SAE5046钢机车曲轴热处理工艺
2014-08-29陈世英苏程周磊
陈世英,苏程,周磊
国外某型号机车柴油机曲轴,成品主轴颈直径220mm,长约4200mm,重约1800kg。该曲轴原设计所用材料牌号为美国的SAE5046钢,采用焊接平衡块结构,经整体调质后获得所需的力学性能。为提高曲轴的耐磨性和疲劳强度,所有主轴和连杆的轴颈及过渡圆角均需进行中频感应淬火。此前,该曲轴只有美国埃尔伍德公司在进行生产。
我公司于2001年开始生产该型曲轴,目前已批量生产1000余支。但由于该曲轴的材料、平衡块焊接和热处理等技术要求均较高,受当时国内工艺水平限制,采用SAE5046钢不能达到技术要求,故在得到用户同意后进行了材料替换,采用的是电渣重熔42CrMoA钢。因电渣重熔42CrMoA钢价格很高,为降低该曲轴的材料成本,提高产品竞争力,我公司决定恢复采用价格较为便宜的精炼SAE5046钢。
1.曲轴主要技术指标
(1)材料 SAE5046化学成分要求见表1。材料的内在质量要求(如低倍组织、非金属夹杂物、晶粒度和超声波检测等)按相应的专用技术文件规定,与以往采用42CrMoA钢时一致。
(2)力学性能 该曲轴经粗加工、焊接平衡块后进行整体调质处理。调质时曲轴总长5027mm,主轴颈直径240mm,在曲轴端头留放连体试块,试块直径大小与主轴颈直径相同。调质后在连体试块距表面1/2半径处取纵向试样做力学性能试验,力学性能要求见表2。
(3)中频感应淬火 该曲轴经精加工后,对所有主轴颈和连杆颈的轴颈及过渡圆角进行中频感应淬火,技术要求:成品表面硬度44~50HRC;轴颈硬化层深度≥3.3mm,极限硬度为44HRC;第1主轴颈沟槽边距轴颈淬硬层的非淬硬区宽度≤4mm;所有轴颈过渡圆角(R9mm)需淬火。

表1 SAE5046钢化学成分(质量分数) (%)

表2 SAE5046钢曲轴调质后力学性能
2.工艺难点分析
(1)材料分析 SAE5046钢与我国的45钢类似,属于中碳钢。与42CrMoA钢相比,因其合金元素含量大大减少,故其淬透性较差。对该曲轴,如果采用标准的SAE5046钢,难以做到稳定保证其整体调质力学性能和表面中频感应淬火深度、硬度要求。
(2)力学性能分析 该曲轴经整体调质处理后,在连体试块(直径240mm)距表面1/2半径处(即距表面60mm)取样检测力学性能。因该取样位置已远超过SAE5046钢的淬透深度,且该曲轴的力学性能要求比我们以往生产的类似材料的船用曲轴高,为使曲轴获得更好的淬火效果,必须加快淬火冷速,但曲轴将有出现淬火裂纹的风险。此外,该曲轴经粗加工、焊接平衡块后进行整体调质处理,淬火冷速过快极易诱发焊缝位置产生裂纹。
(3)中频感应淬火分析 该曲轴所有主轴和连杆的轴颈及过渡圆角均需中频感应淬火,要求轴颈硬化层深度≥3.3mm(极限硬度为44HRC),是当前我公司生产的要求过渡圆角淬火的所有碳钢曲轴中硬化层深度要求最深的。因SAE5046钢的淬透性远低于原用42CrMoA钢,故硬化层深度很难达到,为保证硬化层深度,必须加大中频感应淬火时的淬冷烈度。此外,由于中频加热时过渡圆角温度相对轴颈温度高,加大淬冷烈度后,过渡圆角处出现淬火裂纹的风险大大增加。
(4)热处理变形分析 该曲轴的结构如图1所示。该曲轴属于细长轴,非常容易在调质和中频感应淬火过程中产生弯曲变形;曲轴材料由42CrMoA钢改为SAE5046钢后,调质和中频感应淬火时均需加大淬冷烈度,也势必会增大曲轴的变形。
3.热处理工艺开发
(1)材料优化 该曲轴采用SAE5046钢后,为保证达到其整体调质后的力学性能和表面中频感应淬火后的深度、硬度要求,必须对材料的化学成分进行优化,主要是适度提高Mn量下限,并加入少量的V,以达到细化晶粒、提高材料淬透性的目的。同时,将电渣重熔42CrMoA钢改为精炼的SAE5046钢后,需注意加强钢材的冶炼、浇注和锻造等工艺过程控制,以保证材料的内在质量(低倍组织、非金属夹杂物、晶粒度、超声波检测等)。
(2)调质工艺开发 重点是保证曲轴达到以往采用合金钢时的力学性能要求,并防止调质过程中产生淬火裂纹和过度变形。
为降低生产成本,提高生产效率,调质采用我公司新引进的智能控时卧式调质技术,即将曲轴水平横放在台车式电阻炉中加热、保温,淬火时用专制吊具横向平稳转移至用卧式淬火槽中,再通过计算机精确控制淬火冷却时间,执行冷却工艺。
为保证曲轴调质后力学性能达到技术要求,采用清水作为淬火冷却介质。为防止出现淬火裂纹,淬火冷却入液前增加预冷阶段,冷却时采用水-空交替控时冷却。为防止产生过度弯曲变形,曲轴加热和装出炉时采用4点支撑、3点吊挂的方式,使曲轴的重量均匀分布在各个支撑上(见图2)。制订的曲轴智能控时卧式调质工艺见图3。
调质处理后经检查均无淬火裂纹,力学性能稳定,达到技术要求(见表3)。经划线检查,曲轴的弯曲变形情况良好,最大为4mm,满足下工序加工要求。
(3)中频感应淬火工艺开发 中频感应淬火采用德国进口AEG淬火机床,共有4套感应器,包括连杆颈、第1主轴颈、第5主轴颈、其他主轴颈各一套。工艺设计的重点是保证轴颈的硬化层深度、硬度及过渡圆角处的硬化层形状,同时要防止产生淬火裂纹和过度变形。

图1 SAE5046钢曲轴结构示意

图2 SAE5046钢曲轴调质时装吊方式
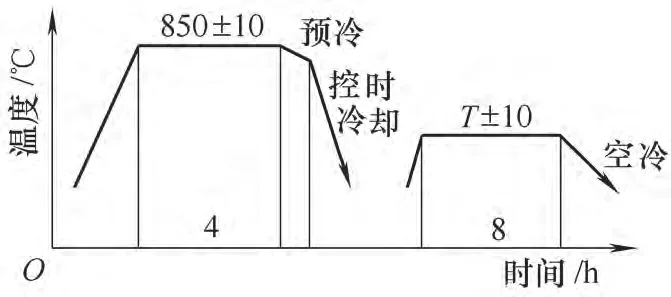
图3 SAE5046钢曲轴智能控时卧式调质工艺
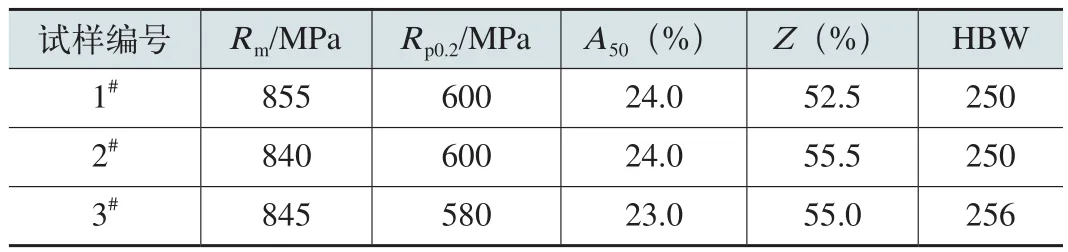
表3 SAE5046钢曲轴调质后力学性能
首先,利用原42CrMoA钢曲轴所用感应器进行了不同轴颈的仿形模拟试棒中频感应淬火试验,淬火冷却介质选用冷速稍缓的AQ251水溶液(v300℃=50~70℃/s)。通过多次调整电参数和加热时间等,模拟试棒的解剖结果表明,感应加热效果良好,但淬火后的硬化层深度均小于3.3mm,未达到技术要求,说明淬火时的冷却能力不足。
随后,为提高淬火时的冷却效果,将淬火冷却介质由AQ251水溶液改为清水,同时调整电参数及冷却时间进行试验。解剖结果表明,连杆颈、第1主轴颈、第5主轴颈和其他主轴颈模拟试棒的硬化层深度分别为3.9mm、3.8mm、3.6mm和4.0mm,均满足≥3.3mm的技术要求,且所有轴颈过渡圆角(R9mm)的淬火形状良好。但对模拟试棒进行荧光磁粉检测时,发现各过渡圆角处均有淬火裂纹,见图4。经分析,出现淬火裂纹的主要原因是采用清水作为淬火冷却介质时淬冷烈度过大。此外,采用原用于42CrMoA钢曲轴的感应器进行加热时,过渡圆角处的温度偏高也是原因之一。
为解决过渡圆角处的淬火裂纹难题,采取了以下改进方案:①优化感应器结构设计。针对SAE5046碳钢曲轴设计制作全套新感应器,优化过渡圆角处的感应导体结构,适度降低过渡圆角处的加热温度。②优化工艺参数,淬火冷却前增加预冷。采用新感应器后,优化加热电压、加热时间、附加补偿等工艺参数,以保证加热效果;淬火前增加预冷,使轴颈及过渡圆角处的表面温度适度下降,以降低热应力。③更换淬火冷却介质。将淬火冷却介质由清水改为较低浓度的AQ251水溶液(v300℃=70~80℃/s),在保证淬火效果的前提下,降低淬冷烈度,减小组织应力和热应力。
采取上述措施后经多次试验,各轴颈的模拟试棒中频感应淬火结果达到了技术要求,检测结果无裂纹。各轴颈模拟试棒解剖结果见表4。
采用相同方案进行SAE5046钢曲轴实物的中频感应淬火试制。为防止曲轴实物在中频感应淬火过程中产生过度弯曲变形,采取以下措施:装夹曲轴时通过水平仪检测,使曲轴处于水平状态,保证曲轴沿轴线自转;各轴颈采用对称交替方式进行加热和淬火,使淬火过程中产生的综合应力在曲轴上尽可能均匀分布;不同轴颈淬火时,通过调整支撑位置,使曲轴自身及感应器系统的重量尽可能均匀分布在各支撑上。
曲轴中频感应淬火完成后检测各轴颈表面硬度,结果见表5,均符合44~50HRC技术要求。
经划线检测,曲轴最大弯曲跳动0.5mm,变形状况控制良好,满足后续磨削加工要求。经荧光磁粉检测,各轴颈过渡圆角处均无淬火裂纹。曲轴试制结果表明,所采取的工艺优化和变形控制措施效果明显,曲轴的中频感应淬火质量得到了有效保证。
4.结语
通过材料优化,采用卧式调质工艺和中频感应淬火工艺优化,成功开发出SAE5046钢曲轴的全套热处理工艺,产品质量达到了美国同类产品的水平,大幅度降低了曲轴生产成本,提高了产品的市场竞争力。
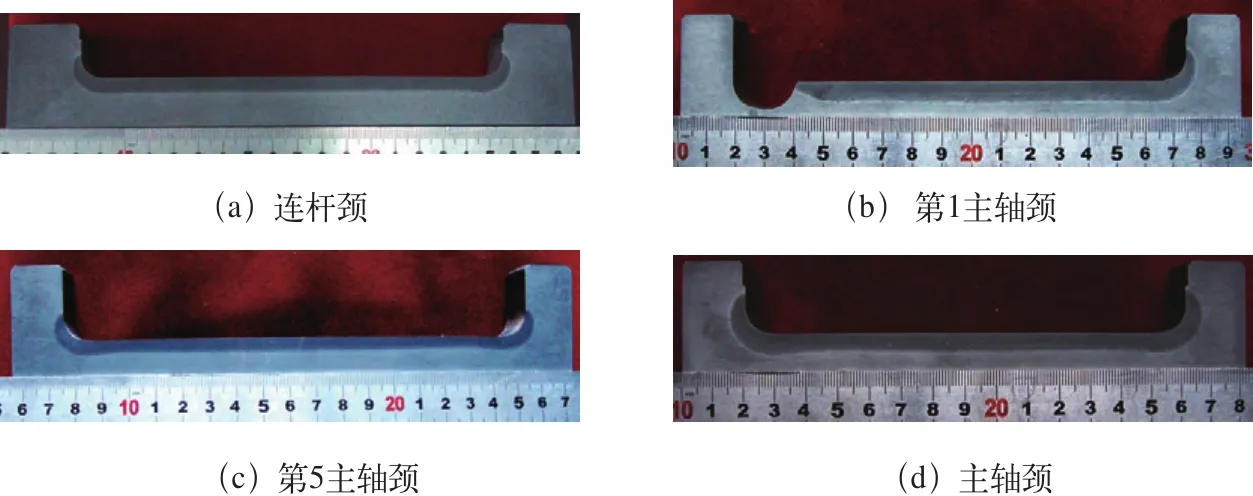
图4 过渡圆角淬火裂纹

表4 模拟试棒解剖结果

表5 曲轴实物各轴颈表面硬度 (HRC)
