无软片凹印制版电子雕刻机控制原理的研究
2013-12-14董望成周照耀刘亮秦学锋
董望成,周照耀,刘亮,秦学锋
(1. 华南理工大学机械与汽车工程学院,广东广州510640;2. 东莞东运机械制造有限公司,广东东莞523563)
印版的图文着墨部分凹陷下去,低于印版平面,这种印刷工艺称为凹版印刷,它与胶印、凸印和柔印组成四大印刷工艺体系,具有承印材料广泛、承印幅面宽、印品质量好、印刷图案鲜艳、层次丰富和印刷速度快等独特优势,具有广阔的市场前景[1]。
凹版印刷采用直接印刷方式,墨层厚实,印品有凹凸感,质感强,层次丰富,适合于印刷邮票、有价证券、烟盒,而且是塑料印刷的主要方式[2]。
所谓无软片雕刻[3],就是用计算机图文数据来代替电子雕刻的扫描原稿即分色软片,利用计算机将图文数据通过接口传入雕刻机进行雕刻的方法。
采用无软片雕刻工艺后,降低了显影、拷贝、软片等制版成本,同时也省去了软片记录、显影、拷贝、雕刻扫描等工艺,避免了中间误差对凹印制版的影响,而且可以降低制版成本。为此,无软片雕刻工艺越来越受到凹印制版厂的重视。
随着近年来彩色桌面系统及分高端联网系统的迅猛发展,凹印制版领域在考虑改进传统电子分色工艺的同时,也考虑到了同时实现无软片雕刻工艺的问题[4]。文中基于这种需求,为了提高凹版制版的速度和质量,降低制版的成本,深入分析现有研究[5-8]的不足,研究适用于无软片式电子雕刻系统的网穴深度控制模型,并将模型应用于无软片凹印制版高速电子雕刻机进行实验验证。
1 无软片凹印雕刻系统描述
凹印制版雕刻技术是直接将数字化的图文信息通过光电转换和电磁转换变成雕刻头机械运动的过程,从而传递到板材上制作成印版滚筒[3]。
传统电子雕刻的工艺流程如图1 所示。

图1 传统有软片电子雕刻工艺流程
无软片凹印制版雕刻的工艺流程如图2 所示。

图2 无软片电子雕刻工艺流程
如图3 所示,凹版电子雕刻控制系统是由图像处理系统、雕刻控制系统、运动控制器、雕刻执行系统四部分组成[4]。

图3 凹印制版雕刻系统结构示意图
凹印拼版系统负责将画稿文件(PS,EPS,Tiff,PDF 等)进行RIP 解析,根据客户的工艺要求,设定工艺参数,然后在设定的版辊轴长和周长的幅面上进行拼版输出雕刻文件。
雕刻软件系统在导入雕刻文件后,将图像数据通过接口写入运动控制器,并根据图像尺寸和滚筒周长以及工艺要求计算产生雕刻参数传递给运动控制端,此外软件系统还负责人机交互,提供键盘输入端和显示输出端,并配备有雕刻网点测量输出功能以检验雕刻结果。
运动控制器是雕刻控制的重要组成,它将大容量的图像文件写入存储芯片来实现高速无缝传输,并通过雕刻参数产生脉冲和方向信号来驱动伺服电机控制进给系统以实现多轴联动。
在执行机构中,雕刻系统的滚筒旋转采用伺服电机驱动和带齿皮带传动的方式,雕刻头的横向运动采用伺服电机驱动和滚珠丝杠传动的方式,雕刻头的轴向运动采用直线电机驱动和丝杠传动的方式。此外,在凹印版辊的末端安装有高精度的旋转编码器,利用编码器的反馈信号经过锁相环的倍频和整形来实现图像数据的同步控制,从而实现图像信息的版辊重现。
2 无软片电子雕刻机控制原理
2.1 雕刻机电机速度控制
无软片电子雕刻机[8]在雕刻时凹印滚筒以匀速旋转,由于滚筒的圆周速度和雕刻头的雕刻频率都是匀速的,故形成的网穴间距在圆周方向上也是相等的,相邻两排网点相位差为180°,恰好交错半个网点,并且横向雕刻重复长度与滚筒每转1 周雕刻头在滚筒轴上水平移动的距离相等。
根据系统运动的关系[9],若雕刻头的震荡频率为f,即雕刻一个网点的时间t =1/f,雕刻头振动一次,即雕刻头雕刻出一个网点时,滚筒旋转过的弧长。若滚筒的外径为R,则滚筒旋转过的角度为φz,由此可知滚筒的角速度ωz为

其中:α 为网穴角度,d 为网穴在网线方向的分布宽度,L 为沿网线方向的网线数。
根据运动关系[9],滚筒的角速度为ωz,可设定滚筒旋转一周的时间为t'。若雕刻头以连续方式沿滚筒轴向水平移动,横向丝杠与传动电机采用减速器连接,减速比为ix。设定丝杠螺距为p,若雕刻头以步进的方式沿滚筒轴向水平移动。在滚筒旋转一周后,丝杠传动电机旋转过的角度为φx,可知x 轴伺服电机的角速度ωx为:

在实际的雕刻系统中,由式(1)和(2)可知,针对已知半径R 的滚筒,在一定的雕刻频率下,只需确定网线数L 和网线角度α,即可确定滚筒的旋转角速度ωx和丝杠的旋转角速度ωz。所以通过控制滚筒转动的速度和雕刻头的横向进给速度,与雕刻频率相匹配,即可正确控制所需的网线数与网穴角度,获得理想的网穴形态和凹版质量。
2.2 网穴深度和形态控制
无软片电子雕刻系统采用在稳定正弦波信号上叠加数字化图文信息控制的直流信号驱动雕刻头。开始雕刻后,由控制板卡产生频率稳定的正弦信号使雕刻头在静态平衡位附近摆动;当机械运动状态达到雕刻要求后,系统将数字化图像信息控制的直流信号叠加在正弦信号上共同驱动雕刻头,直流信号的叠加使衔铁的极化强度发生变化从而带动雕刻刀偏离不同的角度,使雕刻刀在不同位置摆动从而雕刻不同深浅的网穴。
作者以文献[7] 中关于有软片式 (即含扫描头)的电子雕刻机的网穴深度控制模型为基础,结合高速雕刻机的工作原理,推导网穴形态控制模型。
在无软片电子雕刻系统中,雕刻头的工作频率决定了单位时间内雕刻的网穴数,雕刻头在正弦波的驱动下,每1 个周期完成一次完整的雕刻动作,每一次雕刻动作生成一个完整的网穴。
雕刻头的雕刻电流I 是由一个交流分量和两个直流分量叠加形成的,即雕刻头振动信号I'、图像信号I1和补偿信号I2。图像信号I1与图像数据深度相关,它以直流信号的形式来控制雕刻深度h。由于雕刻头的内部电磁特性等诸多因素的影响,雕刻头的输出特性曲线呈非线性变化[7]。因此,需要在拼版输出时利用图像算法进行数据补偿,使得补偿后得到的雕刻深度控制信号和雕刻深度呈近似线性关系[3-4]。
图像信号I1和补偿信号I2均为直流分量,假设直流分量的叠加为I12。当I12=0 时,雕刻头在雕刻滚筒表面振动,此时雕刻深度为零。雕刻头振动信号I'使雕刻头产生高频振动,如图4 所示,采用的是正弦波信号,假设其幅值为I0,振动角频率为ω,则交流分量I'可以表示为


图4 雕刻电流交流分量波形图
在实际工作中,在t =0 时刻,雕刻头位于初始位置;t = T/2 时,此时雕刻头的振幅最大,雕刻头接触滚筒表面,处于临界雕刻状态;t = T 时,雕刻头工作电流表示为

雕刻头工作电流的波形如图5 所示,当I >I0时,雕刻头的金刚石刻刀雕刻滚筒,假设Δt 为刻刀切削时间,则有:

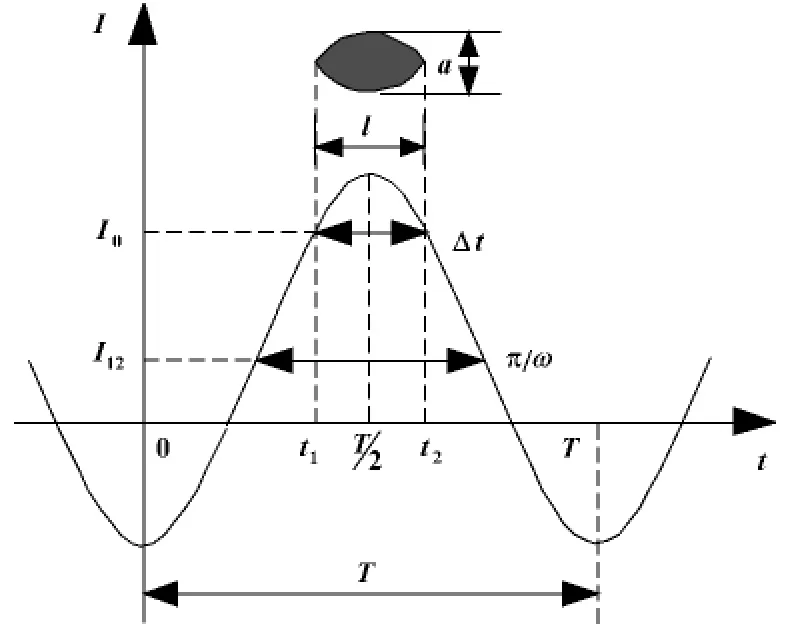
图5 雕刻电流直流交流叠加波形图
在t1时刻,显然,由式(4)可得:

已定义雕刻头的震荡频率为f,则雕刻头的振动角频率ω 为

雕刻网点的周向长度l 为

将式 (1)、式 (5)— (6)代入式 (8)中,可得

如图6 所示,网穴深度与网穴水平宽度和雕刻刀角度有关[3]

其中:h 为网穴深度,w 为网穴的表面宽度,β 为刻刀雕刻角度。

图6 网穴深度与刻刀角度关系示意图
假设网点的长宽比为K,且K = l/w,则根据式(9)、(10)可得

已知直流分量与雕刻深度呈线性关系[6-8]:I12∝h,假设I12=k'·h,则

其中:K 为网点的长宽比,α 为网穴角度,L 为雕刻网线数,h 为网穴深度,β 为刻刀雕刻角度,k'为直流分量与深度的线性参数,I0为正弦波分量幅值。
在正常雕刻时,雕刻网线数和网穴角度以及刻刀雕刻角度均为确定值,由式(12)可知,当雕刻深度h 一定时,雕刻网穴的形状K 由雕刻头的正弦信号的幅值I0来决定。
3 实验和结论
在无软片电子雕刻机实验平台,假定雕刻频率f为8 kHz,滚筒的半径R 为150 mm,刻刀的雕刻角度β 为120°,丝杠螺距p 为10 mm。当设定网线数L 为70 LPC,网穴角度α 为45°,根据文中的推导,利用式(1)、(2)、(12)可以计算出在正常雕刻时滚筒旋转速度和雕刻头的横向移动速度,并通过调整正弦波分量幅值I0和参数k'来控制网穴形态。图7 所示是实测网点雕刻结果。

图7 实测雕刻网穴的显微图像
通过对无软片电子雕刻机的理论推导和实验验证,可以得出:
(1)对无软片电子雕刻机工作过程进行分析,推导出滚筒转速和雕刻头进给速度控制模型,可实现对网穴位置的精确控制。
(2)对无软片电子雕刻机雕刻原理进行分析,推导出网穴形态和深度的控制模型,可实现对网穴深度和形态的精确控制。
【1】天宇.凹印制版技术的发展[J].今日印刷,2005(5):18-19.
【2】金杨.凹版电子雕刻原理及其技术发展[J].印刷技术,1999(4):23 -29.
【3】陈娜.凹版电子雕刻制版综述[J].包装技术,2005(5):31 -32.
【4】易丽芳,张逸新. 高速雕刻凹印制版技术[J]. 包装工程,2006(4):82 -84.
【5】周政普,满志红.电子雕刻机及其微机控制系统[J].大连铁道学院学报,1988,9(3):23 -25.
【6】何丽明.DDJ_160 型电子雕刻机计算机控制程序系统的研究[J].光学机械,1989(2):44 -45.
【7】何丽明.电子雕刻机的控制原理[J]. 吉林工业大学学报,1991(1):26 -30.
【8】朱广宙,方平,王传礼,等.现代电子雕刻系统及其关键技术[J].现代机械,2003(2):48 -51.
【9】刘亮,何克晶,周照耀,等.基于CTP 技术的凹印制版雕刻机运动控制系统的研究与实现[J].组合机床与自动化加工技术,2011(5):72 -76.
