两次变速型圆筒直进加工过程中热变量的数值分析
2014-07-31苏日塔拉图
苏日塔拉图
(赤峰学院 数学学院, 内蒙古 赤峰024000)
两次变速型圆筒直进加工过程中热变量的数值分析
苏日塔拉图
(赤峰学院 数学学院, 内蒙古 赤峰024000)
为了改善圆筒直进研削加工的加工能力,我们采用两次变速型粗磨和精磨研削加工,加工过程中,由于直进速度及切削量的不同组合导致的工件内部流入的热量有所变化,这对加工精度来说有影响.本研究中,设计了两次变速型研削加工的数值解析程序,并解析工件温度分布和热变形现象.
数值分析;热变量;研削;差分法

苏日塔拉图,男,蒙古族,1974年9月出生于内蒙古赤峰市克什克腾旗,1997年7月毕业于内蒙古师范大学数学系。2006年3月,毕业于日本国立冈山大学大学院教育学研究科数学教育专业,获得硕士学位。2009年3月,毕业于日本国立冈山大学大学院自然科学研究科产业创成工学专业,获得博士学位。2009年4月,担任YUASA工机株式会社油压机器制造部生产管理科技术指导,中方技术指导科科长。2012年4月调入赤峰学院数学与统计学院工作。
对一般圆筒直进研削加工来说,如果要提高加工品质(热变形量,研削精度,表面粗糙度,加工表面特性等),需要延长加工时间,这导致加工效率变低,反过来说如果要提高加工效率热变形量就增大,这就导致了加工品质的劣化.在实际研削加工中,为了提高研削效率及保证后期加工品质,我们使用的不是单一的定速直进加工,而需要用两次变速来加工,第一阶段经可能快速切削(粗研削),到了一定时间后为了保证加工品质的要求,在进入第二阶段进行直进速度变速(精研削),也就是说采用两次变速型圆筒直进切削加工的情况比较多[1].
本研究中,探讨了实现良好加工品质和研削效率的条件,并且,关于粗研削和精研削过度点的工件温度分布和热变形进行了数值分析.
1 数值分析方法
笔者在,前论文[2]建立了圆筒直进研削现象的模拟模型,并结合差分法分析了非定常热传导的数值分析,确立了工件热变形的模拟试验的手法.在本文中把工件热变形的模拟试验的手法改良成适用两次变速型圆筒直进加工,并实施数值分析.
2 两次变速型研削加工的数值解析
粗研削速度为8m/s,精研削速度为4m/s时的切削量及半径减少量变化如图1所示.这里用(SR)T表示热变形时的外观上的半径减少量,(SR)T减去热变形量的值表示实际半径减少量SR如图所示,20s(研削量160μm)时粗研削结束,明显的热变形伴着精磨过度而产生.图2中表示,图1同一条件下的实际半径减少速度SR’和外观上的半径减少速度(SR)T’的变化过程.
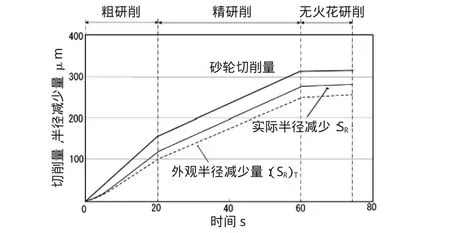
图1 两次变速型直进研削的切削量和半径减少量
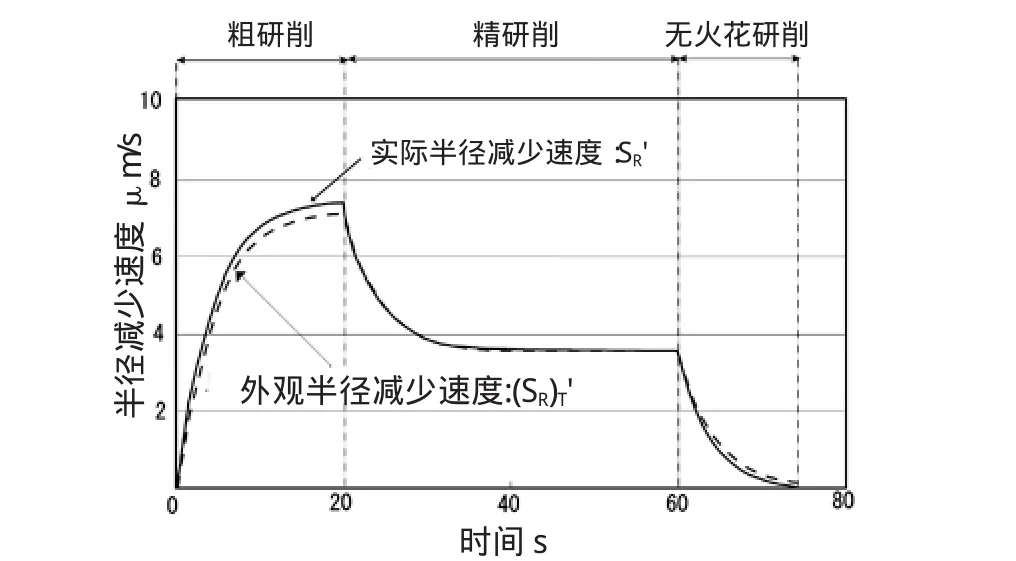
图2 两次变速型直进研削的半径减少速度
两次变速型研削中,从砂轮和工件接触就工件开始热流入,并热膨胀加速进行.而且,精磨过度的同时,热流入量减少这时工件表面散热引起热膨胀速度收敛下去.并且,无火花研削过程中,受到残留热膨胀影响,两者的半径减少速度明显看到差异.
3 精研削切削量和变速影响
关于两次变速型研削加工中,粗研削和精研削的直进速度和切削量的搭配有几种.那么,表格中表示粗研削直进速度设为10m/s,精研削的总切削量在5m~320m之间变化,那么直进速度在表1中设定后,实行数值解析.

表1 解析条件
按照表1进行改变各参数值的时侯切削量的变化对应于图3所示.各研削条件的精研削在图中的黑点处开始,在ts=60s处转移到无火花研削过程.图4中表示的是和图3相同条件的热膨胀量的变化.图所示,粗研削支配条件下,热收缩在精研削时发生.另一方面,精研削支配的条件下,热膨胀继续到无火花研削附近.从这个现象看,如果让精研削时的热膨胀量收敛到一定值,那么我们要选择最适当的粗研削到精研削的过度点.
还有,无火花研削时热膨胀量,在解析条件1中6.85μm,解析条件8中5.62μm,为了追求加工精度,选好粗研削和精研削的切削量及直进速度也是一个重要的因素.
关于解析号6对应的工件温度分布图,图5所示.应为工件的表面,最受热流入出的影响,所以敏感地反映出对于粗研削,精研削的研削能力率的温度变化.然而,随着从工件表面到中心,热传导发生时间差异,同时由于从工件表面流出热量,所以看不见温度的急剧变化了.加上,工件表面和内部热传导有差异,影响到表示最高温度的研削时间,对于每个表面深度的温度上升曲线的极大值不同,因此,在工件内部,几乎不怎么受到直进速度的影响,温度几乎和切削周期同比例上升.到无火花加工时热的流入急减,从工件表面放热为主,所以表面的冷却使表面温度急速下降.反而在工件内部,加工过程的热量被储积,更进一步说,由于冷却液的冷却不十分起到作用所以降温迟缓,因此,对于表示最高温度的粗研削,抑制温度上升有助于降低热变形.
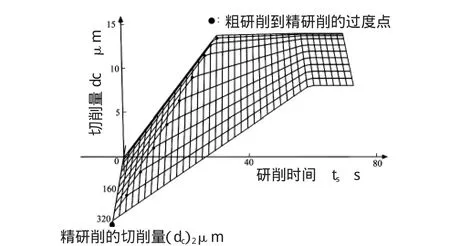
图3 两次变速型直进研削的切削量
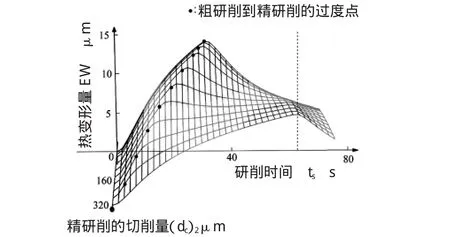
图4 两次变速型直进研削的热膨胀量
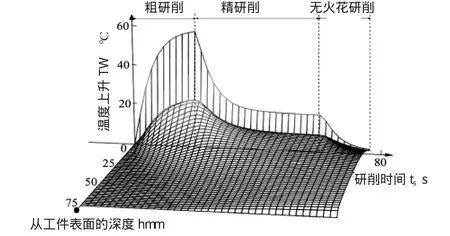
图5 两次变速型直研削的工件温度分
4 结论
本研究中,通过数值解析讨论了两次变速型直进研削加工对工件的温度分布及热变形现象.下面是得到的主要结论.
(1)如果适当地设定粗研削到精研削的时间,那么在精研削时热膨胀量几乎控制到一定量.
(2)一方面应为速度工件表面温度急剧下降,另一方面,工件内部,几乎不会受到直进速度的影响,温度几乎和切削周期同比例上升.
〔1〕中島利勝,露峯登.两次变速直进加工研究[J].精密机械,1979,45(11):47.
〔2〕坂倉守昭,苏日塔拉图,長谷川裕之,塚本真也.关于圆筒直进研削加工的热变形模拟实验.2007,51(9):559.
TH161+.21
A
1673-260X(2014)07-0001-02
