工业纯钛的钨极氩弧焊焊接及焊接注意事项
2013-12-12闫峰
闫 峰
(朝阳市联诚机电安装有限公司,辽宁 朝阳 122000)
钛分为工业纯钛与化学纯钛,化学纯钛的化学稳定性很好,但强度很低。由于高纯度的钛强度较低它作为结构材料应用意义不大,故在工业中很少用,目前在工业中广泛使用的是工业纯钛和钛合金,TA2是工业的一种与化学纯钛不同之处是,它含有较多的氧、氮、碳及多种其他杂质元素(如铁、硅等)它实质上是一种低合金含量的钛合金。与化学纯钛相比,由于含量有较多的杂质元素使其强度大大提高,它的力学性能与化学性与不锈钢相似(但是和钛合金相比,强度仍然较低)。
工业纯钛的特点是强度不高,但塑性好,易于加工成型,冲压、焊接、可切割加工性能良好,在大气、海水、湿氯气及氧化,中性,弱还原性介质中具有良好的耐蚀性,抗氧化性优于大多数奥氏体不锈钢,但耐热性较差,使用温度不高,在工业结构中,常用的纯钛是TA2因其耐蚀性能和综合力学能适中,而在工业结构中广泛使用。实际上多用于350摄氏度以下的工作条件,根据钛合金退火状态的室温组织,可将钛合金分为三种类型:α型钛合金,(α+β)型钛合金及β型钛合金,α型钛合金中,应用较多的是TA1系列和TA2系列(JB4745钛制压力容器)β型钛合金在我国的应用量较少,适用范围有待进一步扩大。工业纯钛TA1.TA2系列主要用作,船舶用耐海水腐蚀管道,阀门,泵,海水淡化系统零部件,化工上的热交换器,泵体蒸馏塔,冷却器搅拌器等,在医药,石化等机械广泛使用中和我们的生活息息相关,以TA2为例,TA2的钛含量、氧含量为0.008%,氢含量为0.0009%,氮含量为 0.0062%时,具有很好的低温韧性和高的低温强度可用作-259摄氏度以下的低温结构材料,TA2在室温的抗拉强度不低于480MPA。
1 二钛及钛合金的焊接性
在常温下,钛及钛合金的是比较稳定的,但是实验证明,钛材在高温下对氧,氮,氢和碳等有很强的亲和力,在焊接过程中,液态熔滴和熔池金属具有强烈吸收氢氧氮的作用,而且在固态下,这些气体已与其发生作用,随着温度的升高,钛及钛合金的吸收氢氧氮的能力也随之明显上升,大约在250摄氏度左右开始吸收氢,在300摄氏度以上快速吸氢,氢是气体杂质中对钛的机械性能影响比较严重的因素,焊缝中氢含量对焊缝冲击性能影响最为显著主要原因随着焊缝含氢量增加,焊缝中析出的片状或针状 TIH2增加,TIH2强度很低,片状或针状的TIH2的作用例为缺口,冲击性能显著降低,焊缝含氢量变化对强度的提高及塑性的降低的作用不很明显,在此时焊缝区及热影响区的钛及钛合金的焊接颜色为金黄色。在540摄氏度以上生成不致密氧化膜。600摄氏度以上快速吸氧,氧在钛的α相和β相中都有较高的溶解度,并能形成间隙深相,使用全钛的晶伤中严重扭曲,从而提高钛及钛合金的硬度和强度,使塑性显著降低。为了保证焊接接头的性能,除了在焊接过程中严防焊缝及焊接热影响区发生氧化外,同时还应限制基本金属及焊丝中的含氧量,此时的焊缝区及热影响区的表面颜色为蓝色或紫色。700摄氏度以上快速吸氮,钛在700摄氏度以上的高温下,氮和钛发生作用,形成TIN而且氮与钛形成间隙固溶体时所引起的晶格歪挪程度比适量的氧引起的后果更严重,因此氮对提高工业纯钛焊缝的抗拉强度,硬度降低焊缝的塑性性能比氧更为显著。此时焊缝区及热影响区的表面颜色为灰色或暗灰色。空气中含有大量的氧和氮,钛材的焊接必须在氩气保护下进行,在钛材的焊接中不能使用普通的氩气,如焊接碳素钢,低合金钢或不锈钢的99.9%的氩气,因为在含量99.9%的氩气中有0.1%的其他气体杂质,它们主要是氧氮氢等,在焊接电弧的高温作用下可以和钛及钛合金的金属结合,从而降低钛材的机械性能和抗腐蚀性能。所以钛材的焊接中要使用高纯度氩气 99.99%以减少因氩气纯度低而降低钛材机械性能和抗腐蚀性能并符合GB/T4842的规定也可以用氦气。
碳的影响,碳也是钛及钛合金中常见的杂质,试验表明当碳含量为 0.13%时碳因为深在α钛中,焊缝强度极限有些提高,塑性有些下降,但不及氧氮的作用强烈,但是当进一步提高焊缝含碳量时,焊缝却出现网状 TIC,其数量随碳含量增高而增多,使焊缝塑性急剧下降,在焊接应力作用下出现裂纹,因此,钛及钛合金母材的含碳量不大于0,1%焊缝含碳量不超过母材含碳量。其他杂质元素的沾污也会引起脆化现象。
钛材是一种活性元素,特别是在焊接高温下容易吸收氮、氢、氧,从而使焊缝的硬度、强度增加,塑性韧性减低,引起脆化,碳也会与钛形成硬而脆的 TIC,易引起裂纹。钛材的焊接应在空气洁净,无尘无烟的环境下进行,因钛和钢等许多金属不能熔焊,钛在熔焊中严禁混入钢铁和其它金属,同时也要注意空气中铁离子含量,避免铁离子污染,在钛材的打磨和清理中应采用不锈钢丝刷和碳化硅砂轮,用丙酮或酒精进行焊前清理。
在多年的生产加工中体会到焊接时由于钛的导热系数小,熔点较高,高温停留时间长冷却速度慢,焊接时容易出现热量集中,高温停留时间长,而导致熔合区晶粒粗大,降低接头综合性能,若采用加速冷却又易产生针状α组织,也会使塑性降低。
钛及钛合金的焊接时,焊接接头产生热裂纹的几率极小,这是因为钛及钛合金中的S,P,C等杂质含量很少,有S,P 形成的低熔点共晶不易出现在晶界上,产生有效结晶温度区间窄,钛及钛合金凝固时收缩量小,焊缝金属不会产生热裂纹,只有在焊丝或母材质量有问题时才可能产生裂纹,由氢引起的冷裂纹才是钛及钛合金焊接时应注意和防止的,冷裂纹其特征是裂纹产生在焊后数小时甚至更长时间称为延迟裂纹。这种裂纹与焊接过程中氢原子的扩散有关,钛及钛合金发生在焊缝区,裂纹走向沿晶或穿晶,焊接过程中氢由高温熔池向较低温的热影响区扩散,氢含量的提高使该区析出 TIH2量增加,增大热影响区脆性,实验证明接头含氢量越高则裂纹的裂纹的敏感性越大,另外由于氢化物析出时体积膨胀引起较大的组织应力,再加上氢原子向该区的高应力部位扩散及聚集,以致形成裂纹。防止产生延迟裂纹的办法,主要是减少焊接接头氢的来源,氢的主要来源是焊接材料中的水分,焊件坡口处的油污及环境。
钛及钛合金焊接时,焊接气孔是经常碰到的问题,形成气孔的根本原因是由于氢影响的结果,焊缝金属形成气孔主要影响到接头的疲劳强度。防止产生气孔的主要方法有:(1)彻底清除焊件表面,焊丝表面的氧化皮,油污等有机物的存在。(2)要保证施焊,即保护氩气的纯度,氩气的纯度应不低于 99.99%(3)保证施焊过程中氩气对焊缝的,焊接区及热影响区良好的气体保护效果。(4)正确选择焊接工艺参数增加深池停留时间,使氢原子气泡逸出,可以有效的减少气孔的产生。
钛及钛合金的焊接场地应为独立区域。若在铁材作业车间内,应分割成一个独立的,封闭的钛材焊接间,在钛材的焊接环境下要注意以下情况应禁止应禁止施焊当风速大于1.5m/s,相对湿度>80%以上两种情况是指以电弧为中心的一米范围内,当焊件温度低于5摄氏度时,可以对焊件进行预热,预热宽度应为始焊处100mm范围内预热到15摄氏度以上,而在有雨雪时(室外作业时)注意防雨雪措施。
2 钛材的焊丝与焊接设备
焊丝(包括填充丝)应使正常焊接工艺下的焊缝焊后状态的抗拉强度不低于母材退火状态的标准下限值,焊缝焊后状态的塑性和耐蚀性能不低于退火状态的母材或母材相当,所以焊丝的氮、氧、碳氢、铁等杂质元素的标准含量上限值应低于母材杂质元素的标准含量上限值,国内有些制造厂从母材钛板上裁条作为焊丝,这样使得钛焊缝塑性和韧性比母材低得多,到使钛设备的焊缝开裂成了钛制设备的主要失效形式,钛制设备的机械性能降低(拉神、弯曲)。焊丝应保持清洁干燥,施焊前应去除端部以被氧化的部分,焊丝表面如果有氧化应进行化学清洗。钨极氩弧焊时推荐采用铈钨电极也可采用其他钨极。焊接前应对焊接坡口及其两侧各25mm,范围内进行表面清理,去除油污、氧化物、水分、有机杂质等,施焊前用丙酮或乙醇清洗脱脂。如清洗后4h未焊,焊前应重新清洗。
3 焊接要点及注意事项
在手工钨极氩弧焊时(以平板对接为例)我们所使用的焊接电流种类为直流正接,它的熔深深,熔宽窄的特点,在两极热量比例中,工件70%而钨极30%的热量,因没有阴极清理作用所以我们要在焊接前认真做好焊前的每一项工作。平焊是最容易焊接的焊接位置,首先要进行定位焊,在钛焊的定位焊时(定位焊的长度30~50mm)焊接完成后焊枪和焊丝不要离开焊件,焊件在焊枪的滞后停气时有1~2min的送气时间可对定位焊的焊缝进行隔离空气和对高温金属的冷却,在定位焊完成后进行封底焊接,焊接时应减少焊枪角度,使电弧热量集中在焊丝上,采取较小的焊接电流,加快焊接速度和送丝速度,避免焊缝下凹和烧穿,在焊接过程中密切注意焊接工艺参数的变化及相关系数,随时调整焊接速度和焊枪角度,保证背面焊缝成形良好,在焊接的同时也要注意焊枪后面的惰性气体保护拖罩,和焊件背面的惰性气体保护拖罩,保护拖罩可用1.5mm的铜板做成长120mm宽80mm高50mm的长方κα体见图1。
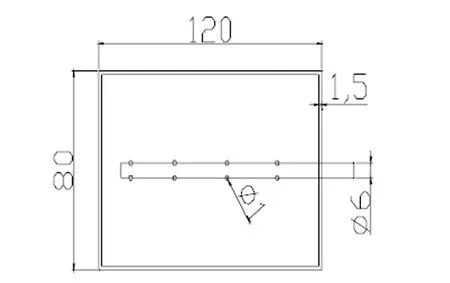
图1 保护拖罩
图中φ6为1.5mm厚的铜管,在铜管上钻8个等距的φ1的孔用来能够匀速出气。
在正面焊接时,正面保护焊时保护拖罩离焊枪的距离以8~12mm为益,过远焊缝的保护的保护效果不好,容易产生紫色或灰色,降低焊缝金属的抵抗腐蚀的能力,过进不利于焊枪的操作,而产生焊接缺陷。在焊接同时也要注意焊缝的背面保护,为能使焊缝背面保护的更好背面的保护拖罩比正面的保护的保护拖罩长30~40mm,保护罩的前端在焊接电弧前 10~20mm从而使整个焊缝在焊接过程中全部在氩弧的保护下,已得到性能优良的焊缝的焊缝组织。平焊时焊枪与填丝及焊件的位置见图2。
在图中焊枪与拖罩正面平行,焊枪与工件成 70~80度角,焊丝与工件成20~30度夹角。

图2 焊枪与填丝及焊件的位置
焊接时,首先要检查圆弧坑的焊缝质量,如果保护效果好,无氧化等缺陷时,可直接接头。如果有缺陷,要处理完缺陷,方能进行焊接。接头方法是在弧坑右侧15~20mm侧引弧,慢慢向左移,等弧坑开始熔化,并形成熔池和熔孔后,进行送丝焊接,收弧时要注意焊枪与工件的夹角,加大焊丝容化量填满弧坑,打底焊完成以后,要进行填充焊,填充焊接时注意事项同打底焊焊枪的横向摆动幅度比打底时稍大,在坡口两侧稍加停留,保护坡口两侧熔合好,焊道均匀填充焊时不要熔化坡口的上棱边,焊道比工件表面低 1~1.5mm左右。最后盖面焊,要进一步加大焊枪摆动幅度,保证熔池两侧超过坡口棱边0.5~1.5mm左右。根据焊缝的余高决定填充速度和焊接速度。焊接完成后在不改变焊缝区和热影响原始状态的表面颜色进行检验表1(注2)。
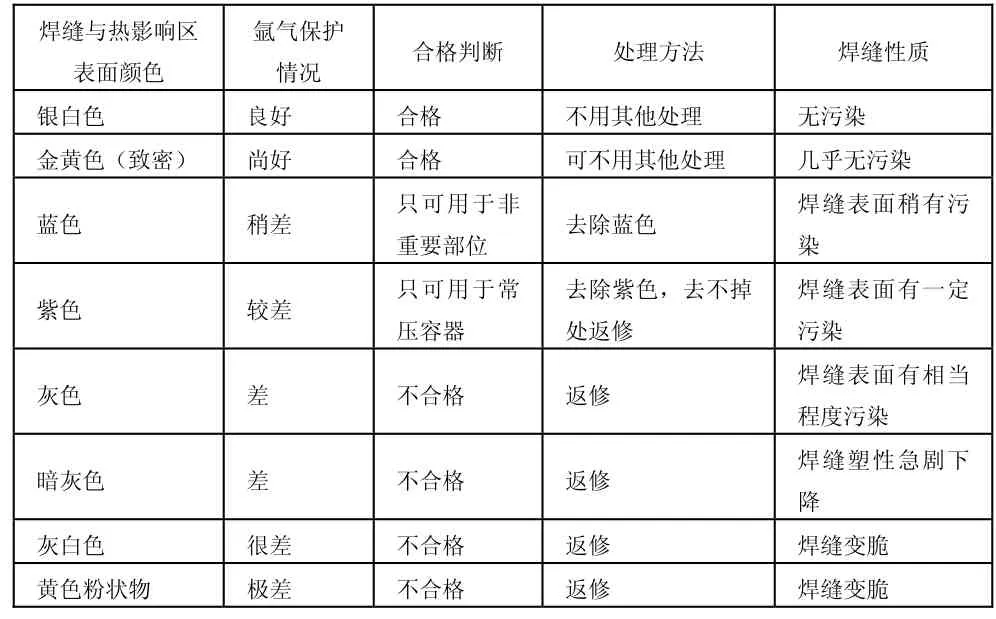
表1 钛焊缝和热影响区表面颜色的规定
