探讨精密锻造工艺
2014-10-08张明石岳林
张明,石岳林
精密锻造是在普通锻造的基础上逐渐发展起来的一种少无切削新工艺,经过几十年已经发展成为由热精锻、温精锻、冷精锻、复合精锻、等温精锻等组成的多类别、应用广泛、科技含量高的新型材料成形技术。
随着制造业的发展,精锻技术的日趋成熟,在汽车、船舶、航空航天、军事等行业中得到广泛应用。如日本丰田汽车厂在1996年发表资料说,该厂在1987年精锻件重量占全部锻件质量11.6%,到1991年发展到19.5%。这里不包括螺母、螺钉件。它们已投产精锻十字头轴、花键轴、圆柱齿轮、锥齿轮、等速传动轴、内花键齿套等汽车零件。特别这几年发展温锻技术后,一些变形程度大的复杂件和变形抗力大的合金材料的汽车零件的精锻也成为可能。
日本有相关论文表明,日本锻件成本下降20%~30%。精密锻造技术不仅节约材料、能源,减少加工工序和设备,且显著提高生产率和产品质量,降低生产成本,从而提高产品市场竞争力,精密锻造已是锻压工艺技术未来的发展方向之一。
1.精密锻造的优越性
与普通锻造相比(见图1),精密锻造优点体现于表面质量好、机加工余量少,能提高材料利用率,提高劳动生产率,零件生产成本也低,尺寸公差相较于普通锻件也有明显减少,一般仅为普通锻件公差的一半,甚至更小,表面质量好,表面粗糙度值可达Ra=0.4~3.2μm。
与切削加工相比(见图2),精密锻造主要优点是:因锻造毛坯形状和尺寸与零件成品尺寸几乎甚至完全一样,因而材料利用率高,因精密模锻塑性成形,金属纤维流线分布与零件形状一致,因而使零件力学性能有较大提高,所以精密锻造又叫少无切削工艺。
总之,精密锻造最明显的特点是材料利用率高,尺寸精度高,表面粗糙度值低。
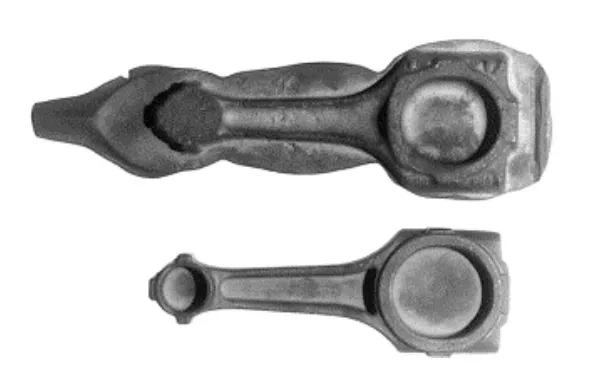
图1
2.精密锻造方法
目前,应用于精密锻造的工艺主要有冷精锻、温精锻、热精锻、复合精锻、等温精锻等,其中冷精锻、温精锻、热精锻应用范围最广。
根据锻造温度的差异,我们把在室温的精密锻造工艺叫冷精锻,在再结晶温度以下的精密锻造工艺叫温精锻,在再结晶温度以上的精密锻造工艺叫热精锻。温精锻件要比热精锻件精度高得多,而冷精锻件要比温精锻件精度高得多。
虽然精锻工艺相对于传统锻造工艺能够显著降低成本、节约原料,但其需要精密的锻造设备和先进的锻造工艺装备作为支撑,不仅如此,冷精锻还对原材料有着极其苛刻的要求。

图 2
冷锻成形过程中,工件塑性差、变形抗力大,因此很难成形结构复杂的零件,为克服这一问题,相继开发了在封闭凹模内通过一个或两个冲头单向或对向挤压金属一次成形,获得无飞边的近净形精锻件闭塞锻造,凹模会随着锻造过程发生移动的浮动凹模锻造,在毛坯或模具的成形部分建立一个材料的分流腔或分流通道,锻造过程中,材料在充满型腔的同时,部分材料流向分流腔或分流通道预制分流锻造等一批先进的冷精锻工艺方法。
热精锻中因开式锻造会产生强烈氧化作用,工件表面质量和尺寸精度较低;而采用闭式模锻,因坯料体积和型腔体积不能严格相等,造成最后合模阶段变形抗力很大,对设备和模具造成很大损害,因此采用分流降压原理,在封闭型腔最后填充满的地方设置形状和大小合理的分流降压腔孔,有效降低了型腔内部的压力,有利于提高模具寿命。温精锻技术,同时具有冷精锻和热精锻的优点,克服了两者的缺点。但是对锻造温度范围要求较为严格,需要高精度的专门设备,而且对模具结构和模具材料有较高要求。应用还不是十分广泛,但是发展方向之一。
随着制造业的发展,市场对精锻成形零件的要求越来越高,也对精密锻造工艺的研究和发展提出了更高要求,单独的冷、温、热精锻工艺已不能满足要求。这就需要将不同温度或不同工艺方法的锻造工艺结合起来,复合精锻工艺和等温精锻工艺等更加先进的精锻工艺应运而生。复合精锻工艺是目前精锻工艺发展的一个重要方向。与机加工和热锻相比,用复合精锻工艺生产的工件其力学性能、尺寸精度、表面粗糙度都有显著提高。等温锻造主要应用于锻造温度较窄的金属材料,如钛合金、铝合金、镁合金等,可以有效防止模具开裂,大幅减少机加工工时,节约大量贵重材料,降低成本。
3.精密锻造的应用
(1)精化毛坯 用精锻工艺取代粗加工工序,将精密锻件直接进行精加工而得到成品零件。
(2)精锻零件 通过精锻锻造直接获得成品零件,目前为止完全通过精密锻造获得成品零件实例尚少,只是一些简单零件和尺寸精度要求不高的零件,但是随着技术发展,其应用必定会越来越广泛。
冷精锻尺寸精度可达0.02~0.05mm。因具有优质、高效、低能耗等特点,而被广泛应用于汽车零部件大批量生产中,如汽车起动电动机起动齿轮和汽车传动轴花键,冷精锻工艺能使齿轮表面获得残余压应力,可有效提高齿轮寿命。
近年来,冷精锻工艺在国内外获得了一定发展,其中闭塞锻造因为能够获得无飞边的近净形精锻件。对于行星齿轮和半轴齿轮、星形套、十字轴等采用冷精锻技术可省去绝大部分切削加工,成本大幅降低。20世纪80年代以来,国内外精密锻造专家将分流锻造理论应用于正齿轮和弧齿锥齿轮冷锻成形。分流锻造技术应用,使较高精度齿轮少无切削加工迅速达到了产业化规模。
热精锻因为材料变形抗力低、塑性好,容易成形比较复杂工件,用热精锻工艺锻造成形的齿轮精度已达IT7~9,离合器齿面及锥齿轮齿面均可锻后直接装配,而无需机加工。直齿锥齿轮精密锻造是一个非常典型且应用广泛的案例,很多文献资料指出,精锻齿轮因金属流线沿齿廓分布且组织致密,这使得齿轮强度、齿面耐磨性能、热处理工艺性和啮合噪声都较切削加工齿轮优越。经大量研究,实践证明,精锻齿轮强度可提高20%,抗弯疲劳寿命提高40%,热处理变形减少30%。华中科技大学与东风汽车齿轮厂研究轿车锥齿轮精密锻件,已取得成功。齿形部分尺寸精度稳定在IT7级,表面粗糙度值达Ra=0.2~0.8μm。即齿形部分尺寸精度达到了直接装车的使用要求。经过冷精锻使毛坯晶粒度值由7级达到了9级。提高了齿轮的强度和疲劳寿命且提高了生产效率。
采用复合精锻可很好地达到提高锻件精度、降低成本、节约能源的目的。等温锻造工艺在满足航空航天工业对钛合金和高温合金等难变形材料复杂构件的需求过程中发挥了很大的作用,目前已经投入生产应用的有盘类、轴类、复杂结构件及叶片等。
4.结语
锻造行业正在发生着深刻变化,而其中精密锻造也在发生巨大变化,从单一精锻工艺到多种精锻工艺相结合复合精锻,从室温锻造到等温锻造,精密锻造精度也在向微米级迈进。20140318
