电镀行业清洁生产技术及其应用
2013-12-05赵小健
赵小健
(扬州市环境监测中心站,江苏扬州 225007)
引 言
电镀行业作为我国重要的加工行业之一,对经济社会及整个工业体系的快速发展起着非常关键的作用。电镀也是公认的重污染行业,国内电镀企业普遍规模小、分布散,物耗、水耗及污染物排放都大大落后于国际先进水平。清洁生产立足于源头削减污染,通过采取改进设计、使用清洁的能源和原材料、采用先进的工艺技术与设备、改善管理和综合利用等措施,提高资源利用效率,以减轻或者消除污染物对人类健康和环境的危害。我国在电镀行业推行清洁生产不仅十分必要,而且潜力巨大[1]。为此,国家发改委、环保部先后发布了《电镀行业清洁生产评价指标体系(试行)》和《清洁生产标准电镀行业》(HJ/T314-2006)等技术标准推进电镀行业清洁生产工作,并规定电镀企业必须每两年完成一轮清洁生产审核。先进的清洁生产技术是电镀行业节能、降耗、减污、增效的根本保证,是实现电镀行业可持续发展的关键所在。
1 电镀行业清洁生产主要途径
从电镀生产的行业特点分析,其实现清洁生产的途径主要有:1)在产品设计和原材料选择时,不使用有毒有害的原料,减少对环境的危害;2)采用物理气相沉积、热浸镀代替电镀;3)改善工艺,更新装备,提高原材料和能源利用率;4)生产过程控制,电镀自动线通过机械和电气装置自动完成全部工序过程,精确控制槽液浓度、温度和电流等工艺参数,可以大幅度提高劳动生产率,稳定产品质量;5)废弃物的循环利用及清洗水的重复使用;6)建立有效的生产管理制度,如推行ISO14000环境管理体系认证、5S管理;7)重点强化废水、废气治理,削减污染物排放,清洁生产并不排斥末端治理,况且在现阶段,末端治理仍是污染防控的最后屏障;8)安全处置危险废物(如废水站污泥、化学除油工序产生的油泥),防范环境风险。
2 电镀行业清洁生产实用技术
目前,我国在电镀行业推行实施清洁生产工艺技术,应用较为成功并得到行业广泛认可的清洁生产技术主要有无氰镀锌、酸性镀铜、无氰镀金、三价铬电镀及纳米复合电镀等。
2.1 有毒原辅材料替代技术
氰化物是常用的电镀络合剂,但因其巨大的安全和环境风险,人们从来都没有停止对无氰电镀的追求。幸运的是,目前镀锌、镀铜的无氰电镀工艺已经成熟,其他一些无氰电镀工艺如无氰镀铜-锡合金和镀银,也成为电镀技术研究的热点[2]。
1)无氰镀锌。无氰镀锌工艺是无氰电镀中最为成熟的工艺之一,依据不同的需要和所采用的不同技术,无氰镀锌分为碱性、中性(弱酸性)、酸性三大系列。其中碱性镀锌的性能与氰化物镀锌最为接近。碱性镀锌是以锌酸盐为主的无氰镀锌工艺,基本成分是氢氧化钠和氧化锌,通过添加有机胺、醛改善分散能力和镀层的韧性。氯化物弱酸性镀锌是另一重要的无氰镀锌技术,以添加光亮剂为特征,分铵盐型和钾盐型两大类,钾盐镀锌在我国应用广泛,滚镀大多选用氯化钾镀锌工艺。钾盐镀锌的光亮度很高,但分散能力比碱性镀锌差一些,且镀后钝化性能稍逊碱性镀锌,脆性偏大,现在主要用于日用五金零件电镀中。硫酸盐镀锌工艺,在线材电镀中应用较广,这也得益于电镀添加剂技术的进步。
实践表明,无氰镀锌技术在镀液性能如均镀性、电流效率、耐大电流冲击、光亮区范围及锌层理化性能如耐蚀性、延展性等方面都能达到工业制品质量需要,且工艺过程不使用氰化物,减少了含氰污染物的排放[3]。在电镀行业氯化物镀锌技术已经占电镀锌工艺约90%。
目前,无氰镀锌工艺在厚镀锌层上镀层性能还达不到氰化镀锌水平,须严格控制工艺参数。无氰镀锌工艺添加剂中由于胺、络合剂和表面活性剂类物质的添加,应注意排放水氨氮、化学需氧量(COD)及重金属等污染物对水处理影响。
2)无氰镀铜。无氰镀铜有焦磷酸盐镀铜、碱性无氰镀铜和酸性无氰镀铜,都有成熟的工艺应用在行业中。其中酸性无氰镀铜工艺适用于钢铁、铜、锡基质工件直接镀铜工艺,在pH=1.0~3.0酸性溶液条件下,为钢铁工件电(或化学)镀铜。镀液由五水硫酸铜、阻化剂、络合剂和还原剂等组成。其原理是:选择适合酸性镀铜液的酸盐与阻化剂合理配位,抑制铜离子与钢铁的置换反应,以葡萄糖等组成的复合还原剂,使二价铜离子在金属表面形成镀层而不是置换层,工件基体与镀层结合牢固,组合络合剂使酸性镀铜液产生的有害成分和带入的杂质有效分离沉淀,从而获得结合力牢固的镀铜层。该技术镀层结晶细致牢固、工艺稳定、电流效率高、沉积速度快,镀液稳定,质量可靠,电镀成本低,操作简单。镀液不含氰化物、甲醛及强络合剂等有害成分,生产中无有毒、有害气体挥发。使用无氰酸性镀铜-酸性硫酸铜工艺组合、喷砂-无氰酸性镀铜工艺组合应注意控制镀层结合力风险。
3)三价铬电镀。适用于镀装饰铬,不适用于镀硬铬。该技术采用氨基乙酸体系和尿素体系镀液,镀层质量、沉积速度、耐腐蚀性、硬度和耐磨性等都可媲美Cr(Ⅵ)镀层,但Cr(Ⅲ)的毒性远远小于Cr(Ⅵ),在装饰铬领域大有取代Cr(Ⅵ)电镀的趋势[4]。
4)纳米复合电镀。通过电沉积的方法,在合金电镀溶液中添加经过特殊制备、分散的纳米材料,合金与纳米材料共沉积于镀层,生成纳米合金复合镀层使其性能得到改善。目前,通过电沉积法已经得到了40多种纳米复合镀层,例如Ni-Cu合金、Ni-Mo合金、Ni-W合金及Ni-W-P合金等。Ni-W-P合金镀层具有高的热稳定性,良好的可焊性,耐磨性和耐蚀性,可用于微电子电路,还有良好的催化析氢特性[5]。哈尔滨工业大学研发的 Ni-Co-B钠米晶合金电镀工艺,其镀层表面致密,硬度高于硬铬镀层,达1087HV50,耐蚀性与硬铬镀层相当[6]。纳米复合电镀技术工艺简单,可自动化控制,电流效率达80%,材料利用率大于95%,但成本稍高,是有望替代镀硬铬的关键技术之一。
2.2 电镀清洗水减量化技术
1)逆流漂洗。分为间歇式和连续式逆流漂洗。通常情况下,形状简单又便于漂洗的镀件才可以考虑使用间歇式逆流漂洗。实际应用较多的连续式逆流漂洗,由若干漂洗槽串联组成,清水从末级槽进入,漂洗废水从第一级槽排出,水流方向与镀件移动方向相反。逆流漂洗技术比单槽漂洗法节水50%以上。
2)喷洗。分为喷淋水洗和喷雾水洗。喷淋水洗是通过水泵使水经喷管、喷嘴和喷孔等装置进行淋洗;喷雾水洗是采用压缩空气的气流使水雾化,通过喷嘴形成气水雾冲洗镀件。由于喷嘴可调到任意需要的角度,提高了冲洗效率,比单槽漂洗法节水70%以上。该技术对品种单一、批量较大的镀件有一定的优越性,但对于复杂工件的喷射水洗效果不佳。
2.3 清洗废水槽边处理技术
清洗水经过多次使用,其中镀液(或某离子)浓度高于清洗水质标准限值时,可采用离子交换、反渗透膜或电解技术等对清洗水进行在线处理,出水水质能够满足清洗水要求,返回清洗系统,浓溶液可回补镀液槽或直接回收贵金属。上海某研究所开发的基于离子交换技术的槽边处理装置在江苏省已安装400余套,该装置对镀镍废水中镍的回收率在90%以上,处理后清洗水回用率在70%以上[7]。
3 应用实例
扬州某电镀厂是一家规模较小的民营企业,以电镀汽车装饰件、餐饮配件、健身器材及五金工具产品为主,镀种有镀铜/镍/铬(装饰铬)、镀锌、镀硬铬,各镀种总电镀面积约5万m2/a,采用较落后的电镀槽手工作业。镀装饰性镀层工艺为常用的氰化镀铜打底-镀亮镍-镀铬工艺,镀硬铬工艺沿用传统的Cr(Ⅵ)电镀,铬酐质量浓度为250g/L的标准镀铬液,原料中使用了危险化学品氰化钠和铬酐。镀锌工艺为氯化物镀锌,镀锌层采用Cr(Ⅵ)钝化。
在电镀行业强制性清洁生产审核中,该厂积极应用清洁生产新技术,完成了电镀生产线自动化改造,对客户认可的部分产品镀装饰铬及镀锌钝化采用三价铬工艺,三级逆流漂洗取代人工单槽漂洗,用高频脉冲电源替代高耗能的可控硅电源,提高挂具绝缘性能,设置酸雾净化塔,工艺废水实行分质预处理再经炭虑、离子交换深度处理等一系列技改项目。全厂清洁生产主要指标明显改善,基本达到了三级水平(见表1),通过了环保部门的评估验收。
由于镀硬铬业务量很小,在本轮清洁生产审核中,企业未对镀硬铬工艺实行技改,主要是加强了生产管理。该厂已将淘汰氰化镀铜工艺、提高漂洗水回用率、引进镀硬铬替代技术列入清洁生产持续改进计划,计划在第二轮清洁生产审核中选用更加环保的镀硬铬工艺技术。
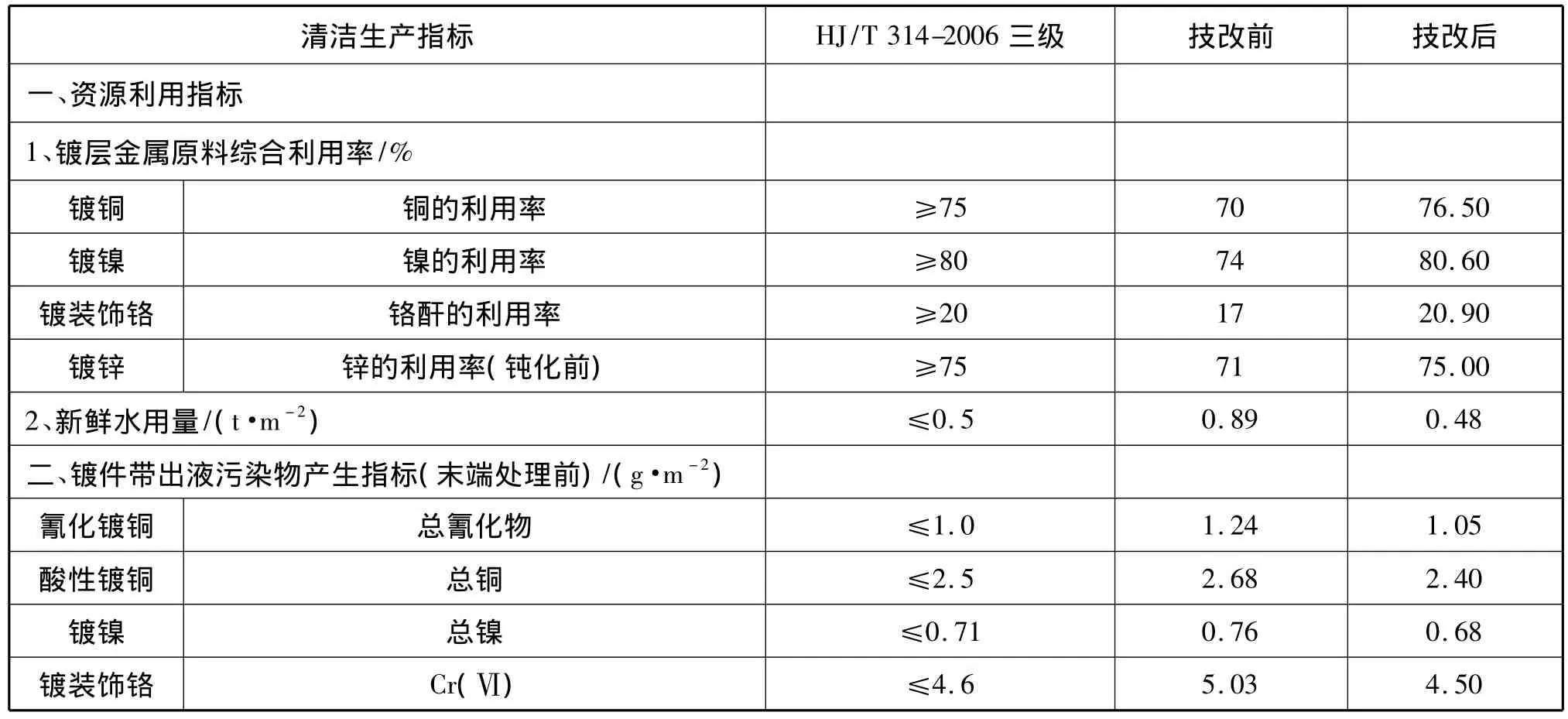
表1 某电镀厂技改前、后清洁生产主要指标对比
4 结论
我国是制造业大国,电镀市场需求大,电镀企业众多,但工艺技术、管理水平相对落后。2010年对我国电镀行业的抽样调查显示,中小企业占67%,使用自动生产线的仅占57.5%,73%的企业镀种包含镍、锌、铬或铜等国家重点防控的重金属[8]。加快清洁生产技术的研发和推广应用,提高资源利用率,从源头减少污染物产生量,是电镀行业生存发展的根本保证。公众对电镀行业的环保进展了解不多,市场对新工艺接受程度较低。全社会要倡导环境友好的生产、消费方式,为致力于清洁生产的电镀企业营造有利的市场环境。
[1] 李军,蒋勇,李上新.电镀行业清洁生产的探讨[J].生态经济,2004,(7):31-33.
[2] 刘仁志.无氰电镀工艺技术现状[J].表面工程资讯,2004,4(3):1-3.
[3] 马冲.无氰镀锌技术的发展和工业应用的现状[J].电镀与涂饰,2011,30(6):46-49.
[4] 崔廷昌,张素兰.三价铬电镀[J].电镀与环保,2008,28(3):41-42.
[5] 屠振密,安茂忠,张景双,等.电镀合金的应用及前景展望[J].电镀与精饰,2002,24(5):26-32.
[6] 崔莹,杨培霞,刘磊,等.电沉积Ni-Co-B纳米晶合金代硬铬镀层[J].中国有色金属学报,2012,22(11):3113-3122.
[7] 付丹,王维平.电镀废水槽边回收设备:中国,20062 0041544[P].2007-08-29.
[8] 全球五金网.我国电镀行业发展状况研究报告[R/OL].http://news.wjw.cn/content/wjzx/2012/1/13/261493.shtml.
