设计折弯机专用定位装置实现薄板大尺寸精密弯曲
2014-08-23浙江威尔金森电梯有限公司嘉兴314031
浙江威尔金森电梯有限公司 (嘉兴 314031) 潘 欣
江西省新余市长林集团长林机器公司 (338029) 钟翔山
图1所示为某产品上的零件——包装套,采用0.3 mm厚的304不锈钢制作,由于装配使用的需要,该零件的部分折弯尺寸要求较高,又由于是外观件,要求折弯后的零件表面不能有明显的折痕、损伤等缺陷。
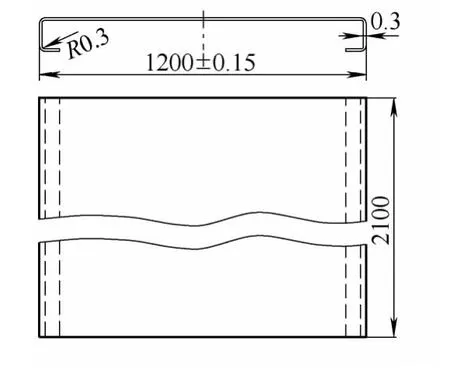
图1
1.传统折弯存在的问题
现有的折弯机设备 (包括普通数控折弯机)基于操作安全及便利性的考虑,通常都是采用后挡定位,即在操作人员操作工位的前方 (机床的后方)设计布置定位装置,需折弯的板料端头通过与机床设置的定位装置上的定位销接触而实现加工尺寸的定位,这种定位布置方式有利于保证操作人员的操作空间,保证操作人员的人身安全。
对于图1所示薄板,采用折弯机加工即可完成,但如若采用传统的板料折弯定位方式,由于需定位折弯的尺寸较大 (近1200 mm),定位板料均悬空于折弯机床身之外,极易造成薄板的弯曲变形,导致定位尺寸的不准确、板料的形状误差,最终使折弯的产品超差,甚至无法使用,造成经济损失 (见图2)。
为避免上述缺陷,若采用从两头分别向中心折弯的方法,虽然可以减小折弯定位尺寸,避免定位薄板的弯曲,但受板料累积误差的影响,板料的折弯尺寸(1200±0.15)mm将无法得以保证。
2.解决措施
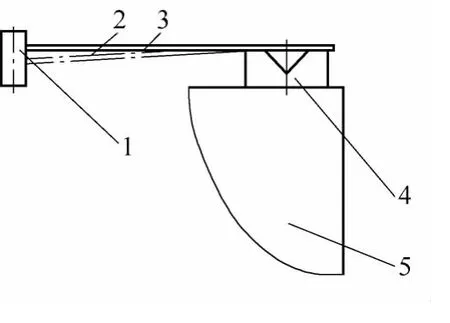
图2
综合上述分析可知,解决该零件加工最经济的措施应是:在保留现有折弯机后定位方式的基础上,通过设计专用定位装置,改变薄板折弯的定位方式,从而防止板料的弯曲变形。
基于以上考虑,设计了图3所示专用定位装置。
图3所示定位装置安装于操作人员操作工位的后方 (折弯机床身的前方),具有快速安放、拆卸,定位等功能。
只需拆卸可拆卸定位销4、5即可快速更换定位块9,而定位块9与块规配合使用,又能实现各类尺寸的定位,由于所需定位的薄板直接安放在专用定位装置上,所需定位的薄板端头与专用定位装置直接接触,从而能解决所需折弯薄板的弯曲变形及定位不准确问题。
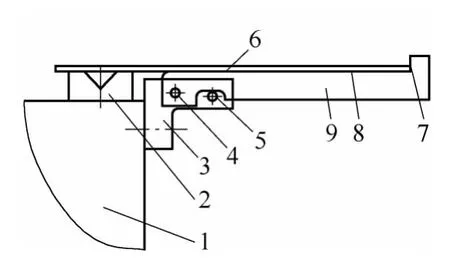
图3
完成该批次零件的折弯后,将可拆卸定位销5拔出,定位块则自然下垂,折弯机的操作空间便可得到恢复,如若长期不使用,则可直接将整套定位装置拆除,又可迅速恢复到设备的初始安装状态,不影响操作人员的操作空间。
3.使用效果
通过设计并在数控折弯机床身前端安装上述专用定位装置后,顺利完成了零件的折弯加工,产品质量满足设计要求。
该定位装置能快速解决定位尺寸较大的薄板折弯易发生弯曲、定位尺寸不准等问题,与通用量具配合使用,能实现各类大尺寸的定位。
