一种智能流量测控仪的开发
2014-07-08彭国勋邹强强陈绪龙
彭国勋,邹强强,陈绪龙
(西南科技大学 制造科学与工程学院,四川 绵阳 621000)
0 引 言
随着科技的发展,人们测量流量的工具在不断地进步,流量测量技术也在不断地发展成熟。而人们在测量流量的同时,往往还需要控制流量(流速)的大小。传统的流量计量仪表流量计和控制阀是分开的,流量计读取流量值,控制阀人工调节流量的大小,但这样会造成效率低下和误差增大。结合流量测量和自动化控制技术,将流量计和测控阀重新组合,实现流量的测量和自动控制功能,成为近年来流量测量领域一场重大技术革新,智能流量测控仪将成为这个领域发展的方向。针对流量测量向自动化发展的趋势,本文提出了一种流量测量和自动控制为一体的智能流量测控仪,并经试验验证可以很好地实现其功能。
1 结构组成及工作原理
1.1 工作原理
智能流量测控仪将流量计和流量控制阀组合使用,形成负反馈系统,当流量计检测到的流量大于或小于设定值时,流量计内的单片机就会发出指令,调节测控阀的开度,使流量等于设定值。如图1 采用安装在流体管道上的流量变送器,将检测到的流量信号变送到流量积算与控制单元,该单元将收到的流量信号与设定瞬时流量进行比较的方法,得出“正偏差”、“负偏差”或“零偏差”,根据偏差的性质与变化趋势,该单元向电动执行器发出“关”、“开”或“停”的指令,从而调节流量,使之稳定在设定值上。另外可选配温度、压力等传感器与无线远程实时监控管理系统。
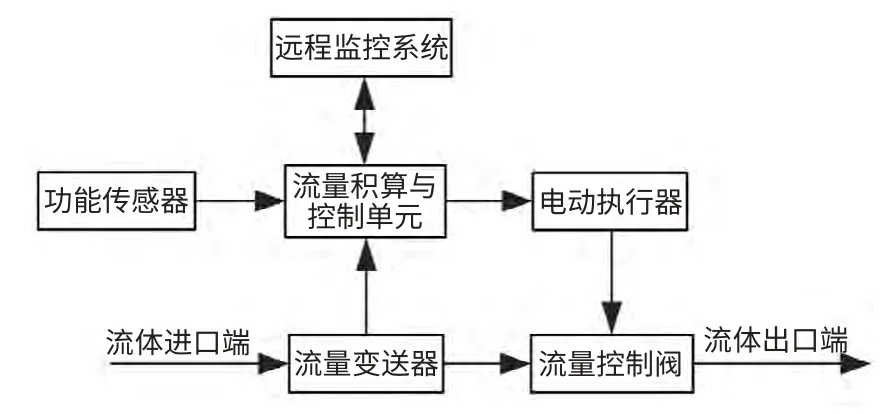
图1 智能流量测控仪工作原理
1.2 整体结构设计
智能流量测控仪主要由流量变送器、流量控制阀、电动执行器、流量积算与控制单元4 部分组成,根据用户的安装要求,流量测控仪中流量变送器、流量调控阀分为4种常用的组合型式:直角一体式测控仪、水平一体式测控仪、直角分体式测控仪、水平分体式测控仪。
2 流量控制阀的设计
2.1 阀芯设计
流量控制阀是用来调节流体流量大小的装置,通常由壳体和阀芯组成。阀芯上具有两个月牙形的圆孔,静阀芯固定在壳体上,动阀芯通过销钉与阀杆相连并随阀杆转动,动、静阀芯紧密接触且能相对运动,如图2。当阀门完全关闭时,静阀片和动阀片上的斜孔正处于相向位置,而后随着阀杆的转动,静动阀片之间就形成了能任意变化的两支月牙形流道,从而通过改变介质的流通截面积来调节流量。阀门从关闭至全开状态整个调节过程,只需手柄旋转90°(即1/4 圈)即可实现。
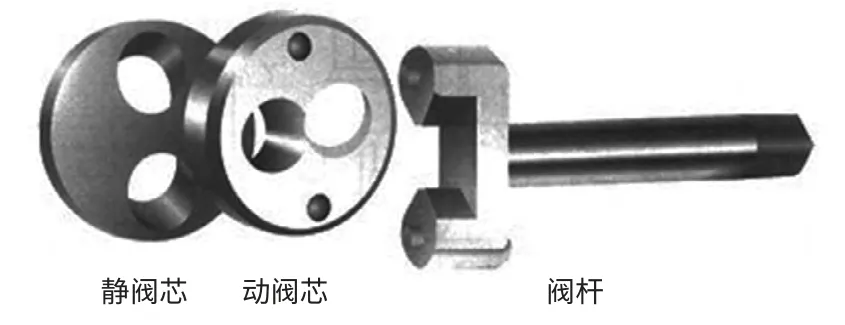
图2 流量控制阀的阀芯
2.2 设计时应注意的问题。
1)密封问题。静阀芯、动阀芯应保证紧密接触,两平面平行,防止液体从两阀芯平面渗出;下阀芯与壳体接触,通常壳体内表面加工精度不高,下阀芯与壳体接触处应加密封圈,防止流体压力过高时液体侧漏,影响流量测量的精度。
2)加工精度。应保证重要配合面的加工精度,如静阀芯上平面、动阀芯下平面和阀杆的外表面,都会产生相对运动,应保证合适的粗糙度、尺寸精度、平行度、垂直度等。例如口径50 mm,压力为32 MPa,流量为0.4~10 m3/h的压力管道静阀芯上平面、动阀芯下平面粗糙度为Ra0.1,阀杆的外表面粗糙度为Ra0.8。
3)材料选择。材料的选择应综合考虑强度、耐磨性和耐腐蚀性。阀芯材料应选择硬度和耐磨性较高的材料,例如9Cr18Mo 淬火后具有较高的硬度和耐磨性,可作为阀芯的材料,阀杆则选择304 不锈钢,在保证强度的同时防止生锈。
4)加工工序。由于阀芯要进行淬火,淬火后有热变形,所以阀芯的合理加工工序为机床加工,线切割,淬火,磨削。
5)装配。装配前要对流量控制阀的流道去毛刺,然后对通道进行清洁,以保证阀芯能水平放入壳体内。
2.3 执行器的选用
采用天津盛凯达SKD-10型执行器,最大可输出100 N·m的力矩,且该执行器免加油,免点检,防水防锈,可任意角度安装。
3 流量计的设计
3.1 流量测量的原理
流量计是根据法拉第磁电感应与卡门涡街相结合的原理设计的[5],如图3,当导电流体流经旋涡发生体时,形成交错排列有规则的旋涡,旋涡切割永磁体磁力线产生与旋涡频率相同的感应电动势。感应电动势由检测电极检出,并在一定流量范围内,该感应电动势的频率与流量成正比。通过前置放大电路、滤波、整形,并送至微处理器,进行数据的采集和处理,实现流体瞬时流量、累计流量的显示及流量数据与微机系统之间的通讯和控制。

图3 流量计的工作原理图
卡门证明了旋涡稳定条件,两旋涡列之间的距离和同列的两旋涡之间的距离之比为0.281。旋涡发生体产生旋涡,在一定的流量范围内,旋涡分离频率与管道内流体的流量成正比,通过电磁元件检测到旋涡分离的频率f,通过单片机就可算出流量qV。根据流体中旋涡分离的频率计算流体的体积流量的公式为:
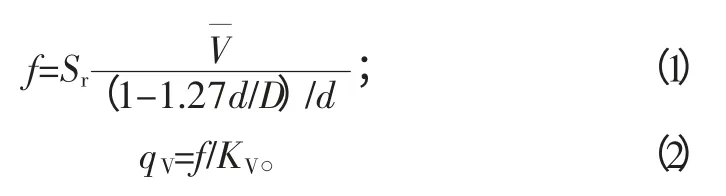
式中,f 旋涡的发生频率,Sr为斯特劳哈尔数,为被测流体的平均流速,d 为旋涡发生体迎流面的宽度,D 为测量管内径,qV为被测流体的体积流量,KV为仪表系数。
3.2 设计时应注意的问题
1)密封问题。由于信号组件要插入测量管内,故信号组件要用密封圈紧密密封,旋涡发生体和电极座与测量管焊接时,应保证焊接充分且不虚焊、无气泡等,避免高压时产生泄漏。
2)加工精度。旋涡发生体是产生旋涡的部件,其表面质量和加工精度直接影响旋涡产生的强度和数量,由于线切割可加工硬质金属且加工精度高,故本产品用线切割的方式加工旋涡发生体,来保证旋涡发生体的加工精度和表面粗糙度。流体通过测量管内腔,经过旋涡发生体产生旋涡,旋涡产生的电动势被信号组件检测,如果测量管内腔加工精度和表面粗糙度达不到要求,就会影响信号组件对信号的采集,进而影响仪表的准确性和精度。
3)材料选择。测量管、旋涡发生体必须采用无磁性、抗腐蚀的材料,避免被磁铁同化,影响信号强度和仪表精度。
4)加工工序。测量管采用法兰与管道连接时,应保证仪表长度,由于焊接会产生变形,焊后应安排精车,测量管加工时应留有足够的余量。
5)装配。由于测量管要承受一定的压力,装配时应注意信号组件与电极座之间放密封圈,且应该将信号组件锁紧。
另外,测量管采用渐缩、渐扩管,可以测量较小的流量。
4 流量积算与控制单元的设计
流量积算与控制单元是智能流量测控仪的大脑,它对来自流量转换器的信息进行分析和处理,将偏差进行自动补偿,通过控制执行器带动阀的开闭,使流量趋于设定值。
4.1 硬件设计
硬件电路如图4 所示,电极采集到的微弱信号经前置电路处理后变成方波信号,单片机通过计数器来捕获该信号,然后由式(1)和式(2)算出流体的流量。接着根据用户要求的设定流量值来控制执行器的开和关,达到控制管道中流体流量的目的。
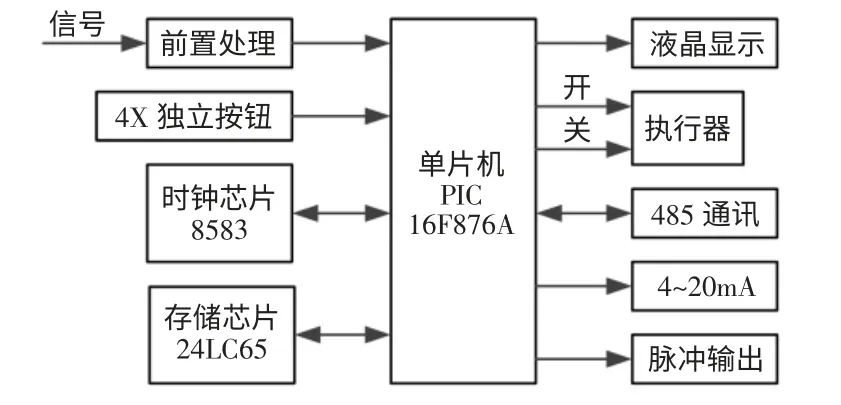
图4 流量积算与控制单元的硬件电路
本测控仪采用8583 时钟芯片,自带微型电池,即使外部电源断开,也能保证系统时间的准确性。24LC65 内可以保存8KB 的数据,用于保存流量计的参数和日流量数据。仪表可选3 种标准的信号输出:485;4~20 mA;脉冲输出。485 通讯采用标准的 ModBus-RTU 协 议,带CRC 校验功能,加强了数据的准确性,符合现代数字化仪表的发展方向。4~20 mA 抗干扰能力强,传输距离远,生产现场也有不少的运用。脉冲信号输出的精度高,但不适于远距离传输。本测控仪采用这3 种通讯协议,用户可根据现场的工作情况,选用合适的协议工作,提高了测控仪的可靠性。此外,仪表具有友好的显示界面和人性化的设置按键,简单易学,操作简便。
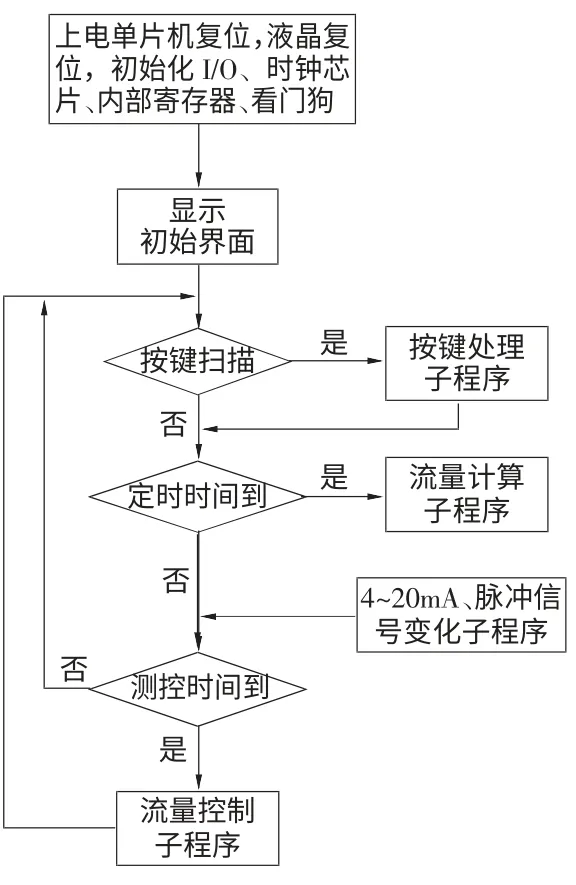
图5 主程序流程图
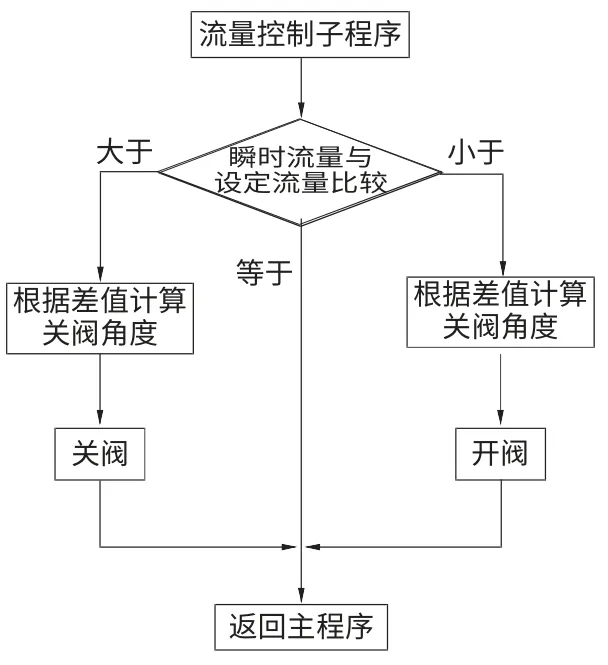
图6 流量控制子程序
4.2 软件设计
本系统采用子程序模块化设计。本软件主要包括主程序、子程序以及中断子程序。主程序框图如图5 所示,它主要包括复位、初始化、按键扫描定时时间的控制。
子程序有按键处理子程序、瞬时流量累积流量计算子程序、4~20 mA 和脉冲信号变化子程序、流量控制子程序和显示子程序。流量控制子程序的系统框图见图6。
中断子程序包括485 通讯中断子程序、定时器1 中断子程序。
5 实验结果及结论
智能流量测控仪的流量信号的频率与介质流速成正比,一般来说介质的流速范围大约在0.2~9 m/s 内信号稳定。利用标定台对各种口径的测控仪进行标定数据如表1,其流量范围的理论值和标定值有一定的偏差,具体表现在标定值的下限流量较理论值高,上限流量较理论值低。经分析、实验,发现加工中测量管内腔的加工精度不高、控制阀内腔有毛刺、流体水质有微小颗粒物等都会导致标定值达不到上限值和下限值。这些问题在加工中应予以避免。实际设计中要根据用户要求的流量范围,并考虑加工装配过程中的误差,对测量管的内径进行合理的设计。总之,本装置可以实现流体的测量和自动控制。

表1 测量管内径与所能测量的流量范围
[1] 莫德举,朱大雷.电磁式涡街质量流量计的开发[J].北京化工大学学报,2002,(4):76-77.
[2] 霍亮生,顾祖宝.基于多种励磁方式的电磁流量计控制系统[J].仪表技术与传感器,2014(2):29-33.
[3] 梁国伟,蔡武昌.流量测量技术及仪表[M].北京:机械工业出版社,2002:262-287.
[4] 黄咏梅.基于压差原理的涡街质量流量测量方法研究[D].杭州:浙江大学,2005.
[5] 刘鹏民,莫德举.电磁式涡街流量传感器的研究[J].测控技术,1999,18(11):35-37.
[6] 孙志强,项银杰,张宏建.压差式涡街质量流量计信号处理系统的研制[J].控制工程,2007(5):185-188.
[7] 李雯,戴华平,许玉芳.一种新型的电磁涡街水表[J].工业计量,2007,17(1):27-30.