基于工序质量信息的切削参数优化技术研究
2013-12-14张胜文朱玉龙张健
张胜文,朱玉龙,张健
(江苏科技大学现代制造技术研究所,江苏镇江212003)
质量是企业永恒的主题,是企业实现持续发展、在未来竞争中取得胜利的法宝[1]。为了提高产品质量,增加客户满意度,就要进行质量管理。在各种质量管理方式中,工序过程质量管理有着举足轻重的地位,加工工艺直接影响着产品的质量。工序质量在产品生产中的作用如图1 所示。

图1 工序质量在产品生产中的地位
然而,目前的质量活动主要追踪离线状态下的产品全生命周期的质量数据,如文献[2 -4]。这些质量数据虽然覆盖了所有的质量活动,但不特定针对产品加工工艺,联系工艺设计过程的数据分析手段比较落后。也没有一种将质量管理方法专门用于产品工艺设计优化的技术。
作者从工序质量分析入手,研究了一种基于工序质量信息的切削参数优化技术。通过采用两种工序质量分析方法,找出存在异常的工序和产生工序异常的支配性因素,为切削参数的优化提供对象和范围。
1 工序质量分析方法
产品质量受到人 (Man)、机 (Machine)、料(Material)、法 (Methods)、环 (Environment)、测(Measurement)6 个因素 (5M1E)的影响[5]。为了对产品切削参数进行优化,就必须将人、机、料、环、测对工序质量的影响消除掉,只考虑切削参数对产品质量的影响。为了解决这一问题,作者提出两种工序质量分析的方法:横向工序质量分析法和纵向工序能力分析法。
1.1 横向工序质量分析法
横向工序质量分析法就是通过控制图分析质量特性值,找到质量波动异常的工序,然后通过检索工艺库,查找与异常工序加工机床、材料、工艺内容大致相同,而切削参数部分相同、部分不同的工序,对二者进行方差分析,查看差异切削参数对产品质量的影响水平。如果影响效果是显著的,则需要对不相同的这部分切削参数进行优化,如果影响效果不显著,则需要对相同的这部分切削参数进行优化。
方差分析包括单因素方差分析和多因素方差分析[6],由于多因素方差分析需要多个水平分别组合条件下的实验数据,实际加工过程中往往比较难查找全。因此,文中采用单因素方差分析,不论有几个切削参数不同,都将其合起来看作一个因素。例如,对于工序A1、工序A2,二者切削速度v、每齿进给量fz不同,而轴向切深ap和径向切深ae相同,方差分析时将v、fz合起来看作因素A。
1.2 纵向工序能力分析法
纵向工序能力分析是指对形成同一最终质量的各个工序进行工序能力分析,查看工序能力是否处于同一水平上,并且呈现稳步增长趋势。通常情况下,某一产品尺寸是由多道工序共同完成的,例如外圆加工要经过粗车、半精车、精车等工序,这些工序的工序能力应大致处于同一水平上,并且精度要求高的工序其工序能力应比精度要求低的工序略高,否则会使得质量稳定性降低、质量损失增大。因此,对形成同一质量特性的多个工序进行工序能力分析,可以找出工序能力异常的工序,并通过经验分析找出需要改进的切削参数,为工艺优化提供支持。
2 切削参数优化
2.1 优化数学模型
进行工艺优化时,需要综合考虑生产成本、生产效率、产品质量等因素,与切削参数密切相关的优化目标包括切削时间、加工成本、加工质量等。而根据切削时间可以确定加工成本,因此优化目标可以由切削时间和加工质量两部分组成。实际加工中,切削参数也受到多种条件的限制,上述的过程质量分析技术也会给切削参数优化的方向提供一些约束,因此,切削参数优化是多目标约束优化[7]。上述过程质量信息分析技术为优化模型提供了设计变量和部分约束条件,下面以v、fz为设计变量具体讲解铣削切削参数优化模型。

式中:T(x)表示切削时间函数,R(x)表示粗糙度函数,FZ表示切削力,P 表示机床额定功率,η 表示机床传动效率,n 表示主轴转速,Z 表示铣刀齿数,Fy表示径向力,Lw是工件在两支承间的长度,τ 表示变形量,T 表示刀具寿命。
2.2 优化方法
采用适应性权重遗传算法对优化模型进行优化,其流程图如图2 所示。

图2 适应性权重遗传算法流程图
适应性权重方法[7]根据新种群中个体的适应值大小来调整权重值,以获得朝向正理想点的搜索压力。优化模型中各个目标函数的权重值计算过程如下:

式中:Fmkax和Fmkin分别是当前种群中第k 个目标的最大值和最小值。
根据权重确定目标函数后,还需要根据约束条件确定适应性罚函数[8]:


3实 例分析
选取分析对象:船用柴油机连杆小端面铣削工艺。选取12 组加工记录,绘制¯X - R 控制图如图3所示。
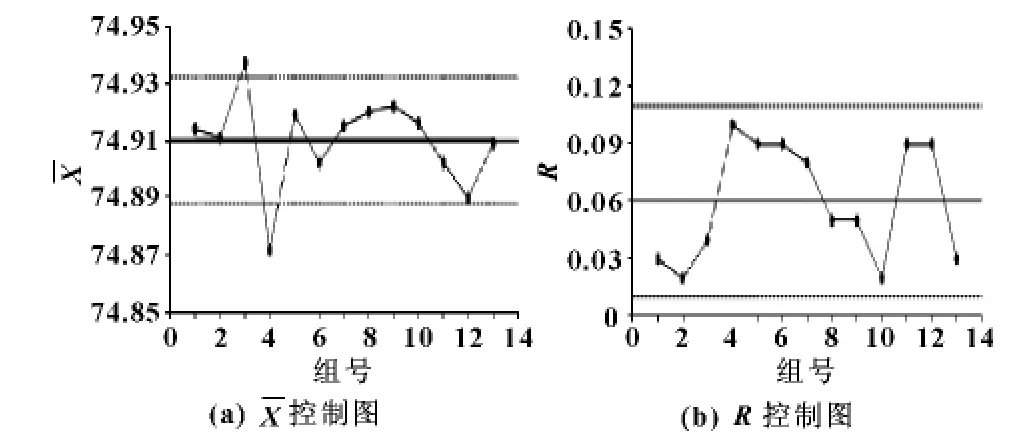
图3 - R 控制图
观察控制图可以发现:¯X 控制图中有两点落在控制线外,R 控制图连续7 点呈现下降趋势。可以认定工序处于非统计控制状态,即工序存在异常。选取同一型号连杆的分开面铣削工序,对比发现二者切削速度v 和每齿进给量fz不同,而径向切削深度ae和轴向切削深度ap相同,对两者的加工检验数据进行方差分析,分析结果如表1 所示。

表1 方差分析表
设定a = 0.1,查F 分布表得F (1,36) =2.84,由于F >2.84,所以认为在a =0.1 水平上因素A 是显著的,即两种工序不同切削参数v、fz是影响质量异常波动的主要原因。因此,需要对v、fz进行优化。优化结果如表2 所示。

表2 切削参数优化结果
4 结论
提出一种基于工序质量信息的切削参数优化技术,为工艺优化研究扩展了新思路。同时,针对这种新的切削参数优化方法提出了两种新的质量分析方法。首先通过控制图查看工序是否存在异常,如果存在异常采用横向工序质量分析,如果工序处于稳定状态可以使用纵向工序能力分析,找出需要优化的切削参数和优化约束条件,应用适应性权重遗传算法,对切削参数进行优化。
【1】夏建中.制造业质量管理信息化研究规划与实践[J].中国质量,2005(10):70 -72.
【2】杨晓兵.大型铸件铸造过程质量溯源系统研究及应用[D].重庆:重庆大学,2008.
【3】MOE T. Perspective on Traceability in Food Manufacture[J].Trends in Food Science and Technology,1998,9(5):211 -214.
【4】邓军.面向产品生命周期的全面质量管理系统建模及实现技术研究[D].杭州:浙江大学,2009.
【5】梁国明.IS0900 族标准常用统计技术方法43 种[M].北京:中国标准出版社,2004.
【6】李卫红,杨练根.质量统计技术[M].北京:中国计量出版社,2006.
【7】DEB K. Optimization for Engineering Design:Algorithms and Examples[M].New Delhi:Prentice-Hall of India Private Limited,2005.
【8】玄光男,程润伟.遗传算法与工程优化[M].于歆杰,周根贵,译.北京:清华大学出版社,2004.
