不同波长激光对激光—MAG电弧复合焊接熔滴行为的影响
2014-04-21张斌张宏刘双宇
张斌, 张宏, 刘双宇
(长春理工大学 机电工程学院,长春 130022)
0 引言
激光—电弧复合焊接是激光与电弧两种热源共同作用于工件的同一位置的焊接方法,它具有焊接熔深大,工艺稳定性好,焊接速度快,变形小,间隙桥接能力强等优点,因此近年来被广泛地研究和应用[1]。熔滴行为在激光—电弧复合焊接中对焊缝形貌和力学性能有重要影响,为此学者们利用各种方法和手段对其进行了大量研究。刘凤德等[2]利用高速摄像系统和汉诺威电弧电流电压分析仪分析激光功率对CO2激光—MAG电弧熔滴行为的影响,结果表明激光的加入降低了熔滴过渡频率和过渡稳定性;焊接电流为160 A、180 A时,激光—电弧复合焊接的熔滴过渡频率均随着激光功率的增加而先减小后增大。刘达樊[3]应用Surface Evolver有限元模拟软件对熔滴过渡行为和熔滴受力状态进行了分析,结果表明通过附加轴向机械力可以有效地促进熔滴过渡,提高熔滴过渡频率和熔滴过渡的轴向性。刘双宇等[4]对CO2激光—脉冲熔化极活性气体保护焊(Metal active gas,MAG)复合热源焊接的熔滴过渡进行了研究,结果表明随着激光功率的增加,熔滴的过渡形式由射滴过渡转变为颗粒过渡,并且熔滴的尺寸逐渐增大,熔滴表面出现波形线。吴艳名等[5]指出激光的加入改变了熔滴的空间飞行轨迹、过渡稳定性、熔滴过渡模式和受力状态;YAG激光与CO2激光产生机理不同,YAG波长比CO2激光更短,频率比CO2激光更大,为找出两类激光在激光—MAG电弧复合焊接中对熔滴行为影响的不同之处,本文利用高速摄像系统对熔滴的形成、长大、脱落、进入熔池消失过程进行实时拍摄,观测熔滴直径变化,分别计算不同波长激光—电弧复合焊接的熔滴过渡频率,通过建立熔滴的力学模型,从熔滴受力角度揭示了YAG激光、CO2激光对熔滴行为影响的本质。
1 试验方法
试验中采用的设备为TRUMPF公司的HL4006D型额定功率为4 kW的Nd:YAG固体激光器、Rofin公司的型号DC 050 SLAB额定功率5 kW的CO2激光器、KUKA机器人操作系统、CMOS-CR5000×2型高速相机、Panasonic公司的型号为YD-350AG2HGE MIG/MAG焊机。复合焊接头采用旁轴复合结构,电弧焊枪通过夹具连接在激光焊接头右侧。利用图1所示的高速摄像系统采集熔滴过渡形态照片,其采样频率为5000帧/s。通过电脑显示器观测激光—电弧复合焊接过程中熔滴过渡形式的变化。
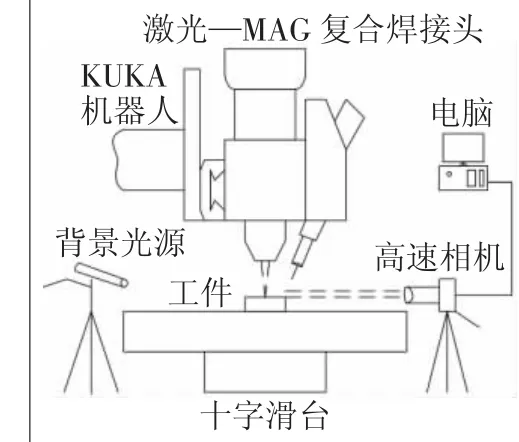
图1 高速摄像系统示意图

表1 高强钢和焊丝化学成分质量分数%
试验材料为高强钢,其主要化学成分见表1,试样尺寸为125 mm×35 mm×8 mm。进行焊接试验之前,先用酒精(或丙酮)将工件表面擦拭干净,去除工件表面残存的油污。然后将试件装卡在十字滑台上面,压板压紧,采用平板堆焊方式焊接。激光焊头采用侧吹保护气,保护气成分:30%He+70%Ar,流 量 为 25 L/min。MAG焊枪采用侧吹保护气,保护气成分:20%CO2+80%Ar,流量为16 L/min。焊接过程采用的主要工艺参数见表2。
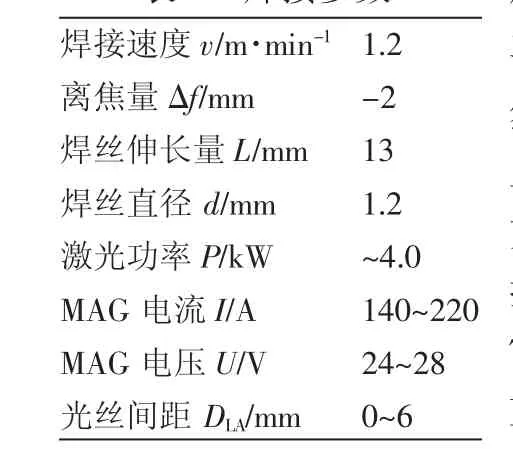
表2 焊接参数
2 试验结果及分析
2.1 金属对CO2和Nd∶YAG激光的吸收率
激光入射到金属材料表面会发生反射、折射、透射、衰减和吸收。从微观上看金属材料对激光能量的吸收,是光子与金属材料中的电子、声子互相交换能量;从宏观上看,主要是金属中光学电磁场与自由电子的作用,自由电子与晶格碰撞产生阻尼而把光能传给晶格加热[6]。根据经典电磁理论,衰减波可表示为

n+ik称为材料的复折射指数;n是实折射率,决定光波传播位相;k是衰减因子,决定光波的吸收。
根据Hagen-Ruben关系,在Fresnel吸收条件下,金属吸收率η可表示为:

其中,ρ为金属电阻率,λ为激光波长。将λCO2=10.06 μm,λYAG=1.06 μm 代入式(2)得:
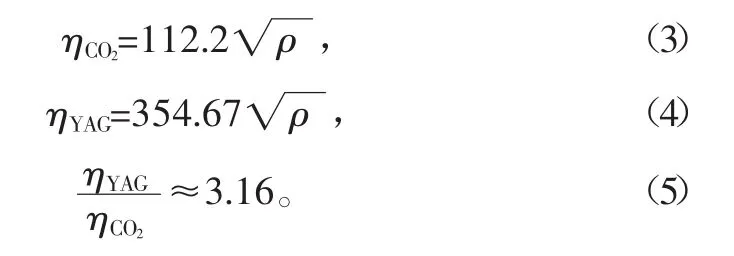
从式(5)可以得出,金属对Nd:YAG激光的吸收率比CO2激光高,约为CO2激光的3.16倍。
3.2 不同波长激光对熔滴过渡频率的影响
图 2(a)、(b)分别为 CO2激光和 YAG 激光熔滴过渡频率曲线,从图中可以看到,CO2激光和YAG激光熔滴过渡频率均随激光功率的增加而减小。当激光功率均增加0.5 kW时,CO2激光—MAG电弧复合焊接熔滴过渡频率下降幅度较为平缓,CO2激光功率由2.0 kW增加至3.5 kW时,熔滴过渡频率下降了23 Hz,如图2(a)所示。YAG激光—MAG电弧复合焊接熔滴过渡频率下降幅度更大,YAG激光功率由2.0 kW增加至3.5 kW时,熔滴过渡频率下降了 125 Hz,如图 2(b)所示。
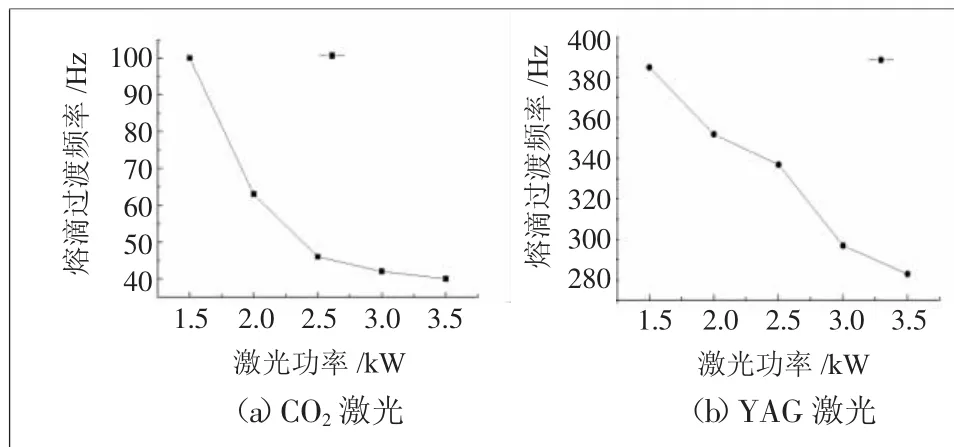
图2 CO2激光和YAG激光熔滴过渡频率曲线
在激光—MAG电弧复合焊接中,激光改变了熔滴受力状态是熔滴过渡频率发生变化的本质原因。图3为激光—电弧复合焊接熔滴的力学模型,其中Fg为熔滴受到的重力,Fp为等离子体流力,Fγ为熔滴表面张力,FRL为金属蒸汽反作用力,Fem为电磁收缩力。当焊接电流、电压一定时,FRL、Fp、Fem对熔滴过渡频率起主导作用。
根据Stokes理论,金属蒸汽反作用力可表示为[7]:
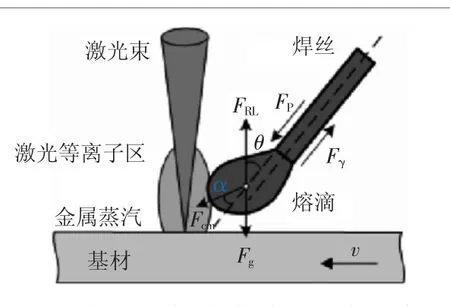
图3 复合焊接熔滴过渡受力示意图

式中:Cd是与金属蒸气Reynold数有关的绕流阻力系数,取0.45;A为垂直于流动方向上的熔滴投影面积;ρg为金属蒸气密度;υg为金属蒸气喷发速度。
电磁收缩力是熔滴内电流受到所在磁场洛伦兹力的宏观体现,可以通过熔滴内电流大小等参数来表示,即[8]

式中,μ0为导磁系数(4π×10-7N·A-2),I为焊接电流。
从2.1节分析可知,金属材料对Nd:YAG激光的吸收率高于CO2激光。因此在相同的激光功率条件下,YAG激光要比CO2激光产生的等离子体密度和压强更低,有助于焊丝端部熔滴的形成和脱落,熔滴过渡频率更高。同时,由于激光光致等离子体改变了电弧的形态和电弧阴极电子的发射方式,使得电磁收缩力Fem的大小和方向发生改变,其作用方向与轴线的延长线成α角。随着激光匙孔的下沉,Fem竖直方向的分力Fem·cosα增大,促进了熔滴过渡,提高了熔滴过渡频率。
CO2激光和Nd:YAG激光输出特性存在差异,采用CO2激光焊接时,激光加热时间较长,温升慢,需要的激光的能量大,温度梯度小。Nd∶YAG激光相对CO2激光温升快,需要的激光能量小,温度梯度大。因此当CO2激光功率与YAG激光功率均以0.5 kW跨度递增时,YAG激光匙孔温升快,随着熔融体的温度增加,材料分子的活动能力增大,导致激光小孔中金属蒸汽喷发的速度υgYAG>υgCO2,根据式(6)可推得,FRLYAG>FRLCO2,即 YAG 激光匙孔内喷出的高温金属蒸汽对熔滴的脱落有更强的阻碍。因此,激光功率增加相同的值时,YAG激光-MAG电弧复合焊接熔滴过渡频率下降幅度更大。
2.3 不同波长激光对熔滴过渡形式的影响
图4为电弧电流为180 A、电压为26 V时,不同激光功率条件下,YAG激光—MAG电弧复合焊从熔滴生成到熔滴落入熔池这一过程熔滴的过渡形式。图5为相同电弧电流、电压条件下 ,CO2激 光—MAG电弧复合焊接在不同激光功率条件下熔滴的过渡形式。从图5中可以看出,当激光功率由1.5 kW增加到2.5 kW时,熔滴的过渡形式为射滴过渡;激光功率由2.5 kW增加到3.5 kW时,熔滴过渡形式由射滴过渡转变为颗粒过渡;从图4中可以看到,当激光功率由1.5 kW增加到3.5 kW时,熔滴过渡形式始终保持为射滴过渡。

图4 不同激光功率下熔滴过渡图像(Nd:YAG—MAG复合焊接)
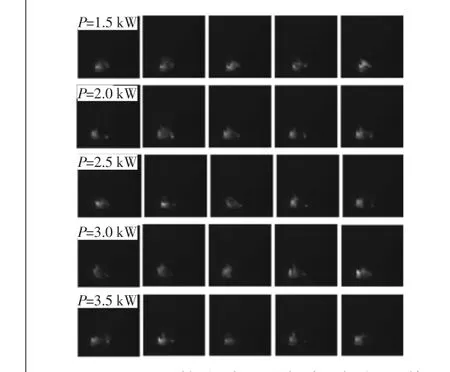
图5 不同激光率下熔滴过渡图像(CO2—MAG复合焊接)
熔滴过渡形式主要取决于电弧形态,而能量、金属蒸汽和电弧电位梯度的变化是导致电弧形态跳变的根本原因。对于CO2激光—MAG电弧复合焊接,从图5中可以看出,当激光功率低于2.5 kW时,激光能量的加入起到压缩和稳定电弧的作用,匙孔尚未形成,熔滴过渡形式为射滴过渡。随着激光功率的增加,材料蒸发形成激光匙孔,在激光束的照射下匙孔壁体材料形成的高温金属蒸汽对熔滴的反冲力增强,反冲力延缓了熔滴形成、长大的过程,因此熔滴直径增大形成颗粒过渡。同时熔滴由于受到高温金属蒸汽反冲力的作用,向激光束方向漂移,电弧受到等离子体的吸引呈钟罩状(如图5中P=2.5 kW)。和CO2激光—MAG电弧复合焊接相比,由于YAG激光与金属材料的耦合效率高,熔滴因受到更强烈的光致等离子体热辐射作用表面张力减小,从图4照片可以看到熔滴过渡较为平稳,基本为射滴过渡,极少出现颗粒过渡,没有短路过渡。
3 结论
(1)Nd:YAG激光和CO2激光输出特性存在差异,金属表面对YAG激光的吸收率约为CO2激光的3倍多。
(2)熔滴过渡频率的改变,实质是激光能量加入后改变了熔滴的受力状态。在焊接参数相同条件下,YAG激光—MAG电弧复合焊接熔滴过渡频率更高,且两种激光—电弧复合焊接的熔滴过渡频率均随着激光功率的增加而降低,但是增加等量的激光功率,YAG激光—MAG电弧复合焊接熔滴过渡频率下降幅度更大。
(3)熔滴过渡形式主要取决于电弧形态,射滴过渡是钟罩状电弧形态,而激光功率的变化、电弧电位梯度的变化和匙孔产生的高温蒸汽是引起电弧形态发生跳变的根本原因。CO2激光—MAG电弧复合焊接过程中,随着激光功率的增加,熔滴的过渡形式由射滴过渡转变为颗粒过渡,在YAG激光—MAG电弧复合焊接过程中,熔滴过渡形式主要为射滴过渡。
[参考文献]
[1]高明.CO2激光—电弧复合焊接工艺、机理及质量控制规律研究[D].武汉:华中科技大学,2007:1338-1346.
[2]刘凤德,张宏,杜劭峰,等.CO2激光-MIG复合焊接射滴过渡的熔滴特性[J].机械工程学报,2013,49(4)∶76-81.
[3]刘达樊.CO2激光—MIG复合热源焊接熔滴过渡的行为分析[D].哈尔滨:哈尔滨工业大学,2006:8-16.
[4]刘双宇,张宏,石岩,等.CO2激光—MAG电弧复合焊接工艺参数对熔滴过渡特征和焊缝形貌的影响[J].中国激光,2010,37(12)∶3172-3179.
[5]吴艳明,王威,林尚杨,等.Nd∶YAG激光—脉冲MAG复合热源焊熔滴过渡分析[J]. 焊接学报,2011,32(7):83-86.
[6]关振中.激光加工工艺手册[M].北京:中国计量出版社,1997:27.
[7]赵孝保.工程流体力学[M].南京∶东南大学出版社,2004:57-80.
[8]宗士帅,刘双宇,薛菲,等.CO2激光—MAG电弧复合焊接过程中熔滴受力及过渡特征研究[J].激光与光电子学进展,2012,49(9):1-8.
