大型曲轴自动化生产线的安全总线系统
2014-10-10姚宏亮陈贺静酆亚楠苏畅易家彦北京机电研究所
文/姚宏亮,陈贺静,酆亚楠,苏畅,易家彦·北京机电研究所
大型曲轴自动化生产线
的安全总线系统
文/姚宏亮,陈贺静,酆亚楠,苏畅,易家彦·北京机电研究所

姚宏亮,工程师,主要从事锻压生产线的自动化研究与应用。
随着产能的不断提升,锻造厂对设备自动化的要求越来越高。锻造自动化生产线既要保证设备安全生产、可靠性高,又要保证设备操作灵活、易维修。为了最大限度地避免设备造成的不安全状态、保护生产装置,防止恶性事故的发生、减少损失,安全控制系统应运而生。
该系统中控制模块由于其采用冗余、多样的结构,而且有自我检测和监控的功能,可靠的电气元件、反馈回路等安全措施,可以在自身缺陷或外部故障的情况下,依然能够保证安全,并且可以及时将故障检测出来,发出警告,从而在最大程度上保证了整个安全控制系统的正常运行,保护了人和设备的安全。
自动化生产线安全概述
典型大型曲轴锻造生产线如图1所示,全线长度85m,宽20m,锻件温度在1250℃,锻件质量有上百千克,生产节拍为40~55s/件。整条生产线包括中频加热炉、机器人、热模锻压力机、传送装置、切边压力机、精整压力机、热处理装置等在内二十余台设备。现场还有多个安全门和若干个紧急停止按钮,分别分布在加热区、辊锻区、模锻区、切边区和精整区五个工作区域中。
五个区域中所有设备均具有急停功能,并且区域有可供人员出入的安全门。rock储料区由于有机器人频繁出入,故此区域为危险区域,还需在此区域安装安全雷达保证人员安全。

图1 大型曲轴锻造生产线示意图
⑴中频加热区(图2)采取的安全措施。中频加热区域内所有设备均应具有急停功能,并且区域有可供人员出入的安全门。同理rack储料区由于有机器人频繁出入,此区域应安装安全雷达,一旦人员进入到红色保护区,区域内设备应紧急停止以保证人员安全。图3为安全雷达危险防护示意图。
⑵辊锻区(图4)采取的安全措施。辊锻区域内所有设备均应具有急停功能,并且该区域还要有可供人员出入的安全门。辊锻机的辊锻启动信号应由安全系统控制,需要由电子凸轮控制轧辊的安全位置。
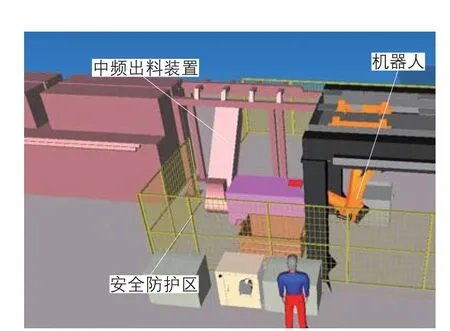
图2 中频加热区的布置图

图3 安全雷达危险防护示意图

图4 辊锻区的布置图

图5 模锻区的布置图
⑶模锻区(图5)采取的安全措施。热模锻压力机有大量的安全信号(比如双手操作、脚踏开关、压机滑块位置、压机动作信号、阀信号、干涉信号等)需要接入安全控制系统,机器人与压力机之间要加安全光栅,在模具中的锻件需要由图像识别系统确认位置安全。该区域内的所有设备均应具有急停功能,并且有供人员出入的安全门。
⑷切边和精整区(图6)采取的安全措施。切边和精整区同样也有大量的安全信号需要接入安全控制系统,机器人与压力机之间加安全光栅。区域内所有设备均应具有急停功能,并且区域有可供人员出入的安全门。
生产线设备安全等级划分
要实现工作人员和设备的安全,首先要明确生产线设备存在的风险和风险的程度。锻造生产线需要运用到各种各样的设备和技术,这些设备根据不同应用和其本身的风险程度,有不同的安全要求。
欧洲标准EN954-1中风险等级分为B、1、2、3、4,分别由低到高。以锻造生产线中的压机设备为例,经过分析,由于压机滑块会对人员造成重伤或死亡的危害,风险等级为S2;工作人员需要将加工件放入压机之下进行加工,连续工作12h,也就是说操作人员需要经常面临此危险,所以要选择F2;而滑块下落的时间远远低于人员反应和动作的时间,即为人员几乎不可能避免此危险,所以要选择P2。
图7中的图表常被用于机械的等级判断。由图7可知,压力机工作区域的安全等级要求为4级。依此类推,锻造生产线上的设备安全等级均要达到最高安全等级。

图6切边和精整区的布置图

图7 机械等级的判断图表
安全系统的应用
曲轴锻造自动化生产线中,每个工作区域都要有若干安全门、紧急停止按钮、安全光栅、安全雷达等安全装置,大部分的安全功能都分布在工作现场,此外锻压机械中还有大量的安全信号需要接入安全控制系统,整条生产线安全功能有数十个,并且以复杂的逻辑关系贯穿于整个安全控制系统中。在这种情况下,安全可编程控制器和安全总线系统是最为合适的解决方案。我们单位采用PILZ公司的PSS可编程控制器和SafetyBUS p安全总线来构建整个安全控制系统。该控制系统网络结构图如图8所示。
PSS可编程控制器
PSS可编程控制器适用于中、大型的安全控制系统,可以实现复杂的逻辑关系。PILZ的安全可编程控制器PSS的CPU采用冗余的多处理器结构。各个处理器之间相互监控,一旦出现不一致,立刻使控制器处于安全状态,并且发出报警信息。同时,安全可编程控制器PSS对内部的RAM、EPROM、输入输出寄存器等元件进行实时监控,并且采用特殊的测试脉冲对输入信号和输出被控元件进行检测,一旦出现任何不安全隐患,控制器立刻切换至安全保护状态。
安全总线系统SafetyBUS p
PILZ安全总线系统SafetyBUS p则适用于大型、离散式的安全控制系统。其原理是在原有工业现场总线的基础上,采用了一系列的时间检测、地址检测、连接检测和CRC冗余校验等措施,达到高的安全等级。通过SafetyBUS p安全总线可以将分散在现场的安全输入信号通过一根电缆集中至PSS主站进行控制。同时,PSS可以通过普通现场总线如Profibus、DeviceNET与现场的其他系统进行通讯。
标准现场总线系统基本上不可能在任何情况下都保证安全数据的传送。例如,光安全保护装置是装在压力机上插入手的前面的:如果此保护装置被阻断了,而此信息在传到关机装置的途中丢失了,那么操作人员就会非常危险了。

图8 控制系统网络结构图
而在安全总线系统中,作为先决条件,随机重复和电报或电报片段的丢失/插入必须进行安全检测。当正确的电报序列被重新安排或者数据滞后甚至出现许多错误时,同样会进行这些工作。所有这些潜在的个别错误及其组合不会导致安全功能降级。任何时候,安全地停止潜在危险动作都是能办到的。
锻造生产线的安全系统通过SafetyBUS p安全总线将离散分布在庞大生产线中的安全信号传递到PSS可编程安全系统中加以处理,然后驱动远程输出模块来进行安全输出。
I/O站控制模块
控制模块采用PSS SB DI16、PSS SB DI8/O8、PSS U系列I/O模块具有冗余、多样的结构,加之以自我检测和监控、可靠电气元件、反馈回路等安全措施。输入模块具有两路不同的测试脉冲,检测安全输入信号的断路和短路,输出模块具有测试脉冲,检测输出信号的短路。继电器的输出采用强制断开继电器,确保输出触电可靠,避免粘连。所有输入输出采用双回路并加测试脉冲,输出加反馈触点。
安全功能I/O分组
由于锻造生产线的庞大,某些设备间有着密不可分的联系,有必要把生产线划分区域安全小组,为了在安全总线系统重新产生这些再分结构,应该把总线分成安全组。为满足此要求,生产线中每个SafetyBUS p上的I/O从站可以被分派到某个I/O小组。如果生产线中某个I/O小组中的设备出了问题,只有被影响的I/O小组会进入安全状态,生产线的其他部分仍然继续正常运行。例如:辊锻区出现安全故障,导致该I/O小组安全关断,却不会影响到模锻区、切边区等其他安全区域的运行。这样的机制,即使出了故障,整个生产线仍然可以保持很高的有效利用率。
结束语
随着国内对安全生产、以人为本的经营理念的不断认知,国内锻造厂商对安全自动化技术的要求将会不断提高。在锻造这种高温高速重载,现场设备离散分布的复杂环境下,安全总线控制系统势必成为锻造生产线安全控制的必然趋势。
