1000MW空冷机组主蒸汽管道焊后热处理工艺
2013-08-09韩道永
韩道永
(宁夏电力建设工程公司,银川市 750001)
0 引言
宁夏灵武电厂二期工程2×1000MW超超临界空冷机组主蒸汽管道采用P92钢,规格为φ563.2 mm×96.8 mm。在P91钢成分的基础上,用1.5% ~2%W代替了部分的Mo、添加适量的B,得到一种改进型的P92钢,P92钢已被列入ASME规范及GB 5310—2008《高压锅炉用无缝钢管》[1]标准。P92钢供货状态为正火温度1040~1080℃,回火温度750~780℃,微观金相组织为回火马氏体。由于P92钢中W、Mo固溶强化和V、Nb、B碳氮化物沉淀强化的作用,该钢较包括P91、F12在内的9% ~12%Cr钢,表现出更高的抗蠕变断裂强度性能,其在600℃时的蠕变强度提高了近30%。
P92钢焊接及热处理工艺复杂,尤其焊后热处理温度范围窄,内壁温度不易达到规范要求。国内多家电力科研、建设单位的工艺评定试验表明,当P92管道恒温过程中内壁温度小于740℃时,焊缝根部冲击功已低于41 J,且焊缝组织也不是清晰的板条马氏体组织,不能满足标准要求。但焊接工艺评定采用的管道直径、厚度与现场主蒸汽管道的规格差距很大,厚度差达50~60 mm。随着管道壁厚的增加,管道对缺陷的敏感系数增大,缺陷允许尺寸的控制更加严格,焊接工艺控制亦更加严格,P92钢随着厚度的增加焊后热处理难度不断增大[2]。
国内某单位采用与主蒸汽管道同规格的P92钢进行热处理工艺研究[3],但现场主蒸汽管道焊缝热处理工艺研究未见报道。2010年10月,笔者采用与主蒸汽管道同规格、长度为7.100 m的P92钢管,模拟施工现场环境进行热处理工艺试验研究[4]。试验采用柔性陶瓷履带式加热器进行P92钢厚壁管道热处理,使管道内壁温度达到740℃,取得了较好的试验效果。现以宁夏灵武电厂二期工程4号机组8.5 m标高夹层一焊口焊后热处理为例,阐述P92钢主蒸汽管道的焊后热处理工艺。
1 焊接工艺
现场基本条件为:主厂房封闭,环境温度为7~10℃。施工时间为2010年12月1—3日。主蒸汽管道焊口一侧从煤仓间水平段至8.5 m夹层已全部连通,焊口另一侧管道长度为8 m,管道的加热、传热环境非常复杂。
焊接采用手工钨极氩弧焊(gas tungsten arc welding,GTAW)和手工电弧焊(manual electric arc welding,SMAW)方法,焊接材料选用 MTS616焊条,直径为2.5、3.2 mm。采用U型坡口,手工钨极氩弧焊共2层、手工电弧焊36层,其中采用φ2.5 mm焊条2层、5道,采用 φ3.2 mm焊条34层、162道。氩弧焊的焊层厚度控制在2.4~2.8 mm,手工电弧焊的焊层厚度控制在2.8~3.0 mm。具体的焊接参数如表1所示。
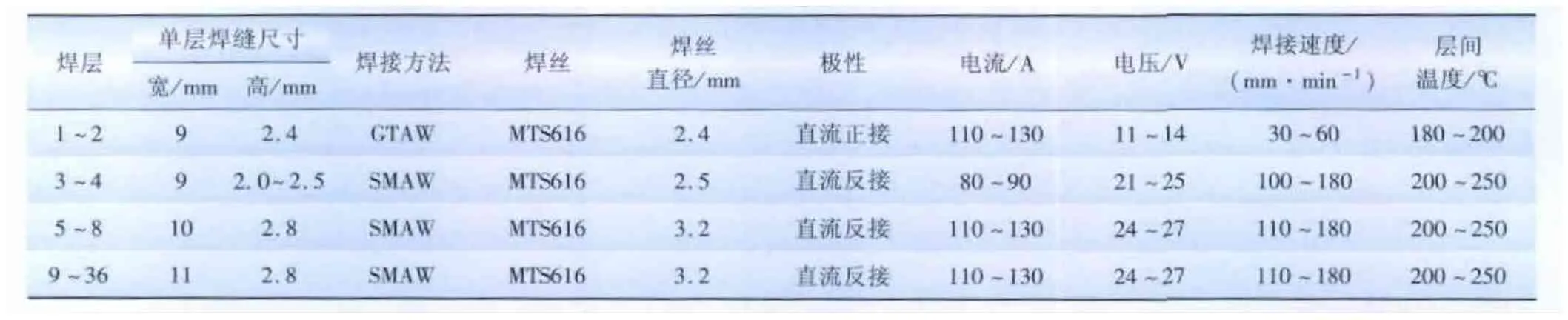
表1 焊接参数表Tab.1 Welding parameters
焊前预热采用电加热,热电偶控温,辅以红外测温仪测温,以坡口底部温度为准。氩弧焊预热温度为100~200℃,电弧焊层间温度为200~250℃[5]。预热加热宽度以焊缝中心线为加热中心,每侧为300 mm。
2 热处理工艺的确定
依据主蒸汽管道的规格,采用柔性陶瓷电阻加热方式进行焊缝焊后热处理,加热器布置在外管壁,分为主加热器和辅助加热器。主加热器与辅助加热器同时加热、同时控温,储能式热电偶测温。其中主加热器规格为440 mm ×520 mm,数量为4片,每片功率10 kW;辅助加热器规格为800 mm×260 mm,数量为4片,每片功率10 kW,加热功率总计80 kW。辅助加热器2片1组,共2组,分别对称布设在主加热器两侧。以焊缝的几何中心位置确定为焊后热处理加热中心,在以焊缝几何中心向管道两端各1 m部位采用硅酸铝棉密实封堵[6-7]。
2.1 热电偶的选择和布置
采用K型点焊式热电偶[8-9]。管道外壁设置4只热电偶控温,内壁设置4只热电偶测温,辅助加热器设置2只控温热电偶控温,共设置10只热电偶。管道外壁:主加热器每片下焊缝边缘布设1个热电偶控温并起测温作用,在焊缝周向外壁12、9、3、6点位置分别布置1只热电偶,热电偶编号为R1、R2、R3、R4。辅助加热器每侧布设1只热电偶作为辅助控温使用,辅助加热器控温热电偶布置在距加热中心290 mm处,热电偶分别编号为R9、R10。管道内壁:在管道内壁焊缝边缘沿周向12、6、9、3点位置分别布设1只测温热电偶。热电偶分别编号为 R5、R6、R7、R8。
2.2 热处理工艺参数
主加热器设定温度为760+10℃,辅助加热器设定为750℃。升温速度为64℃/h,降温速度为80℃/h,300℃以下空冷。恒温时间为11 h。热处理过程如图1所示。
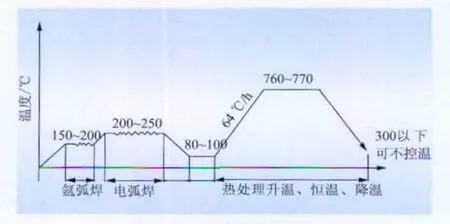
图1 焊接热处理曲线示意Fig.1 Curves of welding heat treatment
2.3 热处理设备及补偿导线
热处理设备选用DWK-E-360 kW电脑温控仪,选用与热电偶相匹配的带屏蔽层的精密级补偿导线——K型补偿导线(镍铬—镍硅)。
2.4 加热宽度选择
柔性陶瓷电阻加热器宽度的选择应符合以下关系:

式中:LHB为加热区加热器布置宽度;LSB为均温区宽度;r为管道内径;d为管道的名义壁厚。
经测算,LSB=151 mm,LHB=909 mm。考虑管道加热时温度梯度影响,选定LHB=1100 mm。
2.5 保温宽度确定
采用上述加热器宽度的最小保温宽度的选择应符合以下关系:

式中LGCB为保温宽度。
经测算,LGCB=1667 mm,综合考虑管道轴向温度梯度及减小热量损失,选定LGCB=1840 mm,单层保温厚度50 mm,2层合计100 mm。
3 热处理实施过程
(1)焊接完毕,进行焊缝外观质量检查合格,管道温度降至室温。
(2)内外壁点焊热电偶、绑扎加热器,覆盖保温棉,将管道封堵完毕。
(3)主加热器与辅助加热器同时开始对管道进行加热。
(4)管道外壁温度达到设定值,开始恒温。记录外壁、内壁温度。
(5)恒温结束,开始降温。
(6)管道降至室温,进行内、外壁硬度测试、外壁微观金相检测。
4 数据分析
管道热处理恒温段数据如图2所示。由图2可知:(1)从管道焊缝整个热处理过程分析,升温阶段内壁温度随外壁温度均匀上升,并保持一个不断放大的温度差,在恒温开始0.3 h,内壁4个测温点温度均达到740℃;(2)恒温2 h时,调降辅助加热器设定温度至745℃,恒温4 h时,调降辅助加热器设定温度至740℃,恒温9 h时,调降辅助加热器设定温度至735℃,内壁温度值变化不明显;(3)内壁温度最高达到755℃,内外壁最小温差为15℃,最大温度差为29℃,可以满足P92钢焊后热处理要求;(4)管道内壁热量的传递主要以热传导方式来进行,传播速度未因材质和金含量高、壁厚的增大而显著降低。
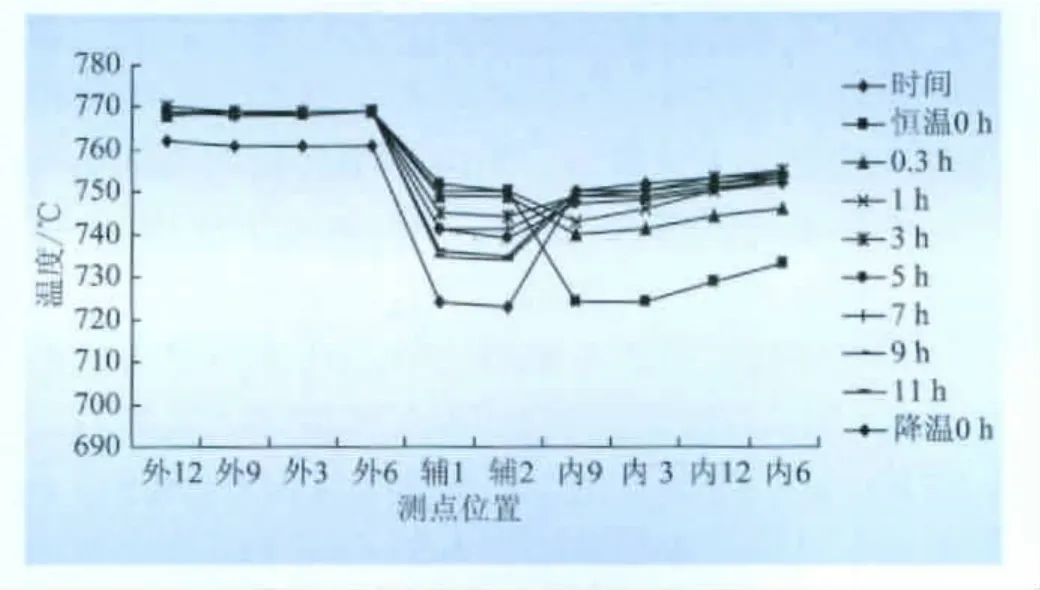
图2 恒温阶段焊缝内外壁温度Fig.2 Brinell hardness of inner and outer wall of weld seam
焊缝内外壁硬度值见表2,由表2可知:外壁硬度值分布范围均匀,数值无突变;内9、内6点这2个位置硬度值均小于250 HB。
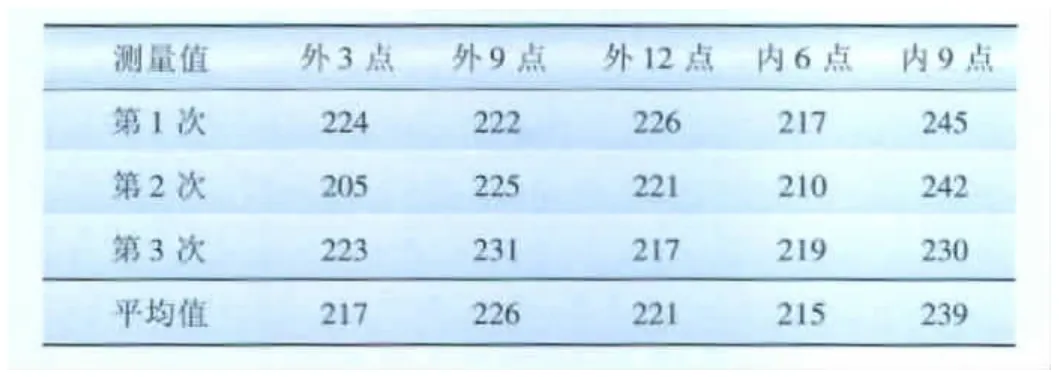
表2 焊缝内外壁布氏硬度值Tab.2 Weld internal and external Brinell hardness value HB
焊缝微观金相组织如图3所示,由图3可知,焊接接头经焊后高温回火处理,金相组织均为回火马氏体,碳化物成粒状或球状分布。
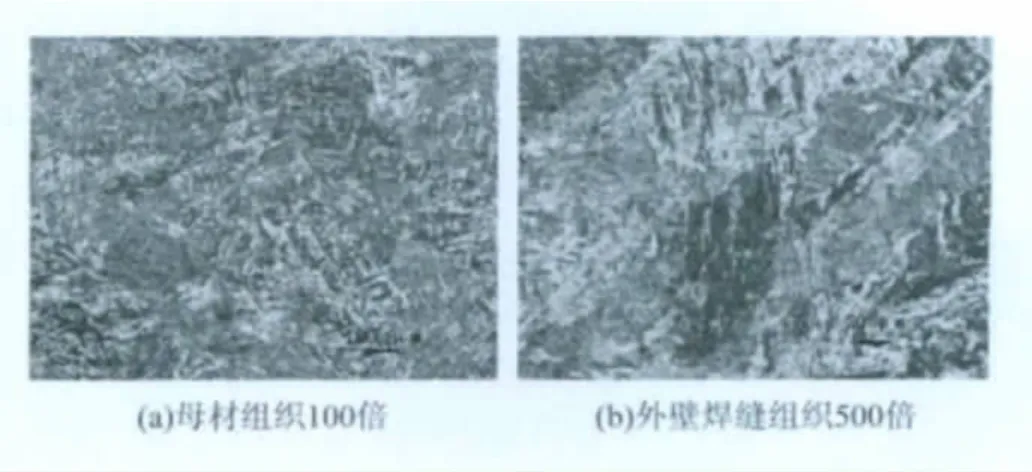
图3 母材与焊缝金相组织Fig.3 Microstructure of base metal and weld seam
5 结语
(1)采用柔性陶瓷履带式加热器进行P92钢厚壁管道焊缝的焊后热处理,可以使焊缝内壁温度达到750℃及以上,最高温度达到755℃,内外壁温度差可控制在15℃以内,达到了P92钢焊后热处理内壁最低温度要求。
(2)在管道恒温2 h时,逐步调整辅助加热设定温度至最低735℃,对内壁温度值影响较小,可以忽略不计。
(3)在保证内壁温度符合要求的前提下,可以适当缩短恒温阶段时间,以减小能源的消耗。
(4)在距焊缝中心一定距离采用硅酸铝棉密实封堵,封堵效果对管道热传播方式、热量散失影响较大,应作为今后研究需要重视的主要方向。
[1]GB 5310—2008高压锅炉用无缝钢管[S].北京:中国标准出版社,2008.
[2]周烨斌,王洪晖.大口径厚壁P92钢管道焊接及热处理工程应用及讨论[C]//超(超)临界锅炉用钢及焊接技术协作网第三次论坛大会论文集.天津:[出版者不详],2009:403-412.
[3]严正,肖德铭,史文渊,等.超超临界机组P92钢大口径厚壁管道等效现场工况的焊后热处理工艺优化研究[C]//超(超)临界锅炉用钢及焊接技术协作网第四次论坛大会论文集.南京:[出版者不详],2011:305-320.
[4]韩道永,张晓东.超超临界百万千瓦机组主蒸汽管道用钢(SA335-P92)加热试验分析[C]//超(超)临界锅炉用钢及焊接技术协作网第四次论坛大会论文集.南京:[出版者不详],2011:383-387.
[5]杨建平,郭军,乔亚霞.超超临界机组用P92钢焊接技术的研究[J].中国电机工程学报,2007,27(23):55-60.
[6]DL/T 819—2010火力发电厂焊接热处理技术规程[S].北京:中国电力出版社,2010.
[7]杨富,章应霖,任永宁,等.新型耐热钢焊接[M].北京:中国电力出版社,2006:103-105.
[8]韩道永,吕铁,张晓东,等.百万千瓦空冷燃煤机组P92钢超大壁厚管道焊后热处理[C]//超(超)临界机组技术交流2011年会论文集.汕头:[出版者不详],2011:183-187.
[9]高洁安,严正,董艳柱,等.SA335-P92钢管采用感应加热焊接热处理工艺试验[J].电力建设,2010,31(10):109-113.