轴瓦压紧力测量方法的比较
2013-08-13何江峰韩利兵朱海琴
何江峰,韩利兵,朱海琴
(河北钢铁股份有限公司邯郸分公司 气体厂,河北邯郸 056015)
1 引言
为了防止轴瓦在压缩机运转过程中发生转动或者轴向移动,压缩机的轴瓦在安装时要求有一定的压紧力(瓦背过盈),其主要作用是为了确保瓦背与瓦座有足够的贴紧力,以防止在机组运行时主轴转动和不断振动过程中两者产生相对位移而损坏轴承,造成机器运行不稳、振动增大甚至造成毁坏转子等重大设备事故。因此轴瓦压紧力要求在合适的范围内,如果过盈量太小会造成松动,如果过盈量太大则会使轴瓦变形。
邯钢气体厂3TYC90 型氮气透平压缩机是应用于7#制氧机污氮气回收的气体压缩设备,2012 年5 月开始现场安装,本机组为整体齿轮型离心式压缩机,转子及大齿轮轴水平方向平行布置,压缩机叶轮悬臂布置在转子两端,采用三级等温压缩。大齿轮轴支承轴承采用剖分式圆柱轴承,两根高速转子支承轴承采用可倾瓦轴承,叶轮的轴向力通过各高速转子上的止推环传递给大齿轮轴,由支承大齿轮轴的止推轴承来承担,轴承体采用低碳钢制造,其轴衬为巴氏合金,测量轴瓦的压紧力时,发现高速小齿轮轴瓦压紧力与在出厂前安装试车时的值有较大的差异。
2 设计安装值
3TYC90 型氮气透平压缩机设计安装值见表1。

表1 3TYC90 型氮气透平压缩机设计安装值 /mm
设备出厂前按照表1的数值(用压铅方法测) 进行了安装装配,在厂家试车情况良好,各级振动、瓦温等参数正常。
3 瓦背过盈常用的测量方法与数值
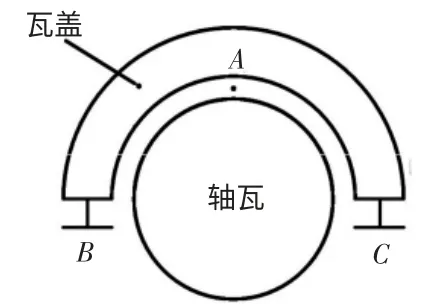
图1 轴瓦、瓦盖示意图
3.1 常用测量瓦背过盈的方法
(1)压铅法
如图1所示,假如在自由状态下轴瓦顶部A 点与瓦盖紧紧贴上后,在瓦盖的上下对口结合面B、C 处有0.05mm的间隙,那么,当B、C 处被压紧后瓦盖与轴瓦紧抱,瓦盖与轴瓦就有0.05mm的过盈。测量瓦背过盈一般可采用压铅法,把软铅丝(φ0.30mm)放在轴承体上;把软铅丝(φ0.30mm)放在轴承压盖下面;紧固轴承压盖;测量A、B、C的厚度,取其差值(与最大压紧力相应)作为参考值。测得三处的值a、b、c,即可得到瓦背过盈:δ=(b+c)/2-a。
(2)直接测量法
直接测量法就是用量具测量轴瓦壳外径和轴承座内孔径,两径之差就是瓦背过盈或间隙。这种方法受量具和测量者的影响较大,和实际值容易有偏差,一般不采用。
3.2 施工中测量方法与数值
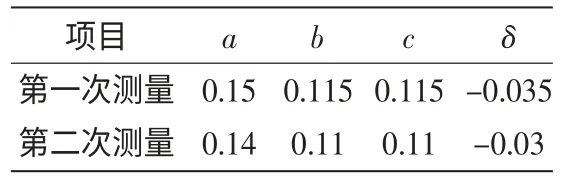
表2 测量值/mm
(1)第一次测量
在A、B、C 三处各放上φ0.5mm的铅丝,盖上瓦盖后紧固螺栓,把紧后拆开,测得三处铅丝的厚度a、b、c,然后得出瓦背过盈δ。经三次测量,结果过盈值和原设计值不一致,见表2。
(2)第二次测量
在上下瓦盖对口两个结合面B、C 处各垫了厚度b=c=0.20mm的铜皮,在轴瓦顶部与瓦盖之间A 点处放上φ0.5mm的铅丝,将瓦盖压紧后测得A 处铅丝厚度为a=0.18mm,得出瓦背过盈为:δ=(b+c)/2-a=(0.20+0.20)/2-0.18=0.02mm,测量结果有过盈。这显然与该压缩机在出厂前的装配过盈值(0.01~0.03mm)一致,且多次重复测量结果基本相同。
4 两种测量方法比较与原因分析
两种看似类似的方法,结果却不一样,我们进行了分析,可能是有下面几个原因:
(1)铅丝选择不合适:按照要求应该选择φ0.30mm铅丝,实际选用的是φ0.5mm的铅丝。问题可能出在测量用铅丝的直径和其变形延展极限。测量轴瓦过盈和测量轴瓦顶间隙一样,同样要求铅丝直径为1.5~2倍测量值,这是因为一定规格的铅丝有其变形延展的极限。轴承压盖下部放置铅丝,粗的铅丝受压盖螺栓的压力影响更大。这是可能造成不一致的原因之一。
(2)采用第一种方法测量时,B、C 处只在螺栓内侧放置铅丝,而没有在压盖螺栓外侧布置,造成压盖与轴承座下部接触不实、不均匀;再有拧紧螺栓时力量过大且分布不均匀,测得铅丝的厚度不是真实的数据。φ0.5mm的铅丝,其变形的极限值λ 约为0.11mm,而B、C 两点的数据是0.11mm 左右,达到铅丝其变形延展的极限,分析这可能是造成上述现象的主要原因。
(3)如在A、B、C 三点都用铅丝时,B、C 处在螺栓内侧、外侧均匀放置铅丝,拧紧螺栓的力量均匀,适中压紧力只要保证三处的铅丝都受力适度,被压扁即可,如果压紧力太大,使B、C 两处的铅丝压至其0.11mm 左右,而得到错误的结果。
针对以上分析,我们在压盖下均匀布置铅丝,确保接触均匀,适中压紧力只要保证三处的铅丝都受力为好,进行验证,复测结果为压紧力0.02mm,与第二次测量结果一致。
5 结语
用压铅方法测量轴瓦压紧力时,必须注意所使用铅丝的直径为1.5~2倍测量值;应注意其变形延展极限,保证在测量时铅丝不被压至其变形的极限值;适度的压紧力,只要保证三处的铅丝都受力即可,否则会导致错误的结果。
[1]王书敏.离心式压缩机技术问答[M].北京:中国石化出版社,1995.
[2]苏军生.化工机械维修压缩机.风机.离心机分册[M].北京:化学工业出版社,2007.
