特殊用途刀具的选材及热处理
2014-02-05刘军于重霞
刘军,于重霞
金属切削加工向着高速、高效、高可靠性、专用化的方向发展,刀具用户对刀具的硬度、耐磨性等性能要求越来越高,刀具企业加速结构调整推动高效刀具的发展已刻不容缓,根据加工对象和切削条件确定刀具的几何参数和与之相适应的冷热加工工艺,为客户提供个性化的高效刀具及全面的金属切削解决方案,才能获得稳定可靠的市场。材料、热处理和表面改性的涂层技术是影响刀具性能的主要因素。

一、加工调质钢和高强度钢的高性能丝锥
42Cr Mo、35Cr MnSi、40CrNiMo等合金结构钢韧性很高,加工时难以断屑,经调质处理后具备了更高的强度,但仍保持较高的韧性,这对切削加工十分不利,特别是攻螺纹十分困难。用普通丝锥攻螺纹时经常出现丝锥断在孔内的情况,加工无法进行。因此,必须生产出能够提高切削效率,能与先进的数控机床、加工中心相配套的高效丝锥。在这种丝锥的生产中选择好的材料和精细的热处理工艺是非常重要的。
1.材料的选择
高性能丝锥应具有高的硬度和更高的耐热性能,才能满足高强度调质钢及高的切削速度和加工效率的要求。需选用在高温度下(600℃左右)能保持其切削性能和耐磨性的高速工具钢,而钴高速工具钢具有比普通高速工具钢更高的硬度和热硬性,在切削难加工材料时突显其能。
目前常用的钴高速工具钢有M35和M42,从丝锥使用性能要求看需要有一定的韧性,确定使用韧性、抗弯性能相对较高的M35钴高速工具钢。
在钢材的选择上,国产钢材虽然成分控制精确,控制元素也较多,但总体钢材纯净度较差,使得淬回火脆性增大趋势明显,从碳化物形态看,法国ERASTEEL生产的EM35碳化物颗粒大小及均匀性明显好于国产M35(见图1)。综合考虑各项决定选用法国ERASTEEL生产的EM35钴高速工具钢(化学成分见表1)。
2.热处理淬回火工艺
EM35高性能丝锥热处理技术要求为:硬度65~67HRC,淬火晶粒度10.5~11.5级,回火程度1级。
ERASTEEL推荐其丝锥用淬火温度1180~1220℃,回火温度550~570℃。
(1)淬火加热温度对组织性能的影响 用1190℃、1220℃、1230℃分别进行了淬火工艺试验,淬火组织见图2,结果见表2。
从图2可以看出1200℃淬火晶粒较细,而且基体中有明显的未溶碳化物,说明淬火基体中溶入的碳及合金元素含量较低,即基体合金度较低,这不利于钢的硬度特别是热硬性的提高。

表1 EM35钢化学成分(质量分数) (%)
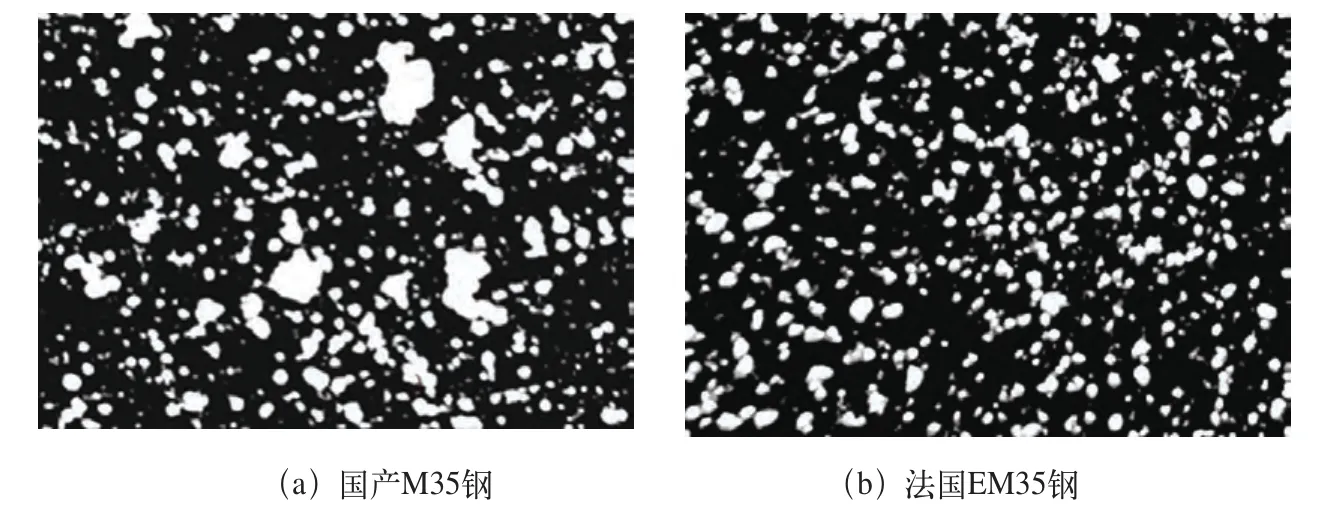
图1 国内外高速钢碳化物形态对比 500×
1220℃淬火晶粒为10.5级,基体中未溶碳化物较少,说明淬火基体合金度较好,能保证硬度和热硬性。
1230℃淬火基体合金度较好,但出现了较大的晶粒,这易使丝锥脆性增大,造成使用过程中崩刃、脆断等早期失效。
(2)回火 由于高速工具钢淬火后残留奥氏体较多,在回火过程中会发生二次淬火,应进行3~4次回火才能完全消除残留奥氏体达到充分回火。根据ERASTEEL推荐的回火温度按560℃×1h×3次回火,组织达1级。
(3)试验结果分析 从淬火晶粒度及表2可以看出:淬火温度升高,晶粒长大,溶入基体的碳及合金元素含量增加,基体合金度增高,有利于热硬性的提高;温度高过1230℃会导致晶粒过分长大,晶粒度增加到10级,强度下降,脆性增大;高速工具钢淬火时,为获得最高热硬性的淬火温度与获得最高强度的淬火温度并不一致,因此应根据刀具的使用性能要求选择尽可能高的温度,即不出现晶粒长大的最高温度,使碳化物尽可能多地溶解,在随后回火时,有更多的碳化物析出,从而获得高的硬度与热硬性,满足高强度钢的切削要求。
故确定EM35最佳淬火温度1210~1220℃,晶粒度1 0.5~1 1级,回火工艺560℃±10℃×1h×3次,淬火、回火硬度65~67HRC。
二、加工不锈钢、有色金属的涂层刀具
涂层刀具常用于加工钛合金、硅铝合金、不锈钢等,这类材料由于具有强度、刚度高,耐蚀性强,以及耐磨性好等优良的物理、力学性能,在航空航天、军工等领域有广泛应用。然而正是由于这些性能又使它们属于典型的难加工材料,切削过程中表现为切削力大、热导率低、切削强度高,加工硬化严重。涂层刀具具有良好的高温硬度、高温抗磨损性能,尽量小的表面摩擦因数,减小加工过程中的摩擦阻力和粘连性,从而有效地提高切削速度,实现干式切削,减少非生产时间(如换刀、磨、对刀),减少返工等,提高生产效率。涂层工艺技术不再赘述。
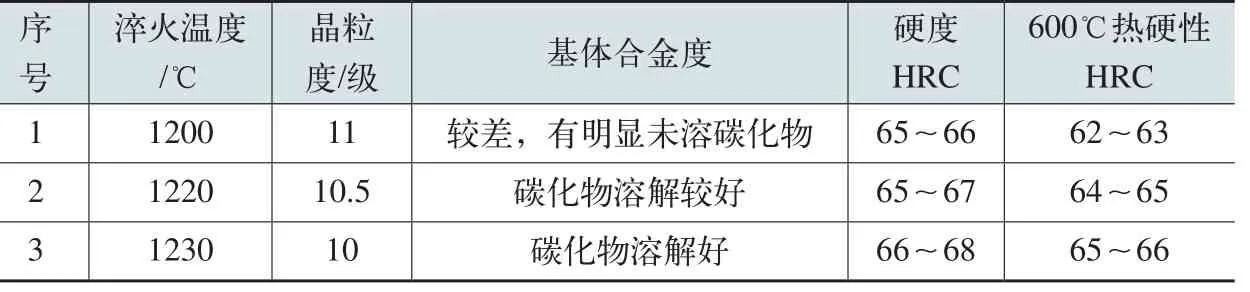
表2 不同温度淬火EM35钢的组织与性能
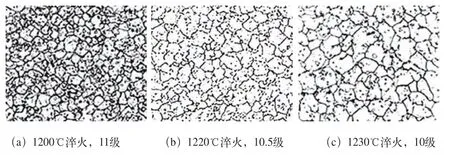
图2 不同温度的淬火晶粒度 500×
三、M1.8-M2.5小型普通机用丝锥
小型丝锥由于直径很小,丝锥的整体刚度、强度低,脆性大,攻螺纹时常出现断裂等问题,通过对材料、硬度、热处理的改进,使小丝锥的各项性能得到了提升。
1.材料的选择
国产通用高速工具钢M2价格便宜,但存在着冶金质量差、市场混乱等问题,用其生产的小丝锥断裂率高,甚至在断口上可看到明显的材质疏松孔洞,且淬回火硬度散差大,不能适应小丝锥苛刻的工作条件。为彻底提升产品质量,选用法国ERASTEEL高性能高速工具钢EM35,其冶金质量、碳化物均匀性、硬度均匀性都明显高于国产M2钢(见图3)。
2.硬度的确定
为降低脆性、增加韧性,适当降低了硬度,由通常的65~67HRC降为62~64HRC,这样既增加了韧性,又可保证其正常的切削性能和使用寿命,而且还降低了加工丝锥时的磨削难度。
3.淬回火工艺
为保证热硬性仍用1210~1220℃的温度真空淬火,回火时兼顾硬度指标,将第一次回火温度提为600℃×2h,使硬度降到62~64HRC,然后再按560℃×2h×2次回火。由于硬度公差范围小,因此对加热炉中温度均匀性要求很高,淬火在真空炉进行,回火用硝盐回火炉。
四、结语
提高高速工具钢刀具质量是一项系统工程,其中热处理是关键环节,同时还要根据刀具用户的不同需求积极选用新材料、新涂层、新技术、新工艺,只有重视和搞好每一个环节,才能生产出具有个性化的高效刀具,提升制造业服务的水平与能力(文中引用的高速工具钢钢号按我国钢号为:M35—W6Mo5Cr4V2Co5,EM35—W6Mo5Cr4V2Co5,M2—W6Mo5Cr4V2)。
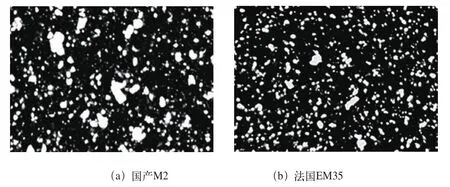
图3 国产M2与法国EM35碳化物对比 500×
20140218
