剥模树脂砂造型若干技术问题探讨
2014-10-08冯智鹏蒋云峰乔腾
冯智鹏,蒋云峰,乔腾
我厂是传统木模树脂砂铸造厂,自2011年引入剥模树脂砂造型工艺,以应对当前的市场需求。与传统木模树脂砂造型相比,剥模树脂砂造型具有节能环保、成本低、设备需求低、可循环利用等特点。剥模树脂砂造型工艺,是采取特殊的工艺手段用泡沫制作模样、芯盒,然后用树脂砂造型的方式。
1.剥模树脂砂造型的适用范围
(1)小批量产品 订单较少、形不成批量的产品,制作木模成本高。
(2)单件或大件 某些吨位较重、客户需求量少的产品,制作木模成本高。
(3)客户试验件 某些客户需要试验某些样机,但又没有改变原模样的要求。
(4)有特殊交货期的产品 对于交货期特别紧的产品,可采取剥模树脂砂造型工艺,以缩短工期。
(5)特殊结构的产品 有些特定结构的产品无法用消失模方法造型,有些厂家受硬件设备的影响无法采用消失模造型,都可以使用剥模树脂砂造型。
2.剥模树脂砂造型的注意事项
(1)主要和重要加工面的机加工余量应适当加大。由于制作剥模模样的泡沫板材不像木头那样坚固,较易变形,为防止因变形造成的废品、不良品,剥模模样、芯盒应适当增大机加工余量。
(2)剥模模样、芯盒需采取特殊结构加固。剥模模样、芯盒不适合用钢木结构加固,需采取“十”形、“米”形等结构加固(见图1、图2)。
(3)防水、防火、防潮。
(4)泡沫本板与脱模剂发生化学反应,腐蚀剥模模样,使用剥模方法造型时应特别注意。
(5)填砂时要先固定四周再逐层填砂。剥模模样较轻,受到冲击易发生移动,造型时要用砂子或砂块固定好四周再放砂。特别是分多节的模样,要将模样对接处固定好,确保模样直线度。
(6)取样时禁止点火或使用喷灯烘烤。点火或喷灯烘烤都会使砂型表面酥软,严重影响铸件外观质量,严重时会导致铸件报废。
(7)除小筋板和破坏较大的部位外,厚大的泡沫本板可重复使用。
(8)形状规则或较小芯盒,如地脚窝芯盒、长方形砂芯的芯盒可采用开合式结构以便多次使用。
(9)要根据季节和产品结构适当调节铸件收缩率。季节转换时,剥模模样的收缩会受很大影响,在造型时要注意测量,适当增加工艺补正量。设计铸造工艺时可以适当增大收缩率。

图1 模样加固方式

图2 芯盒加固方式
3.剥模树脂砂造型的实例
FBC260r—13101立柱结构如图3所示。立柱轮廓尺寸为10530mm×2540mm×2460mm,导轨厚度160~200mm,主要壁厚40mm。技术要求:两导轨面的平行度允差0.01mm;铸件不得有气孔、砂眼、疏松等缺陷;需时效处理;导轨硬度要求不得低于190HBW。铸件重量78489kg。
结构和工艺分析后得出以下结论:此铸件轮廓大、重量大,客户只订货一件,结合我厂实际,采取剥模树脂砂造型工艺;铸件导轨较厚,要达到技术要求的硬度不低于190HBW,需采取一定的工艺措施;浇注量大,对于浇注有一定的难度;铸件几何尺寸大,芯盒需要采取必要的加固措施;铸件从制芯到浇注约7天。
具体施工细节如下:
(1)为达到硬度要求,我厂采用覆膜砂铸铁冷铁(见图4)。与传统铸铁冷铁相比,覆膜砂铸铁冷铁能够有效地防止气孔、冷隔等缺陷,并能有效地减少冷铁与铸件产生粘合。
(2)为实现快速浇注的工艺要求,采用两端座包的浇注方式,座包分别为15t、20t。
(3)为加固此件的芯盒,采用类似如图5所示的加固方式。
(4)为防止铸件高碳当量形成硬度高铸件而造成加工性能恶化的情况,采用低碳当量加入合金的方法,以改善铸件组织结构,具体为加入0.3%Cu、0.2%Cr(质量分数)。
(5)为防止铸件厚大部位产生疏松、缩孔等缺陷,采用保温冒口的工艺措施,其尺寸为φ250mm×600mm,置于模样四角,其余放置φ120mm×600mm补缩冒口。
(6)为防止因覆膜砂铸铁冷铁在合型过程和浇注前发生吸潮引起的气孔等缺陷,采取热风机烘烤的工艺措施(见图6),热风机出风温度在(150±5)℃ ,用此方法烘烤5h后,在冒口等型腔裸露部位测温可达30~60℃ ,能起到良好的效果。
(7)为进一步防止铸件产生缩孔、缩松等缺陷,采取高温铁液补浇工艺措施,实际补浇时间为20min。
(8)为防止此件产生漂芯的问题,在铸件最上面设置22个φ160mm的工艺孔。在上箱和砂芯对应放芯撑的位置铺铸造用耐火砖,以加强砂型强度。
(9)浇道系统截面比为∑F直:∑F横:∑F内=1.1:1.8:3.8,采用铸造用耐火砖管,直浇道为2—φ120mm。
生产的铸件外观如图7所示。

图3 FBC260r—13101立柱结构

图4 覆膜砂冷铁
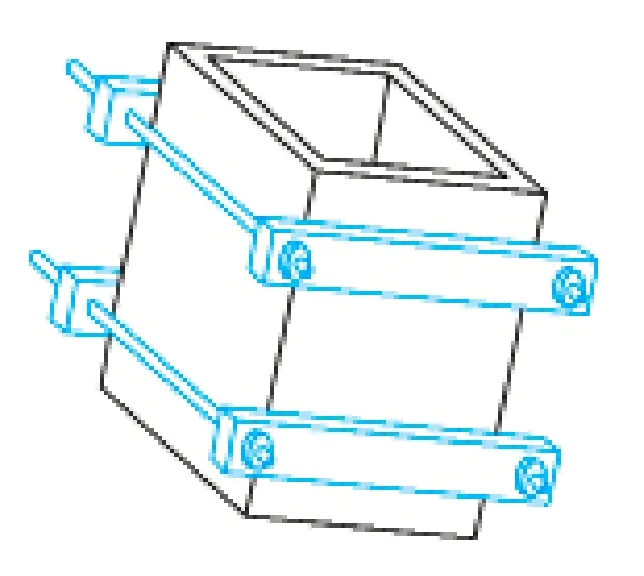
图5 芯盒加固

图6 热风机

图7 立柱实体铸件
经检验,铸件质量满足技术要求,但表面存在一定程度的粘砂。主要原因是:由于浇注需分两包进行,第一包铁液温度为1400℃,第二包铁液温度为1360℃,受硬件设施和时间的限制,不能等1400℃的铁液降温,否则第二包铁液无法顺利浇注,因此初始浇注温度稍高,铸件压力头很大,造成粘砂的产生。
因此,再制作此类大件时,需更好地分配铁液出炉时间。
4.结语
目前,我厂仍采用剥模树脂砂造型的方法进行生产,此方法在生产单件、大件、未成批量件及改型试验件等有很大的优势。同时也存在模样收缩率受季节影响大、尺寸精度较低等问题。但随着实践经验的丰富,该技术会得到更好的应用。20140428
