利用电石炉尾气生产甲醇和二甲醚
2014-08-19黄维柱四川天一科技股份有限公司成都610225
彭 奕 罗 橙 孙 炳 黄维柱 四川天一科技股份有限公司 成都 610225
用封闭炉生产电石,电石炉尾气除含有丰富的一氧化碳(70% ~90%)外,还含有氢气(2%~10%),甲烷(2% ~4%),氧气(0.4% ~2%)和硫、磷、砷、氟、氰化物、氮氧化物等约二十种成分。如何对电石炉尾气进行有效净化,使净化气满足甲醇合成工艺对微量杂质的要求,是电石炉尾气生产甲醇工艺的关键技术瓶颈。由于尾气处理困难,国内电石生产企业大多将尾气直接放空或点燃排放,造成严重的环境污染和资源浪费,也不符合我国“能源中长期规划纲要”精神。国家发改委已把电石炉尾气的净化与资源利用列入了重大产业技术开发专项。以电石炉尾气为基础原料,发展甲醇、二甲醚等清洁能源产品和其他有机化工产品。
由四川天一科技股份有限公司提供专有技术和工程设计的茂县鑫新能源有限公司以电石炉尾气和氯酸钠尾气生产80kt/a 甲醇、50kt/a 二甲醚装置已于2014年5月投产。装置运行稳定,各项技术指标达到设计要求。
结合项目介绍电石炉尾气利用的工艺技术方案和实施情况。
1 工艺流程
图1 为该厂以电石尾气为原料生产甲醇的流程。电石尾气从气柜出来经增压后进入湿法粗脱硫系统,粗脱硫采用PDS 碱溶液,脱硫富液采用喷射再生,脱除H2S 后的电石尾气去尾气压缩机。压缩到1.5MPa 去变温吸附、变压吸附脱除杂质,然后再去精净化系统,进一步脱除杂质以满足生产甲醇合成气的要求。精净化包括干法精脱硫、脱砷、脱氧等步骤。电石尾气经过精净化,将有害组分脱除到满足甲醇合成的要求后配入氢气,压缩到5.4MPa 去甲醇合成系统。生产出的粗甲醇,精馏后得到甲醇产品或者脱水生成二甲醚。本项目二甲醚生产采用四川天一科技专利技术甲醇催化脱水反应法合成二甲醚,主要包括原料甲醇汽化、脱水反应、冷凝洗涤、精馏提纯。
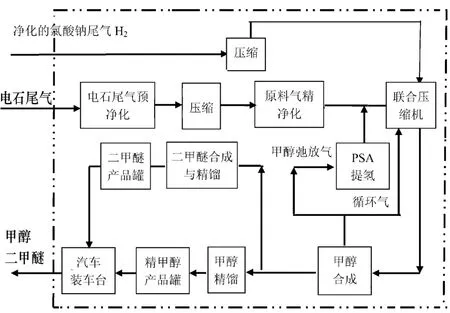
图1 电石尾气生产甲醇工艺流程框图
甲醇合成排放的弛放气经变压吸附提氢装置回收氢气,返回系统作原料。变压吸附提氢装置的解吸气去精净化系统的变温吸附装置做再生气。
2 工艺参数
该项目电石尾气主要成分见表1。

表1 电石尾气组成(V%)
其中还含有有害杂质硫、磷、砷、氟、氰化物等,组成参见表2。
表2 数据表明,电石尾气中含有大量对甲醇催化剂有影响的有毒组分,直接用来合成甲醇会导致催化剂中毒。本项目采用四川天一科技专有的TSA 和PSA 的净化方法,结合专用脱硫脱砷脱氧剂精净化等多种净化方法,使组份复杂的原料气有效地得到净化。净化后的原料气杂质含量总硫≤0.1ppm,氧含量≤0.1%,硫、磷、氰化物、氮氧化物<0.1ppm,砷<5ppb,氯、羰基化合物<0.01ppm。净化后的气体组成达到了生产甲醇、二甲醚的要求。
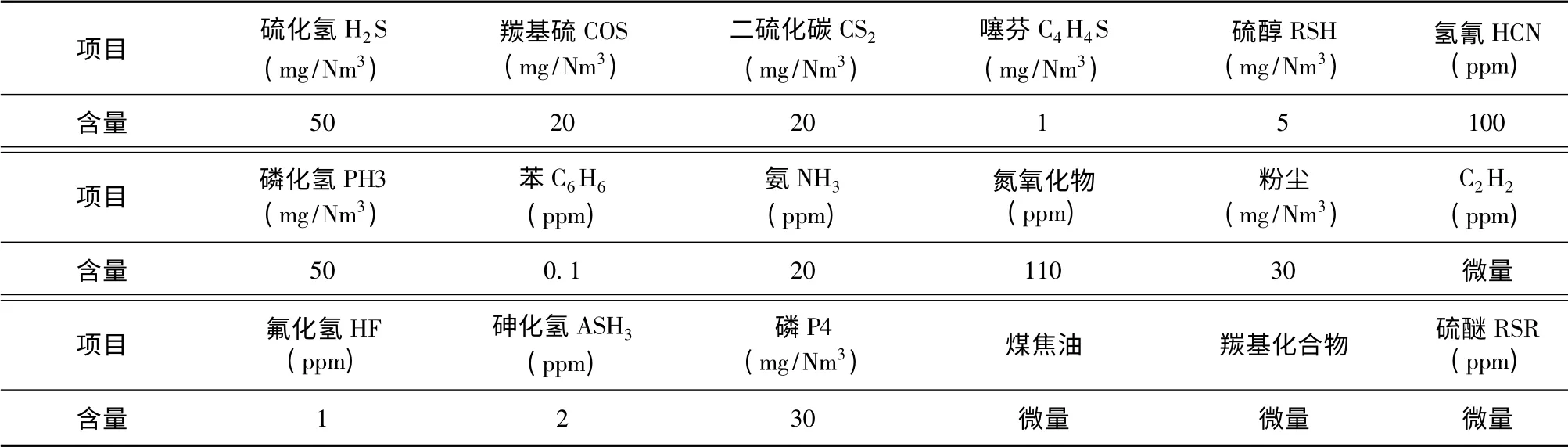
表2 电石尾气有害物质组成
本项目还采用了系统废气综合利用技术,将系统正常排放的废气全部通过高、低压燃料管网去废气锅炉作燃料。当生产精甲醇时,废气燃烧产生的蒸汽加上甲醇合成汽包产生的蒸汽为19.4t,生产装置蒸汽用量为19.2t,蒸汽平衡;当生产二甲醚产品时,产生的蒸汽为19.7t,装置蒸汽用量为11.9t,可对外界提供1.6MPa 约8t 的富余蒸汽。在装置调试或运行负荷很低时,用电石炉尾气作为补充燃料气,保证废气锅炉产生蒸汽的稳定性,
3 装置能耗
为便于比较,以生产精甲醇产品能耗说明装置情况。
3.1 能源消耗量
该项目甲醇生产能源年消耗量:
(1)电石尾气年消耗量8.388 ×107Nm3,折标煤系数0.3579 kgce/ Nm3,能耗30021 tce。
(2)氯酸钠尾气年消耗量11.880 ×107Nm3,折标煤系数0.3404kgce/ Nm3,能耗40440 tce。
(3)新鲜水年消耗量8.44 ×105t,折标煤系数0.0857kgce/t,能耗72 tce。
(4)电(该电耗包括公用工程用电,为全厂电耗)年消耗量7.20 ×107kW·h,折标煤系数0.1229kgce/ (kW·h),能耗8849 tce。
甲醇项目单位产品能耗量计算:79381tce ÷80000t =0.9923tce/t,产品能耗29.05GJ/t,吨甲醇产品耗标煤为0.9923t。
3.2 能耗指标分析
由于国内目前暂无同类型生产装置运行,只能与国内目前已有的其他原料甲醇装置的能耗进行横向比较,部分甲醇装置的运行能耗见表4。
由以上数据可以知道,本项目的单位产品能耗处于国内领先水平。
4 结语
本项目总投资2.7 亿元,生产二甲醚产品利润率为30%,动态投资回收期(税前)为4.5年,经济效益可观。因为是废气回收利用,经济效应和社会效应都很显著。
本项目投产后,装置一直稳定运行,各项工艺指标均达标,由此可见:
(1)采用现有专利技术,可以将富含多种对甲醇合成催化剂有毒物质的电石炉尾气净化达标,满足甲醇合成要求。
(2)装置能耗达到国内领先水平,具有很好的经济效益。
(3)本项目采用的电石炉尾气制甲醇、二甲醚全套工艺技术,技术先进,稳定可靠。