超薄QBe2CY弹簧片时效后显微硬度值偏低原因分析及改进方法
2014-10-08许东彭丽娟
许东,彭丽娟
近年来,弹簧片需求数量的不断增加及滚动组批投产的生产策略,加工数量猛增,各种规格零件的年投产数量在6000~8000片之间。由于该弹簧片作为某产品重要用途的弹性元件,要求非常薄,厚仅为0.2mm,同时外形要求一致性好,无翘曲,具有适合的刚度。弹簧片形状如图1所示。
弹簧片的显微硬度值技术要求极严,每炉批次时效处理后的显微硬度要求达330~360HV。弹簧片每炉批次时效处理后出现较大比例显微硬度值偏低现象,如果不解决显微硬度值偏低的问题,将势必影响产品的质量和产品生产成本。为此,我们对影响弹簧片显微硬度值偏低的因素,如时效工艺参数、工装厚薄尺寸及冷却方式等进行分析及试验,试图从中找到提高弹簧片显微硬度值的方法。
1.试验内容
(1)试验用材料及主要试验设备 试验选用材料0.2mm厚的QBe2铍青铜CY态冷变形大于81%的板材为研究对象;时效设备采用北京机电研究所生产的WZDT—45型;辅助工具专用仿形工装。
(2)材料的化学成分及性能要求 试验用QBe2CY铍青铜的化学成分与性能见表1。
(3)材料的显微硬度值 显微硬度要求330~370 HV。
2.显微硬度值影响因素
(1)时效工艺参数对显微硬度值的影响 铍青铜一般常用时效温度为310~330℃,保温时间为1.5~3h。
图1 超薄弹簧片
在QBe2铍青铜时效工艺参数范围内分3个组别,每组进行3个不同时效温度、同一保温时间的工艺参数进行试验,淬火冷却介质为高纯氮气。3个组别工艺参数见表2。
从表2结果显示,采用第三组中工艺为时效温度320℃、保温时间160min处理后的试样硬度均可满足技术要求,显微硬度330~360HV的要求。在时效工艺范围内调整工艺参数对弹簧片显微硬度值有着重要的影响。
(2)工装厚薄尺寸对显微硬度值的影响 时效专用仿形工装采用两种不同工装厚薄尺寸8mm和5mm,如图2所示。
工装厚薄尺寸的不同导致时效处理过程中弹簧片的受热状态不同,薄的部分加热速度快,而厚的部分加热速度慢,导致弹簧片易发生过时效软化现象,使强化相γ相向晶界处聚集并球化,晶内强化相减少,强度、硬度值有所下降,同时还易产生脆化现象。工装厚薄尺寸受热状态不一致,引起弹簧片时效后的显微硬度。厚度为8mm和5mm的工装时效后硬度参数如表3所示。
从表3中结果看:不同厚度时效工装处理的弹簧片显微硬度相差40HV。可见,控制时效工装厚度尺寸对弹簧片时效后的显微硬度值影响较大。
(3)冷却方式对显微硬度值的影响 采用专用平台码放及支架码放两种冷却方式作对比试验。冷却方法:炉冷到200℃快速充高纯氮气。码放冷却方式如图3所示。
专用平台码放冷却方式时效处理后的显微硬度总平均值为324.2HV,支架码放冷却方式时效处理后的显微硬度总平均值为337.5HV。结果见表4。
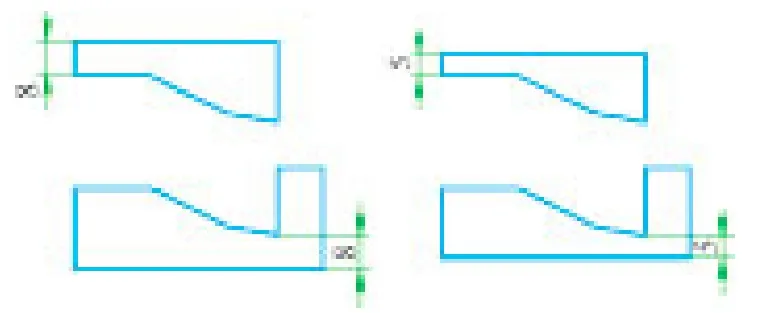
图2 专用仿形工装图

表1 试验用QBe2铍青铜合金成分与性能

表2 试验工艺参数及结果
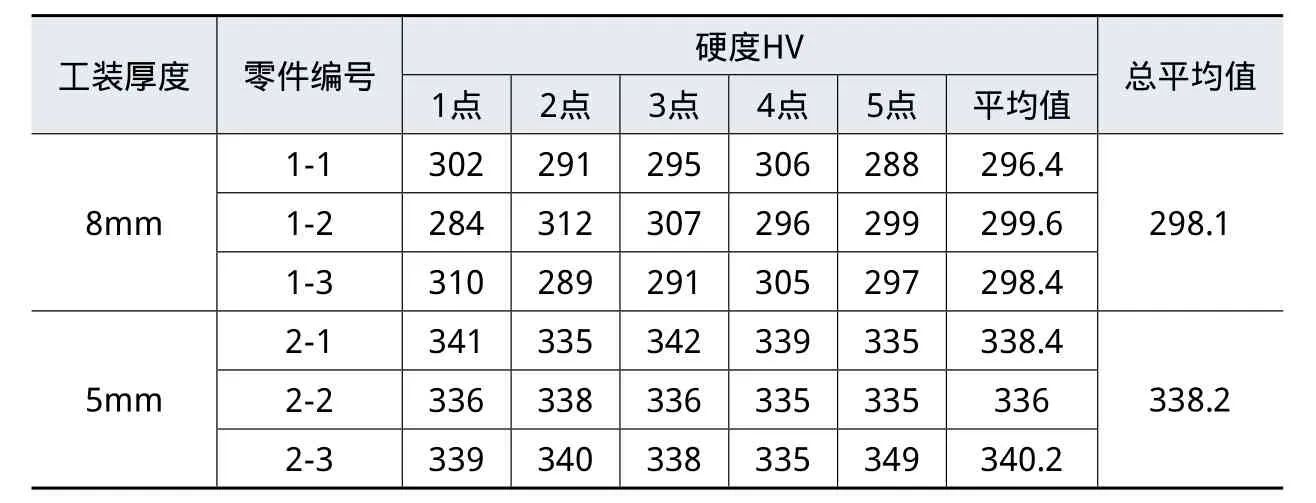
表3 不同工装的试验结果

表4 对比试验结果
从试验结果可以看出,采用支架码放冷却比专用平台码放冷却时效处理后的显微硬度值有明显的提高。专用平台码放冷却时,专用平台较厚,快充高纯氮气冷却后,易造成专用平台的冷却速度较慢,使上部的冷速大于下部+专用平台的冷速,使弹簧片冷却滞后,局部弹簧片易形成过时效组织,γ相沿晶界析出呈网状,造成晶界反应,引起弹簧片时效后显微硬度值偏低。
专用支架码放冷却时,专用支架各横梁之间间隙较大,快充高纯氮气冷却后,使专用支架上的工装冷却速度均匀一致,不易出现弹簧片冷却滞后的现象,弹簧片时效后组织中晶内有少量的析出物,晶界较细,γ相未沿晶界析出,晶界反应量较小,有助于提高弹簧片时效后显微硬度值。
由于两者的码放方式造成冷却速度不同,从而引起显微硬度值出现差异,专用支架码放冷却对提高弹簧片时效处理后的显微硬度值有明显的作用。
3.改进方法及效果
经过分析和比较认为:时效工艺参数采用320℃、保温160min,炉冷到200℃快速充高纯氮气冷却;时效专用仿形工装采用工装厚薄尺寸以5mm为宜,如图4所示。冷却方式采用支架码放冷却,满足弹簧片时效处理后的技术要求。
为了确定最佳优化工艺方法,用批量弹簧片进行五批次三炉试验验证,测量结果如表5所示。
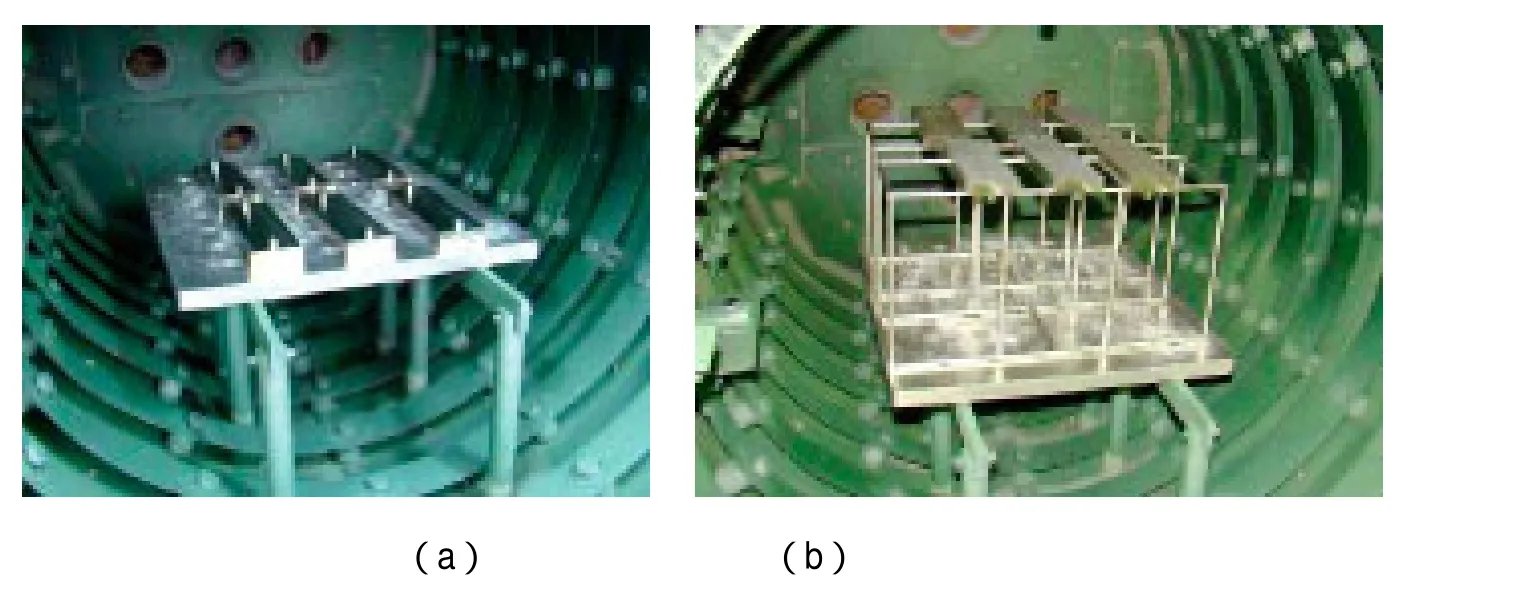
图3 码放方式
图4 时效专用仿形工装
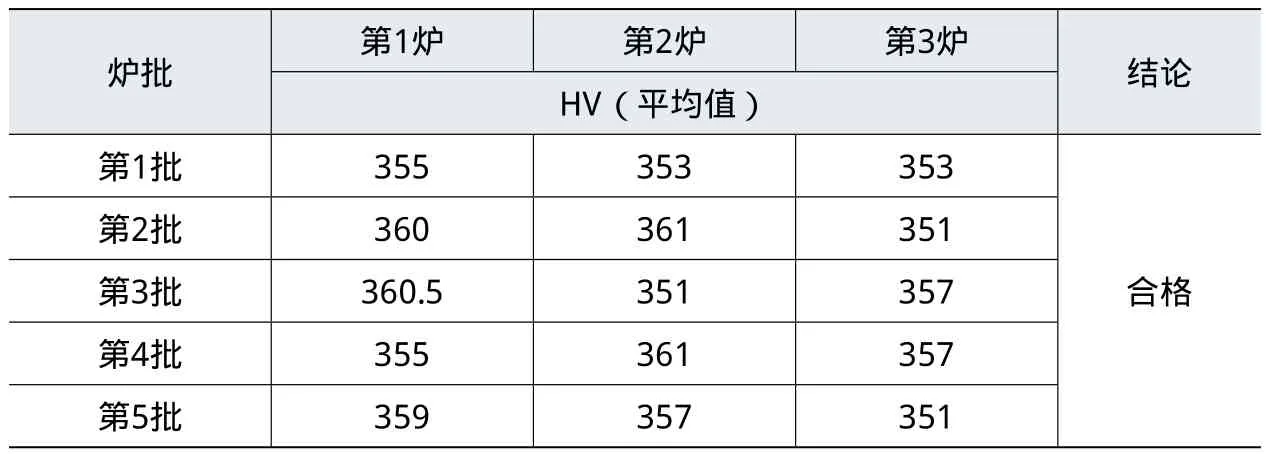
表5 显微硬度测量结果
用批量弹簧片进行时效处理,结果表明弹簧片的显微硬度值达350HV以上。目前,弹簧片时效处理后的质量稳定,满足了产品生产与技术要求。
4.结语
超薄QBe2铍青铜弹簧片时效处理后显微硬度值偏低主要因素是时效工艺参数、工装厚薄尺寸及冷却方式。
(1)采用最佳工艺参数为时效温度320℃、保温160min炉冷到200℃快速充高纯氮气冷却。
(2)采用时效专用仿形工装厚薄尺寸控制在5mm以内。
(3)最佳冷却方式采用支架码放冷却。20140517
