重型数控落地铣镗床床身安装工艺方法研究
2014-07-08王海军
王海军
(齐齐哈尔二机床(集团)有限责任公司 设计研究院,黑龙江 齐齐哈尔 161005)
0 引 言
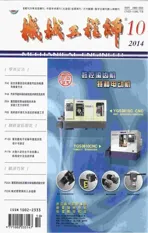
重型数控落地铣镗床主要由床身(由于行程长,需要由多段床身拼接)、滑座、进给箱、立柱、主轴箱、滑枕等主要部分组成(如图1),是采用当代机械、电气、液压等新技术设计而成的用途广泛的重型通用金属切削机床,具有自重大、加工件尺寸大、加工精度高以及加工范围广等特点。重型数控落地铣镗床重点装备于国防军工、重型机械、能源、造船、钢铁、矿山机械、工程机械、水轮机、汽轮机重型电机、交通等国家重点行业。基于重型数控落地铣镗床的应用领域及结构特点,即床身由多段床身拼接而成,且需要承载约120t 机床重量,要求机床床身在安装时要有足够的承载刚度及精度,从而为床身的安装增加了很大难度。
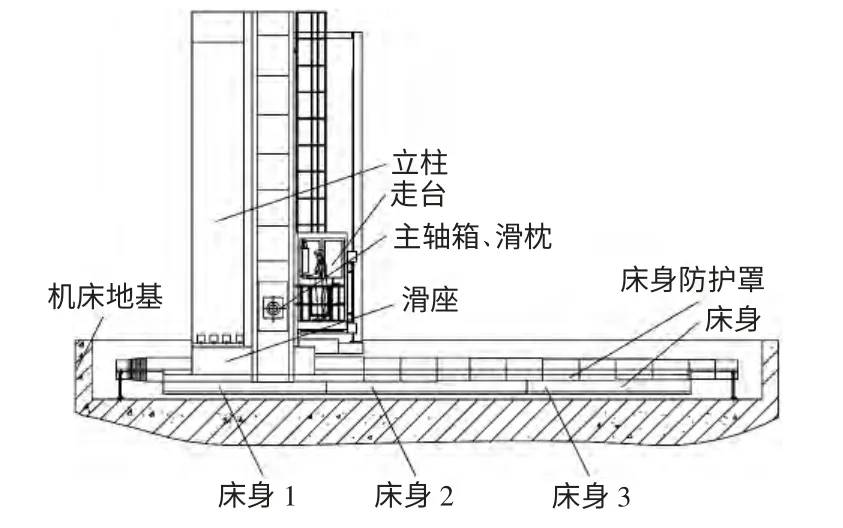
图1 机庆外观图
1 床身安装与二次灌浆
1.1 床身安装与粗调(见图2)
安装时床身的吊运应注意安全,轻吊轻放,加工表面不得磕碰划伤。将4 块等高垫块放在床身准备位置的四角,保证支撑床身的安全与稳定,并有足够的装配空间。将床身轻放到垫块之上,注意垫块不应遮挡床身地脚部位。

图2 床身在基础上的安装与粗调水平

图3 地脚螺栓组装图
按图组装地脚(见图3),应在调整套和螺杆、螺母的螺纹部分涂少许黄油防锈,便于今后调整。在床身地脚孔装定心套,将组装好的地脚按图4 装到床身地脚孔中。
在基础上每节床身的位置,摆放6 个简易调整垫铁(楔铁),然后将每节床身按正确位置轻放到垫铁之上。操作时注意,下落床身时,不要让地脚组件与地脚坑壁相碰,如有地脚在操作时与地脚坑位置干涉,须先修整地脚坑,然后再放置床身。所有床身放置在用户自制楔铁之上,确认床身之间的相互位置及方向是否正确。要求相邻床身的导轨错位在水平方向和垂直方向都小于0.05 mm。粗调床身水平(见图1),要求床身全长自然水平误差及全长直线度误差小于0.2 mm。
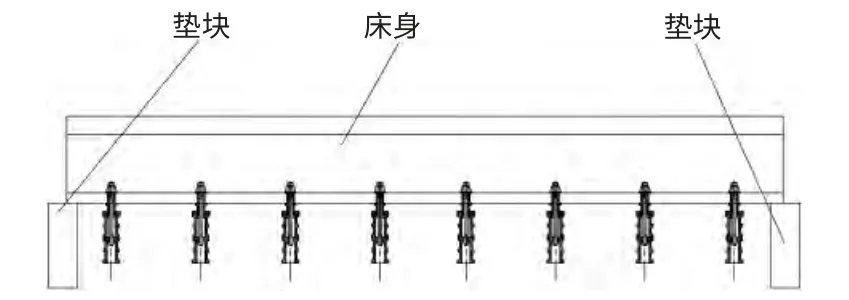
图4 床身地脚螺钉的安装
1.2 地脚坑二次灌浆
粗调后,向地脚坑浇灌混凝土,保持和固定地脚组件的位置,尽可能一次注满地脚坑。
当地脚坑内的混凝土达到足够的强度后,拆开各节床身的联接,卸掉地脚组件上的螺母,将各节床身轻吊移出基础,吊运时不可碰撞地脚螺栓。地脚坑补灌混凝土,并且进行修整,修整后应符合地基图。移走每节床身下的6个楔铁,检查床身接头处有无磕碰和毛刺,去掉床身地脚孔的定心套。将床身按原位置重新安装在调整地脚之上。
2 床身精调
2.1 床身精调整精度要求
精调床身水平(见图5),调整精度要求如下:
图5 床身精调示意图
1)垂直平面内的直线度。在1 000 mm 长度内为0.020 mm;长度每增加1 000 mm,允差值增加0.005 mm;最大允差值:10 000 mm 长度内为0.050 mm;长度超过10 000 mm 为0.080 mm。
2)床身导轨水平面的直线度。在1 000 mm 长度内为0.020 mm;长度每增加1 000 mm,允差值增加0.005 mm;最大允差值:10 000 mm 长度内为0.050 mm;长度超过10 000 mm 为0.080 mm。
3)垂直平面内的平行度。床身导轨在垂直平面内的平行度为0.02/1000 mm。
2.2 床身精调整方法
上述三项预调精度是基础精度,必须认真调整达到要求,然后才可以继续后面部分的安装和调试。具体调整方法法如下:
如图5,两条导轨是联合导轨,都是整体导轨的一部分,因此要统一检查和调整。在导轨水平面上各放一块长500 mm 的等高滑块,在两滑块之间横向放置一平尺。在每个滑块上沿导轨纵向及横向放置精密水平仪,在平尺上横向放置精密水平仪。同时推动滑板,每移动500 mm,记录每个水平仪的读数,在导轨全长上进行检验。利用作图法,求出导轨垂直面内的直线度和平行度及其相对应的位置之后,再用光学准直仪进行复检(在前导轨上)。
床身精调是耐心细致的工作,调整要循序渐进,每次调整后有个稳定过程,需要复检观察变化。具体步骤如下:
1)连接床身时,接头导轨的错位即高度和水平方向差应调整在0.01 mm 之内,可用指示器检验。
2)调整精度,从对接处开始向两端延续调整。初始精调时先不要使纵向中间两排地脚螺钉受力,后排也不要大力紧固。调整垂直平面内的直线度时兼顾到垂直平面内的平行度,避免不必要的重复劳动。当垂直平面内的直线度和垂直面内的平行度基本合格后再调整水平面的直线度。
3)调整垂直平面内的直线度和垂直面内的平行度时,先松开M30 螺母1,需要此点下压时,右旋拨块2 带动调整套旋转向下移动,然后再拧紧M30 螺母1 将床身与调整套压实。此调整套旋转向上抬起时,左旋拔块,带动调整套旋转向上移动,再拧紧M30 螺母1 压实。当调整水平面内的直线度时,需要用侧顶力(见图3),调整地脚中有多处带侧顶的整地脚,需要水平横向移动某段床身时,先将移动方向的侧顶螺栓4 退回一些,将与其对面的侧顶螺栓拧进推动床身水平横移,然后将两侧的顶螺栓拧紧把床身固定住。
精调精度稳定后,应重新检测三项精度,保留测量记录,以备机床在总装调整时参考用。
3 结 语
经过实践证明,该床身安装与调整的工艺方法能够保证床身的相关安装要求,简单易行,且不完全依赖于工人技术水平,解决了重型数控落地铣镗床床身安装与调整的难题,从而介绍了机床的安装周期。