预锻件厚度外,还需在预锻件的冲头部位预留有一定的金属,这部分金属位于锻件的中心位置,受压时易于向两侧法兰盘和杆部补充金属且不易流向飞边。预锻充型情况、温度分布、等效应力分布及载荷—位移曲线分别如图2、3、4、5所示。
终锻分析
加热温度对金属材料变形抗力的影响非常显著,要降低锻造成形力,必须尽可能地提高始锻温度。通常将42CrMo的始锻温度控制在1180~1220℃之间,考虑该工艺采用中频炉加热,加热时间短,不会产生严重的氧化现象,故设计组将始锻温度提高80℃,即为1260~1300℃,以降低锻打时坯料的变形抗力。
在小批量试生产时,终锻杆部顶端有未充满现象,考虑到预锻设计时增加金属流向模膛外阻力、减小金属流向杆部的原则,通过调整预锻、终锻的打击能量,增大预锻成形比例,以此提高终锻时金属充满模膛的能力,调整后的参数可以满足锻件充满要求。终锻充型情况、温度分布、等效应力分布及载荷—位移曲线分别如图6、7、8、9所示。
结束语
根据奔驰前驱动车转向节的形状特点和实际锻造条件,设计组设计了合理的预锻、终锻工序,同时结合先进的锻造有限元分析软件,最终生产出了满足用户使用要求的合格锻件。奔驰前驱动车转向节装车测试结果表明,锻件质量优良,与有限元分析结果吻合,工艺方案合理,可实现高质量、低成本的绿色生产。
