盘磨机的碰盘及其预防措施
2014-08-13林建涛王高峰王佳辉
王 平 林建涛 王高峰 王佳辉
(天津科技大学机械工程学院,天津,300222)
盘磨机碰盘是指在转盘运转过程中,盘磨机磨片表面发生金属直接碰撞与摩擦的现象,也称为碰摩或者擦碰。磨浆过程中,两磨片之间为浆料流动、剪切和挤压作用,不希望两磨片直接接触和碰盘,因此,盘磨机碰盘是一种非正常现象。
盘磨机在磨浆过程中,为了保证磨浆质量,两磨片在精磨区的磨盘间隙很小(可达0.2~0.3 mm),由于磨片不平衡、主轴振动或者磨片发生不均匀热变形等原因,都会导致盘磨机碰盘现象。
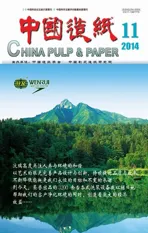
盘磨机碰盘会加速磨片磨损,碰盘会导致磨片过烧退火。图1所示是碰盘在磨片表面留下的划痕[1],图1(c)、图1(d)分别是图1(a)、图1(b)的局部放大图。碰盘会引起盘磨机振动,有些振动也可能引起盘磨机碰盘。同时,碰盘时还会产生刺耳的噪声,有时噪声可达105 dB,使工作环境恶化,影响操作人员的身心健康[2];盘磨机碰盘,轻则导致停产,重则导致圆盘、轴承或者机壳损坏[3]。
王艳萍等人[4]的研究表明,磨盘间隙过小,虽然浆料纤维状态好,但只有很少的浆料可以进入磨片之间,蒸汽和水无法吸收掉摩擦热,致使磨片表面温度急剧升高。继而磨齿会直接碰撞,碰撞作用又使间隙变大,短时间内进入磨区的浆料迅速增加,致使磨区温度迅速降低。磨片局部金属在受热和快速冷却后会被淬火、硬度提高,就会划伤另一个磨片。另外,磨片碰撞时部分磨齿因齿根裂纹会脱落,脱落的磨齿会划伤其他磨片。轻度碰撞划伤的磨片虽可继续使用,但磨浆质量下降、功耗增大,使用寿命缩短。由此可知,碰盘伴随着振动和磨片的非正常磨损,使磨浆质量下降。
1 盘磨机碰盘产生的原因
1.1 磨片热变形翘曲
张强等人[5]对盘磨机的碰盘现象进行了分析。
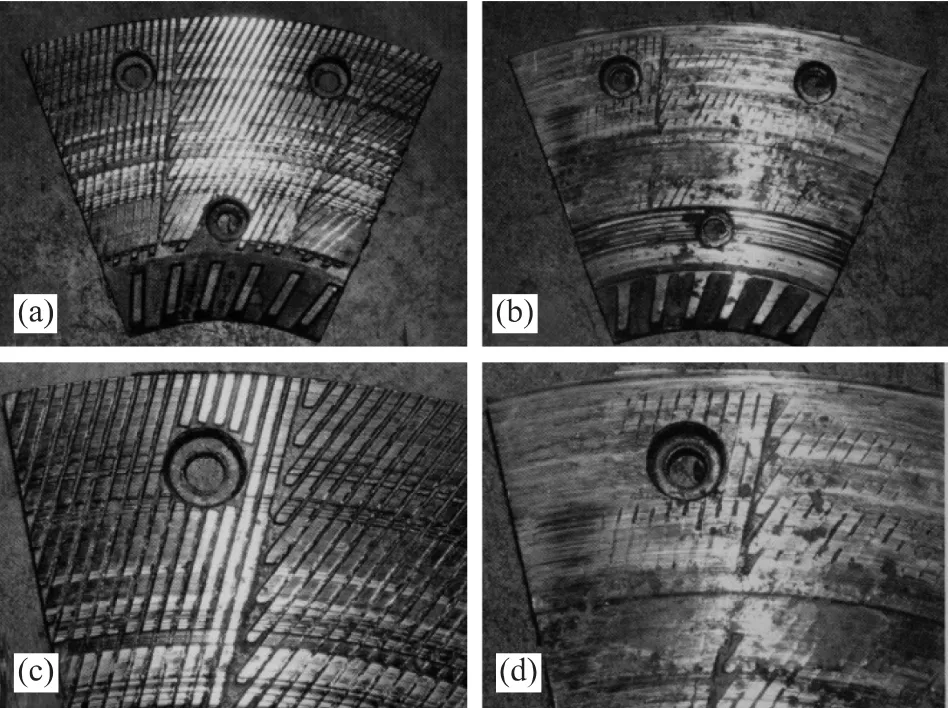
图1 碰盘在磨片上产生的划痕[1]
结果表明,德国Pallmann公司进口的1473.2 mm(58英寸)盘磨机处理果木和硬杂木时发生碰盘现象,其主要原因是磨盘间隙过小,磨片之间纤维、水和蒸汽过少,摩擦热使磨片表面温度急剧升高,磨片背面和表面温差增大 (达到816℃),导致磨片热膨胀,朝温度高的磨片表面弯曲,使磨片发生碰盘现象。碰盘导致磨片齿面磨损、磨齿出现裂纹,碰盘严重时造成齿面过烧和磨片开裂。根据德国磨片公司提供的经验公式估算,碰盘的温度升高可在几秒内使磨片齿面熔化。
1.2 两磨片不平行
蒋雄翔等人[6]对磨片的不平行进行了研究。由于磨浆过程中需要消耗大量的能量,会产生过量的蒸汽。在常压进料的盘磨机中,可能会出现不均匀的反喷 (蒸汽从进料口反向排出)和喷出(蒸汽流经转盘背面排出)现象,如图2所示。反喷会引起木片输送暂时中断,造成磨浆负荷波动。喷出会造成转盘背面浆料局部、瞬时倒空,引起精磨区的扰动和相应负荷波动。

图2 盘磨机的两种不均匀排汽现象
图3是磨盘静力不平行的影响。磨片静力不平行的原因是:盘磨机结构不对称,在浆料压力作用下引起盘磨机机体不对称的应变和变形,温度不均匀引起机体和磨片的热膨胀,以及其他不对称力的作用。从图3可以看出,磨片不平行另一个原因是两磨片轴线不同轴。加工精度低或装配误差都可能造成两磨片轴线不同轴。两磨片轴线不同轴有两种情况,一是两磨片轴线有夹角(如图3(b)所示),此时,由于转盘的转速较高,磨片不平行导致转盘不平衡,在磨片间隙较小时,势必造成盘磨机碰盘;二是两磨片轴线平行但不同心,此时可能会造成磨浆力不均匀,使转盘偏斜而导致盘磨机碰盘。

图3 磨盘静力不平行的影响
1.3 转盘不平衡
转盘运转时,产生的不平衡惯性力会在盘磨机主轴轴承引起附加动压力,可能导致盘磨机的强迫振动,不平衡惯性力是由于转盘回转中心和转盘重心偏心所致。由于盘磨机磨片径向尺寸较大,加上进料的波动,振动形式大多为转盘的摆动和偏斜,当磨盘间隙较小时很容易产生碰盘,加速磨片磨损。碰盘是磨片磨损的一个重要原因,轻微碰盘可造成磨片擦伤,碰盘严重时可造成划痕、甚至崩齿。
磨片尺寸增大时,磨浆区域面积增大,为了保证磨片刚度,磨片厚度应相应增大。磨片厚度增大不仅有利于磨片的动平衡,而且可以减少由于温度不均匀造成的磨片翘曲变形。
1.4 盘磨机主轴系统刚度不足
盘磨机主轴系统包括主轴、轴承、转盘、密封装置和间隙调整机构,其中主轴、轴承和转盘是主要部分。主轴刚度K(静刚度)是指主轴在抵抗外力F(N)作用引起的变形y(μm)的能力,K=F/y。如图4所示,D是主轴前端,F相当于转盘的重力。由于主轴前端的变形y对转盘的偏斜、与定盘的平行度影响很大,所以提高主轴刚度很重要。影响盘磨机主轴系统刚度的主要因素是主轴的结构尺寸,轴承的类型、配置及预紧,制造和装配质量等[7]。

图4 主轴的静刚度
主轴系统刚度不足时,在磨盘自身质量的作用下,主轴前端变形量大,容易造成转盘偏斜,导致盘磨机振动或碰盘。反之,当主轴系统刚度足够大时,即使转盘有少量偏斜、或者受到浆料流体波动、蒸汽喷出和反喷等影响,也不会造成盘磨机振动或碰盘。在盘磨机使用过程中,轴承的润滑、热变形、轴承磨损及间隙调整、密封区域的热变形等对主轴系统刚度也有一定的影响。然而,提高盘磨机主轴系统刚度不仅只是设计问题,需要在设计、使用和维护等方面统筹考虑。
主轴的实际回转轴线相对于平均回转轴线的变动量称为主轴回转误差。如图5所示,主轴回转误差可分解为径向跳动、轴向窜动和角度摆动。主轴部件的回转误差取决于主轴、轴承等的制造精度和装配、调整精度。由于磨盘间隙很小,主轴回转误差大,会造成转盘的轴向窜动和角度摆动,从而导致碰盘。由于磨盘间隙要求很小,盘磨机主轴是精密主轴,新生产的盘磨机的主轴回转误差符合要求,但在使用一段时间后,由于轴承磨损或受载变形等原因可能出现回转误差增大,导致碰盘。

图5 主轴回转误差的三种形式
2 预防盘磨机碰盘的措施
2.1 提高主轴系统的刚度
为了提高盘磨机主轴系统刚度,应按照精密机床主轴部件优化设计的方法进行主轴优化设计。由于工作转速较高,盘磨机主轴系统优化设计还应考虑其动态性能,主轴系统的动态优化设计不仅能够提高主轴系统的刚度,而且能够明显提高盘磨机的抗振性。
提高主轴系统刚度是预防盘磨机碰盘的最重要措施,当主轴刚度足够大时,即使转盘有少量偏斜、或者受到浆料流体波动等影响,也不会造成盘磨机振动或者碰盘。
2.2 保证转盘的平衡品质
这里转盘包括转盘座和磨片组。转盘座加工要单独进行静平衡,整幅磨片出厂前也要进行静平衡。平衡以后磨片组合的顺序、相邻位置不能改变,在磨盘座上仍然要按照平衡时的顺序安装,磨损的磨片应整幅更换。磨片在磨盘座上应正确地定位安装,安装时,定位面、安装基面杂质应清理干净。
我国林业行业标准LY/T1315—2002热磨机制造验收技术条件规定,转盘的静平衡品质等级应为G1级,转盘与主轴装配后,其动平衡品质等级应为G1级。此外,整幅磨片的静平衡品质也应为G1级。由于转盘和磨片分别加工,平衡的转盘和磨片组装后,转盘整体的平衡品质可能会降低。
为了保证平衡品质,最好是转盘组装后整体进行动平衡。因此,应采用现场动平衡技术,保证转盘的平衡品质不低于G2.5级,这一点对于1270 mm(50英寸)以上大型盘磨机预防碰盘尤为重要。
现场动平衡是转子在其自身的轴承和机架上进行动平衡,而不是在动平衡机上进行平衡[8]。当盘磨机更换新磨片之后,应当进行现场动平衡。现场动平衡避免了拆卸、运输、检修时间长、费用高等问题,现场动平衡时转子的约束和支承符合实际工况,平衡效果好,因此广泛受到重视。盘磨机的现场动平衡可采用专用的便携式动平衡仪,打开磨室盖,在转盘空载或磨浆的情况下进行测试。经过测试分析,找出不平衡原因并进行处理,可以消除振动,有效预防碰盘。
王玉伟等人[9]在分析RL-50大型盘磨机振动及预防时指出;动盘单独静平衡实验的不平衡允差为50 g(磨盘直径1270 mm);动盘和主轴安装在一起的动平衡等级应为G2.5(1500 r/min);整幅动盘的静平衡允差为磨片自身质量的0.05%。磨盘安装在主轴上的径向跳动和轴向窜动不大于0.05 mm,磨片安装的平行度偏差应小于0.05 mm。这些预防盘磨机振动的要求同样适用于预防盘磨机碰盘。
2.3 盘磨机主轴轴承的润滑、温度控制和游隙调整
在磨浆过程中,由于连续运转,盘磨机主轴轴承和密封的部位由于摩擦热使温度升高,这些热量会传递到主轴,转盘也会集聚与浆料摩擦作用产生的热量并传至主轴,使主轴热伸长。对于三盘磨浆机,由于主轴轴向浮动,热伸长影响不大;对于单盘磨浆机(或高浓磨浆机),由于两支撑都可承受轴向力,主轴热伸长可导致主轴弯曲变形,使转盘发生偏斜。当转盘偏斜增大时,会引起转盘振动,或产生碰盘。
因此,盘磨机轴承的润滑、冷却和密封的冷却很重要。对于盘磨机这种精密主轴,无论哪种情况,主轴温度均应小于65℃。大型盘磨机一般都有稀油润滑冷却系统和密封的冷却系统。轴承温度过高会导致滚动体膨胀,摩擦阻力增大,动力消耗增大,加速轴承磨损。大型盘磨机应有主轴轴承温度检测装置,当轴承温度高于设定值时,加快润滑冷却系统的循环,从而控制轴承温度不高于设定值。
主轴轴承游隙过小,会导致轴承摩擦阻力增大、温度升高;主轴轴承游隙过大,在载荷作用下会导致主轴轴线偏移,主轴回转误差增大,产生振动甚至碰盘。考虑到轴承滚动体磨损后轴承游隙的及时调整,最好的方法是采用轴承游隙自动调节装置,该装置一般采用弹簧调节轴承游隙。
2.4 采用防碰盘的安全保护措施
尽管上述措施考虑了盘磨机设计、使用和维护的各个方面,在很大程度上减少了盘磨机的碰盘,但是盘磨机的碰盘很难完全避免。所以,人们考虑采用一种防碰盘的自动调整装置,对磨盘间隙进行常态化的在线测量,当检测到磨盘间隙过小时,及时地自动调整磨盘间隙,预防碰盘的发生。
1980年,James H Rogers等人[10]提出了采用测振仪间接检测盘磨机碰盘的方法;1986年,Donald M Whyte[11]提出了在磨盘上安装传感器直接检测磨盘间隙控制碰盘的方法;2007年Bruce R Crossley等人[12]也提出了类似的控制盘磨机碰盘的方法。
2008年,张辉等人[13]研究了采用电涡流传感器测量盘磨机磨盘间隙的方法。该方法是将电涡流传感器安置在定盘磨齿上,进行磨盘间隙的在线测量。文献[14]表明,将加速度传感器安装在磨浆机出浆管上,信号经过A/D转换后传入计算机,然后进行连续小波变换 (CWT)处理。该方法经过信号处理与分析,对于检测盘磨机振动、碰盘有一定的意义。

图6 RFS4及其安装方式
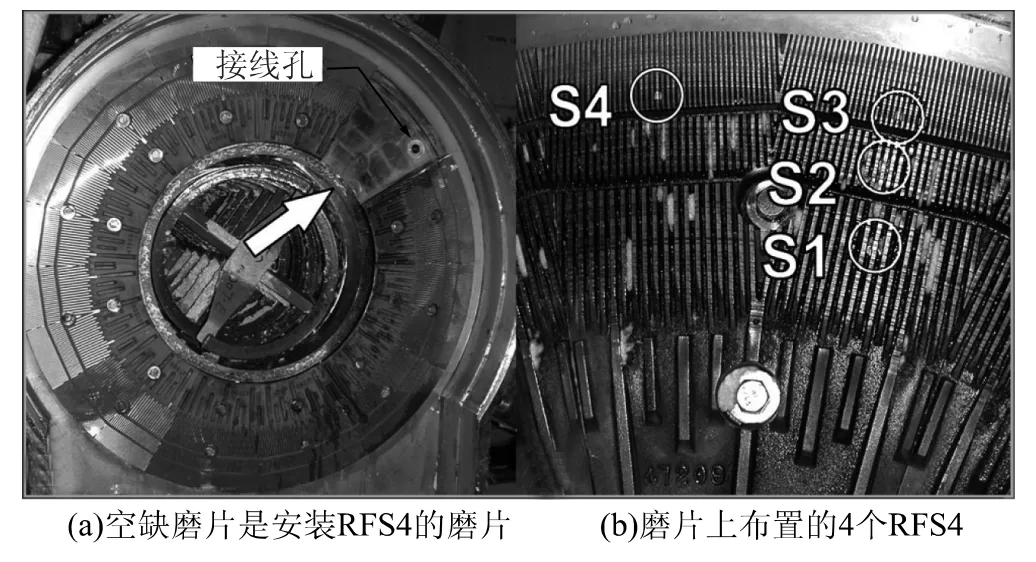
图7 磨片表面RFS4的布置、接线孔和安装RFS4
Dustin Olender等人[15-16]经过10多年的研究,开发了第4代盘磨机专用的压电式力传感器 (RFS4),将其镶嵌在盘磨机定盘上 (其结构和安装方式见图6),通过测量盘磨机齿纹上作用力的变化情况,检测磨盘间隙 (RFS4在磨盘的布置方式见图7),根据检测信号分析处理结果,自动采取预防碰盘的安全措施。这种直接检测方法频率响应高、灵敏度高,可以检测磨片齿纹上作用的动态磨浆力,检测准确可靠(RFS4测量结果见图8)。先前他们采用加速度传感器预测盘磨机碰盘,现在采用RFS4预测盘磨机的碰盘,两种方法比较表眀,RFS4灵敏度高,可先于加速度传感器几秒钟预测碰盘;RFS4没有误报,而加速度传感器可能会产生误报。该方法的缺点是需要在定盘上打孔,此外传感器顶端容易磨损,需要经常更换。
2006年,Andritz公司开发的数字式预防磨片碰盘的盘磨机保护系统(RPS,Refiner Protection System)已经投入生产应用[3]。2003年时,Andritz的第一台RPS模拟系统样机曾进行了生产试验,但模拟RPS系统传感器不可靠,传感器发出的信号易受干扰,而数字式RPS系统大大改善了模拟RPS系统的性能。该系统选择了由专家确定的磨盘间隙临界值,当磨盘间隙接近该临界值时,RPS会将盘磨机安全关闭并在30 ms内向DCS过程控制系统发出警报。

图8 S1位置RFS4测量的磨浆过程力的波动
3 结语
由于磨盘间隙很小,盘磨机很容易发生碰盘。碰盘是一种非正常现象,碰盘会加速磨片磨损、引起盘磨机振动,增大噪声。碰盘轻则导致停机,重则导致圆盘、轴承或者机壳损坏。
盘磨机碰盘的主要原因是间隙过小,磨片受热弯曲变形,蒸汽排出的扰动,两磨片不平行,转盘不平衡和盘磨机主轴系统刚度不足等。其中,磨片热变形、蒸汽扰动对盘磨机影响较大。
预防盘磨机碰盘的主要措施是:通过主轴参数优化设计提高主轴系统刚度;采用现场动平衡保证转盘的平衡品质;盘磨机主轴系统的润滑、冷却,控制主轴的热变形;轴承间隙的自动调整;盘磨机磨盘间隙的在线测量和预防碰盘的自动控制安全保护装置等。预防盘磨机碰盘需要在盘磨机设计、使用和维护等方面统筹考虑。
[1] J&L Fiber Services.Revolutionary C90 alloy for low consistency refiner plates—In a class by itself[A].PTIMA Technical Bulletin,2007,1(4)./www.jlfiberservices.com.
[2] LIU Zheng-huai,ZHUANG Yong-yi.A laboratory study on noise of double disc refiner(Φ450)[J].China Pulp & Paper,1983,2(2):39.刘征怀,庄涌毅.关于Φ450毫米双圆盘磨浆机噪声的探讨[J].中国造纸,1983,2(2):39.
[3] Clash-proof refining[A].Fiber Spectrum—The Customer Magazine of Andritz Pulp & Paper,2006(1):25.
[4] WANG Yanping,ZHU Fang.The Importance of the Gap the Dynamic Disk and Stable Disk in Refiner[J].China Forest Products Industry,2006,33(4):41.王艳萍,朱 芳.动、静磨片盘的间隙在热磨机上的重要性[J].林产工业,2006,33(4):41.
[5] ZHANG Qiang,YAO Bairang.Touching and Scraping Each Other of Segments inRefining[J]. ChinaWood-BasedPanels, 2005(9):12.张 强,姚百让.热磨机“碰盘”现象分析[J].中国人造板,2005(9):12.
[6] JIANG Xiongxiang,REN Bomei.Importance of depth of parallelism of disc plates in single-disc refiner[J].China Pulp & Paper,1978(3):53.蒋雄翔,任伯梅.单转盘盘磨机中磨盘平行度的重要性[J].造纸技术通讯,1978(3):53.
[7] SUI Xiulin,GAO Anbang.Actual machine tool design handbook[M].Beijing:China Machine Press,2010.隋秀凛,高安邦.实用机床设计手册[M].北京:机械工业出版社,2010.
[8] AN Shenli,YANG Shenli.Locale dynamic balancing technology of rotor[M].Beijing:National Defence Industry Press,2007.安胜利,杨胜利.转子现场动平衡技术[M].北京:国防工业出版社,2007.
[9] WANG Yuwei,HAN Gang.Vibration reason and prevention of large type disc refiner[J].Paper and Paper Making,2000(4):25.王玉伟,韩 刚.大型盘磨机振动原因及其防治[J].纸和造纸,2000(4):25.
[10] James H Rogers,Donald J Butler.Method and System for Detecting Plate Clashing in Disc Refiners:US,4233600[P].1980-11-11.
[11] Donald M Whyte.Methods and/or apparatus for detecting and controlling refiner plate clashing:US,4627578[P].1986-12-09.
[12] Bruce R Crossley,Dwight Shelomis.Refining member clash control method:US,7309036 B2[P].2007-12-18.
[13] ZHANG Hui,LI Zhongzheng.Study on a new method of on-line and precise measurement of disc refiners refining gap[J].Transactions of China Pulp and Paper,2008,23(1):85.张 辉,李忠正.新的盘式磨浆机磨浆间隙在线测量技术[J].中国造纸学报,2008,23(1):85.
[14] SONG Naijian,SHEN Wenhao.The vibration signals of pulp refiner and their collecting and processing system[J].Transactions of China Pulp and Paper,2009,24(2):96.宋乃建,沈文浩.磨浆机的振动信号及其采集处理系统[J].中国造纸学报,2009,24(2):96.
[15] Dustin Olender,Paul Francescutti,Peter Wild.Refiner plate clash detection using an embedded force sensor[A].IMPC,2007,No.23.
[16] Olender D,Wild P,Byrnes P.A piezoelectric force sensor for millscale chip refiners[J].Process Mechanical Engineering,2008,222:115.