热处理参数对破茬圆盘刀组织和性能影响的试验研究
2014-07-08郭明慧李宝玉
郭明慧,李宝玉
(黑龙江八一农垦大学 工程学院,黑龙江 大庆 163319)
0 引 言
免耕播种机破茬圆盘刀是保护性耕作机具的关键作业部件,其破茬性能、耐磨性能以及硬度等的好坏直接影响播种机的播种效果。国外目前已经有很多厂家生产制造圆盘刀,而且产品种类齐全。虽然不同厂家生产的圆盘刀无论从性能上和外形上都有所差异,但是所有的圆盘刀都要求最终具有良好的切茬性能和耐磨性能[1]。国内制作的圆盘刀破茬性能不好,且寿命相对较短。而国外进口的圆盘刀价格又比较昂贵,所以有必要将国外的圆盘刀进行国产化。
目前研究破茬圆盘刀材质及其热处理的报道很少见,通过实验分析研究国内外圆盘刀存在的差异,圆盘刀的选材和加工工艺的确定将为今后圆盘刀的国产化提供有力支持,也为试制圆盘刀奠定了基础[2]。
1 国内外圆盘刀的材质对比分析
1.1 化学成分分析
对进口件与国产件进行扫描电镜能谱分析,发现国外进口的圆盘刀外形和尺寸基本一样,圆盘的选材上均是合金钢[2],进一步的分析和研究发现进口的圆盘刀材料都是特殊配制的,其中还含有少量的Cr、Al、Ti 等元素,而国产件使用的是65Mn 钢,这可能是圆盘在性能上和破茬能力上存在很大差异的原因之一。
1.2 显微组织和显微硬度
除了对材质化学成分进行分析处,还需进一步对其晶粒度及金相组织等方面进行分析。对进口圆盘刀和国产圆盘刀的金相组织检验结果发现,进口圆盘刀的晶粒度较国产圆盘刀的晶粒度细很多,由于圆盘刀的工作环境并不需要很高的温度,故细化晶粒可以提高韧性。金相组织检验发现国产件的组织主要为珠光体+少量铁素体+少量马氏体,而进口圆盘刀的组织主要为马氏体。由于马氏体具有较高的强度、硬度及耐磨性,这可能也是进口圆盘刀比国产圆盘刀性能好的另一原因。
1.3 热处理制度及热处理参数
在对圆盘刀进行金相组织检验时还发现,国产圆盘刀的组织为珠光体和少量的铁素体、马氏体,是退火状态。进口圆盘刀的组织主要为马氏体组织,经过了退火和低温回火处理。由于马氏体是圆盘刀性能差异的重要原因,而热处理与金相组织的关系是密不可分的,国外的各个厂家的圆盘刀热处理制度各不相同,所以热处理制度及热处理参数的不同是对圆盘刀性能产生差异的重要原因。
2 圆盘刀的国产化研究
由于我国的保护性耕作起步较晚,并且我国科研人员把大部分的时间和精力都投入在对保护性耕作机械(如不同类型的免耕播种机)及其它机具的研究开发上,而没有重视免耕播种机械上相关部件的研究,圆盘刀就是其中的一种。近年来国内同行也开始意识到圆盘刀的重要性,如中国农机研究院、大兴农机研究所及个别企业已做过相关方面的研究,但制作出来的圆盘破茬性能不够好,而且寿命相对较短,无法满足目前国内市场的需求,所以仍主要依赖进口,这从很大程度上限制了我国的保护性耕作的整体发展。所以,提高我国圆盘刀的性能非常有必要。而圆盘刀的国产化研究主要是从选材和热处理制度及参数上进行改善。
2.1 材料的选择
免耕播种机破茬圆盘刀的工作环境较为恶劣,常在潮湿性的土壤中和带有腐蚀性的肥料、农药以及各种复杂的地形、地表周围进行耕作,土壤中的砂石和硬块也会对圆盘刀造成一定程度的磨损,机器还会受到冲击和振动,故对圆盘的韧性、硬度、耐磨性和耐蚀性都有较高的要求。所以圆盘刀材料的选择显得尤为重要。通过对国内外圆盘材料的分析发现,虽然均是合金钢,但外国选用了特殊的钢材,而国内一直选用65Mn 钢材。出于对圆盘刀的性能以及经济适应性等方面考虑,试验选用了传统的65Mn 合金钢材料,然后对所制造的圆盘刀进行相关的检验和优化,以提高圆盘刀的性能。
2.2 热处理方案的制定
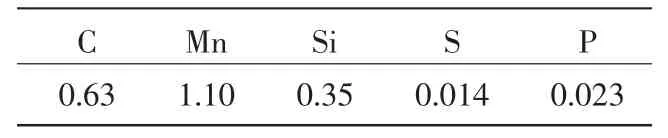
表1 试验用钢的化学成分质量分数%
将材质为65Mn 的玉米免耕播种机破茬圆盘刀作为研究对象,对其进行热处理,观察金相组织和测量洛氏硬度及其耐磨性,从而确定出最佳的工艺参数。
2.2.1 实验用钢的化学成分
所用试样化学成分见表1。
2.2.2 热处理过程的设计
从对圆盘刀的分析来看,国产圆盘刀的组织为珠光体和少量的铁素体、马氏体,是退火状态,而进口圆盘刀的组织主要为马氏体组织,经过了淬火和低温回火处理。
1)正火处理工艺参数的确定。
65Mn 正火的目的之一是为了改善切削加工性能。一般正火加热温度为Ac3+(30~50 ℃)。由于正火时一般采用热炉装料,加热过程中工件内温差较大,为了缩短工件在高温时的停留时间,而心部又能达到要求的加热温度,所以采用稍高于完全退火的温度。一般正火保温时间以工件烧透(即心部达到要求的加热温度)为准[3]。
对65Mn 进行正火处理的另一个目的是为后续热处理提供适宜的组织状态。为了获得较细的珠光体和分散度较大的铁素体,应该适当增大冷却速度[4],故最终将圆盘刀的正火温度定为820~840 ℃。
2)淬火工艺参数的确定。
65Mn 淬火最终目的是获得马氏体组织,从而提高65Mn 的硬度和耐磨性。淬火加热是热处理的核心工艺,所以选择合理的加热温度、保温时间、淬火介质是提高圆盘刀性能的重要措施[5]。
a.淬火温度的确定。由钢的热处理原理可知,将65Mn加热到Ac3线以上30~50 ℃,即810~860 ℃,保温一定时间后,在水或油中快速冷却,以获得马氏体组织。
b.淬火介质的确定。通常淬火介质有水淬、油淬两种。淬火介质的选择对于圆盘刀试样的冷却速度有着至关重要的作用,由于水淬冷却速度过快易使圆盘刀产生裂纹,所以本文选择淬火介质为油。
3)回火工艺参数的确定。
通常热处理是65Mn 试件工艺的最后一道工序,因此,把淬火和回火的联合工艺称为终极热处理。回火的目的是为了降低脆性,减少内应力,防止变形开裂;调整钢件的力学性能,稳定组织,保证工件尺寸、外形不发生改变。对65Mn 进行回火处理是非常有必要的。本实验对65Mn 合金钢采用中温回火,得到回火屈氏体,既可以保证一定强度和硬度,又有良好的塑性和韧性。
2.3 试验结果分析
通过对实验结果的分析,保温时间对于圆盘刀的硬度影响不大,而淬火及回火温度是影响圆盘刀硬度、耐磨性的重要因素。其中,在对实验结束后的试样进行晶粒度评定和金相组织分析时发现,820 ℃加热淬火时钢中有少量未溶铁素体,而860 ℃淬火时钢中马氏体晶粒粗大,虽具有较高强度,但塑性和韧性较差。原因是其亚结构为孪晶,滑移系少,难以塑性变形,而高碳马氏体在成一定交角的快速成长过程中容易互相碰撞,从而形成裂纹,故易断裂也是其塑性差的原因之一[6]。所以淬火温度初步定在840 ℃。在其它条件相同的情况下,回火温度为390 ℃时,所获得的圆盘刀硬度为40~46 HRC,硬度较高,耐磨性也较好。回火温度为390 ℃。
2.4 优化热处理参数
通过对该实验结果进一步的研究和分析,由于65Mn钢的淬火介质传统上使用油当作淬火介质,回火只要在空气中冷却即可的特点,需要对初定的两个温度进行优化。通过多次试验和分析,最终确定淬火温度依然保持在840 ℃,而回火温度调整至390~400 ℃。
3 结 论
1)通过实验前的调查研究分析得出了国产与进口圆盘刀性能差异的原因:是国内外的选材不同,二是热处理制度的不同。
2)通过对所查资料的分析及对实验的制定以及实验结果的分析,从根本上改变了热处理方式和制度,并通过多次实验最终确定了热处理的参数,即淬火和回火温度。
3)圆盘刀合适的热处理参数的确定,有益于推动免耕播种机圆盘刀的国产化,并将为成功试制圆盘奠定基础。
[1] 颜巧燕.免耕播种机开沟圆盘热处理工艺数值模拟[D].北京:中国农业大学,2007:32-42.
[2] 魏小波,李洪文,凌刚,等.免耕播种机开沟圆盘材质与加工工艺的研究[J].农机化研究,2007(1):96-99.
[3] 姜彦锋.压力容器热处理的几个问题[J].石油和化工设备,2010,13(9):26-28.
[4] 夏立芳.金属热处理工艺学[M].哈尔滨:哈尔滨工业大学出版社,2007:78-81.
[5] 杜永英,李成华,马业鹏,等.旋耕灭茬刀热处理参数对耐磨性影响的试验研究[J].农机化研究,2006(3):120-122.
[6] 李志仁.65Mn 钢热处理工艺的改进[J].国外金属热处理,2000,21(3):44-45.