内燃机务段(折返段)一体化卸发油新设备研究
2013-08-04丁莉
丁 莉
(铁道第三勘察设计院集团有限公司,天津 300142)
1 现状及存在的问题
(1)卸油、发油系统现状
用于内燃机车、内燃调车机车上油整备的机务段、折返段,均设有与其规模相适应的柴油库、卸油系统、发油系统。根据不同规模的柴油库,配置的卸油系统组成:卸油泵(1主1备),单鹤管~12鹤管卸油栈桥,扫底油泵,以及卸油管路、阀门、流量计等。配置的发油系统组成:发油泵(1主1备),1~4个发放柱,1~8个加油枪(台位),以及发油管路、阀门等,其中卸油泵、扫底油泵、发油泵、阀门、流量计集中在油泵间,各泵的启停由油泵间控制室控制。
目前普遍采用的卸油工艺流程为:油罐车→卸油鹤管(卸油栈台)→集油管路→连接管路→油泵间卸油泵(扫底油泵)→连接管路→油罐。普遍采用的发油(加油)工艺流程为:油罐→连接管路→油泵间发油泵→连接管路→发放柱→加油枪→机车油箱。
油泵间控制室作为卸发油系统的控制中心,当卸油栈台上的操作人员操作鹤管全部对位油罐车卸油口后,通知油泵间控制室的操作人员启动卸油泵,当人工观察卸到第一个油罐的底部时关闭该鹤管(在未吸空之前),直至依次完成各油罐的卸车作业,当人工观察卸到最后一罐车底部(在未吸空之前),通知油泵间控制室的操作人员停止卸油泵,启动扫底油泵依次完成各油罐清底停泵;机车加油由发放柱的操作人员操作加油枪对准机车油箱后,通知油泵间控制室的操作人员启动发油泵,人工观察机车油箱加满后通知油泵间控制室的操作人员停止发油泵。
目前有些机务段(折返段),为方便现场人员操作,在卸油栈台和发放柱现场增加了远程控制终端,除油泵间控制外又增加了一路现场控制,现场操作人员可根据现场情况随时停止油泵间的卸、发油泵。
(2)存在的问题
①卸油、发油系统庞大
受段平面影响,通常油泵间距离卸油栈台、发放柱、油库较远,配置的卸、发油管路长、弯道多,要满足系统卸油需要,就要求卸油泵具有较大的吸程,要满足系统加油需要,就要求发油泵具有较大的扬程,以克服系统阻力,对吸程不满足要求的卸油泵需配置真空系统或灌泵系统,对扬程不满足要求的发油泵需选择大扬程发油泵,因此造成卸油、发油系统庞大,卸油、发油质量不高。
②卸油、发油系统自控水平低
既有的卸油发油系统,卸发油泵的启、停是通过现场操作人员观测油罐车是否卸空、机车油箱是否加满来确定,卸油、加油作业与泵的启停无自动控制关系,油泵间、作业现场多点控制,控制点之间无联锁控制关系,控制水平低、控制安全性差,一旦出现吸空、误操作即引发安全事故。
③计量水平低
近年来,内燃机车用油作为机务段成本支出,越来越受到铁路局重视,因支出较大已列入各铁路局物资管理系统,不仅卸油要求准确计量,加油也要求定车计量,并输入机车运用整备管理系统。既有的卸油、发油系统为普通的容积式流量计,因其测量原理与构成特点与流体的流动状态无关,故在流体黏性随季节发生变化时其测量精度随之变化,因此已被现场人工测尺和微机定量加油机取代。现场人工测尺和微机定量加油机,因与系统无法形成控制联动关系,又没有网络接口,无法实现信息化管理。
④卸发油过程安全设计水平低
油泵控制间作为密闭的卸油发油控制中心,《石油库设计规范》(GB25303—2007)对工艺、建筑、暖通、设备、电气、给排水、消防、通信等诸多专业都有严格的要求,涉及专业多、管线多,防静电、防爆、防油气、防火要求高,目前的卸发油过程安全设计是采用一条接地线的方式连接到火车储油罐的底部,以消除卸油时产生的静电;采用发油管道直接连接地线的方式,以消除发油时产生的静电。该设计的缺点是:没有静电接地保护器报警措施,以确定卸发油作业连接地线是否良好;没有针对介质流速快与慢变化的检测装置,将事故控制在事前。因为不同流速下的介质产生的静电积聚是不同的,紧靠接地线的方法是不可靠的;如果流速瞬间过快,其产生静电积聚将是正常流速的数倍之多,很可能引起瞬间爆炸导致安全事故。因此仅仅靠连接地线来保证安全,一旦出现超流速、接地松动,极易造成安全事故。
2 一体化卸油发油系统新工艺、新设备的提出
近年来我单位参加了多项中石化、中石油等路外仓储企业铁路专用线的设计,路外仓储企业一般以盈利为目的,周转量大、存储量大、装卸量大、鹤位多,多为铁路或管道卸、铁路或公路装,为减少占地,均采用栈台、泵集中布置;为提高装车速度,对于大装车量的装卸设施,采用密闭液下自动定量装车;对于大卸车量的装卸设施,因同时卸车鹤位较多,很难实现自动卸车。
而内燃机务段(折返段)为自管自用,周转量小、鹤位少,一般为铁路卸油给机车加油,通常每10~15 d铁路卸油1次,每1~1.5 h机车加油1次,每次加油10~15 min,且油罐车在卸油时机车不能加油,因此对于这种卸油频率低加油频率高的作业,缩短卸油作业时间以换取加油作业时间,是提高机车整备作业效率的最好途径。通过对路外企业装卸设施的研究,同时针对内燃机务段(折返段)自身特点及存在的问题,提出内燃机务段(折返段)“一体化卸发油装置”的构想:集鹤管、栈台、卸发油泵、计量、防静电接地、监视、报警、联锁、信息记录于一体的“一体化卸发油装置”,通过传感器、电动阀、卸发油泵、质量流量计、微机加油机、操作终端实现油品卸油和加油的自动计量与控制,通过温度压力变送器、静电保护器、防爆摄像机、显示屏、控制软件实现卸油和加油过程的安全控制与联锁。
一体化卸发油装置具有:卸油发油设备模块化集合,既取消油泵间,将油泵间设备(泵、控制台、阀、流量计等)与卸油栈台合并,既减少了占地又优化了系统配置;卸油发油过程自动化控制,因卸车鹤位少,采用依次卸车自动控制,发油过程随整备机车加油完毕可自动切断,取消油泵间控制,将卸油控制由栈台鹤管操作人员统一控制,发油控制由发放柱操作人员统一控制,既较少了人员配置又提高了控制水平;卸油发油量质量化计量,采用双转子流量计,可随介质黏度变化自动折算;卸油发油过程安全自动检测,采用流速传感器、转子泵控制器、静电保护器,来显示、消除、释放静电,确保卸发油过程安全。
一体化卸发油装置卸油工艺流程为:油罐车→鹤管→集油管路→一体化卸发油装置(卸油泵、扫底油泵)→卸油管路→油罐。一体化卸发油装置发油工艺流程为:油罐→发油管路→一体化卸发油装置(发油泵)→发油管路→发放柱→加油枪→机车油箱。该工艺优化了卸发油泵与系统的匹配,集成了高性能的转子泵、质量流量计、电动球阀、微机加油机及安全控制系统,提高了系统卸发油的可靠性和自控水平,真正实现了卸发油的自动计量、自动控制。结合段内机车运用整备管理系统,可实现机车加油、走行公里、耗油的自动统计,结合段内物资管理系统信息通道,可实现卸油量与加油量的自动统计和传输。
以内燃折返段为例,图1分别示意老工艺与新工艺从布局上的直观变化。
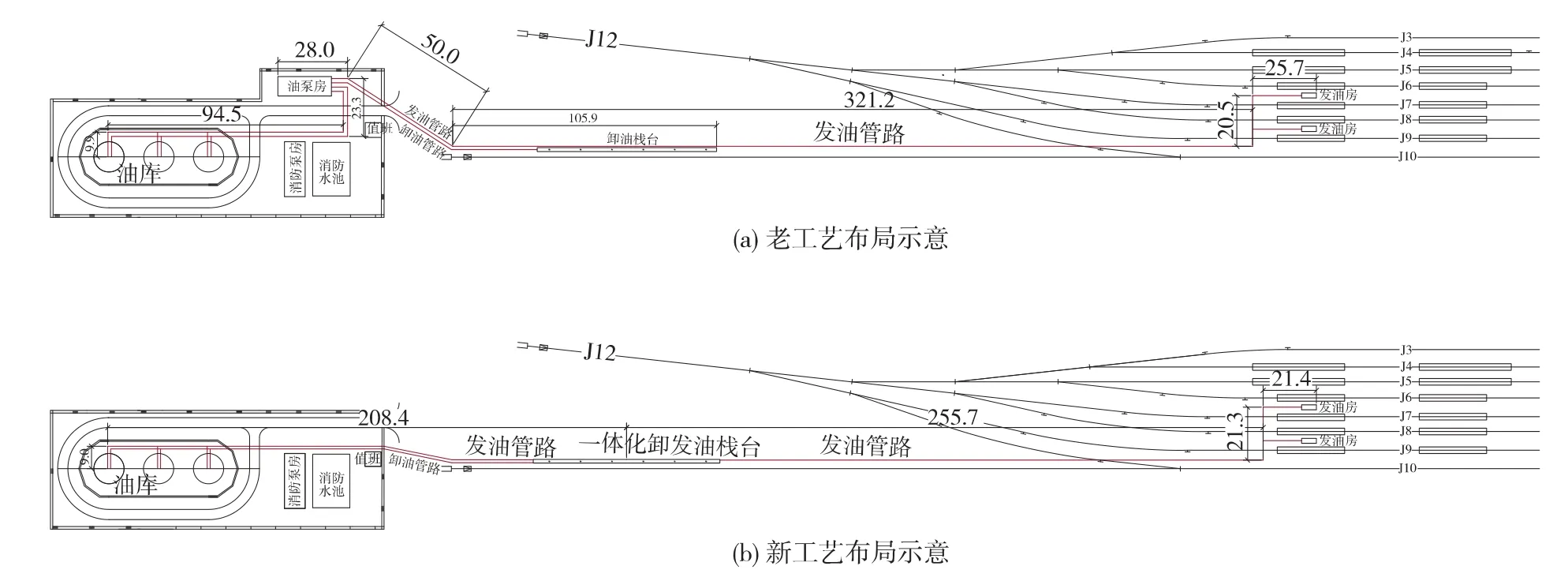
图1 老工艺与新工艺对比(单位:m)
从图1中可以看出,新工艺较老工艺占地面积少,卸发油管路短,管路弯道少,因此系统阻力较老工艺要小;卸发油泵位于栈台下,整体布局紧凑,卸发油工艺顺畅,可靠性高,因此系统配置较老工艺要小。
3 新、老卸发油工艺系统计算与对比、分析与试验
(1)系统计算与对比
以内燃折返段为例,假设6个卸油鹤位,2 h卸完6个罐车6×70 m3,按照4个加油枪同时加油,15 min加满机车油箱4×11 kL=44 m3,设卸油鹤管高4 m,油罐高10 m,则计算卸、发油系统如下。
①卸油系统:鹤管DN100,管路φ150,管内经济流速2.5 m/s。
老工艺鹤管至泵的入口距离180 m,泵的出口距离油罐150 m,吸程为7.2 m,扬程为20 m;新工艺鹤管至泵的入口距离40 m,泵的出口距离油罐220 m,吸程为5.9 m,扬程为24 m。
②发油系统:发放柱高度2.0 m,主管路 φ150 mm,管路经济流速2.5 m/s。
老工艺油罐距泵的入口距离150 m,泵的出口距离发放柱445 m,吸程4 m,扬程34 m;新工艺油罐距泵的入口距离220 m,泵的出口距离发放柱300 m,吸程5 m,扬程23 m。
(2)分析与厂内试验
从系统计算比较可以得出,卸油系统新工艺吸程比老工艺吸程小,扬程与老工艺差别不大,加油系统新工艺吸程与老工艺差别不大,扬程比老工艺小,由于加油系统吸入管道基本靠系统自流灌泵,而且泵的扬程选择范围较大,因此卸发油系统最关键的问题是卸油泵的吸程问题。针对这个问题在厂里进行了试验,试验条件:进口管路DN150钢管长80 m,DN100的金属软管30 m,高度4 m,出口管路DN150钢管长5 m;以XHB80旋转活塞泵(流量为61 m3/h,吸程8 m,扬程范围0~40 m,电机功率11 kW),XJB200-150-125旋进转子泵(流量75~200 m3/h,吸程8 m,扬程范围28~52 m,电机功率30 kW)为实物进行试验。试验步骤及结果如下。
①用XHB80旋转活塞泵(兼作扫仓泵)前置,10 s后软管处吸上油,2 min后出口处开始排油,3 min后油流稳定,流量50 m3/h,吸程7 m,扬程20 m。
②关闭XHB泵,启动XJB泵,能正常使用,流量120 m3/h,扬程25 m。
根据试验结果,可以得出对于6鹤位卸油,可在3 min内达到稳定的依次卸油工况,在3 h之内完成6个罐车的自动卸油。若完成老工艺卸油,必须采用大功率卸油泵、大直径卸油管路,以克服系统阻力。
4 “一体化卸发油装置”设备组成
(1)设备组成
该设备包括:卸油栈台、卸油鹤管、卸油发油、扫底油泵、自动计量控制系统、视频监控报警系统、防静电联锁接地系统。主要由流量计、控制阀、温度压力变送器、静电溢油及静电消除器等安全装置,卸发油泵、扫底油泵、鹤管、栈台、防爆大屏幕显示及防爆等级ExdIIBT4、防护等级IP65的触摸式现场操作终端等构成。
(2)设备功能
具有卸油、发油、倒罐、自动计量、自动控制及信息传输功能;根据需要具有多鹤位依次自动卸油、多台位同时加油的功能;具有卸油就地自动控制和加油远程控制功能;具有卸油过程远程视频监控功能;具有流量、温度、压力、可燃气体、静电信号的采集、处理功能;具有防静电、消除人体静电、静电报警、紧急停车、防静电联锁控制等安全功能;具有现场阀门、液位开关、泵运行状态、接地开关状态及故障状态显示功能。
(3)设备特点
在工厂内预先制造和预先测试好,包括所有的框架、电气、配管、喷漆、仪器仪表、控制终端、安全报警系统、空气过滤、计算机控制软件。紧凑型的设计,装卸泵系统设备位于栈台下部,节约占地空间。防静电溢出、消除人体静电、接地及紧急停车系统综合于一体,保障安全。一体化解决方案,避免不必要的浪费,精度有保证。可与油库自动化系统、路局物资管理系统实现无缝对接。栈台的设计以及所选用的设备完全可以根据客户现场要求而定。缩短工程周期,大量减少现场工作,包括焊接、调试等费用。维护方便,降低后期维护成本。支持本地发油、远程发油及 IC卡发油模式。
(4)设备主要技术指标
电源:AC220V;
通讯方式:RS485或TCP/IP;
显示方式:1路主液晶显示屏,n路辅助液晶显示;
IC卡模式:可选;
输入方式:触摸式;
键盘寿命:无限次;
系统功率:<500 W(不含卸发油泵,卸发油泵功率根据需要配置);
卸油、发油流量:根据需要配置;
系统报警响应时间:<2 ms;
系统平均无故障时间:20 000 h;
工作温度:(-20~+60)℃;
防爆等级:ExdⅡBT4;
防护等级:IP65;
具备掉电参数保护;
卸油、发油记录:200条;
卸油、发油路数:根据需要配置。
5 结论
(1)试验与理论计算表明,一体化卸发油工艺能够满足内燃机务段(折返段)卸发油需要,能够取代以往的卸发油工艺。但卸发油管路需要根据段平面(油库、卸油线、整备场)布置以及卸发油工艺要求,具体项目具体计算确定。
(2)新的卸发油工艺以“一体化卸发油装置”替代了油泵间,取消了因油泵间引起的建筑、暖通、给排水、电力、通信、消防等配套设施。设备在厂内调试完成,现场拼装并对接卸发油管路、信息电缆线、电源电缆线即可试运行,缩短了调试时间,提高了安装、调试、验收效率。
(3)设备可根据地区不同的环境要求、用户要求,选配不同的泵、仪表及控制元件,即可满足南方高温、潮湿环境和北方寒冷环境的使用要求。
(4)目前一体化卸发油装置已在多个项目中设计并选用。
[1]TB10004—2008,铁路机务设备设计规范[S].
[2]TB10063—2007,铁路工程防火设计规范[S].
[3]GB50074—2002,石油库设计规范[S].
[4]GB50316—2000,工业金属管道设计规范[S].
[5]GB50116—2008,火灾自动报警系统设计规范[S].
[6]GB50348—2004,安全防范工程技术规范[S].
[7]GB50187—93,工业企业总平面设计规范[S].
[8]SH3005—1999,石油化工自动化仪表选型设计规范[S].
[9]SH/T3107—2000,石油化工液体物料铁路装卸车设施设计规范[S].
[10]GB50058—92,爆炸和火灾危险环境电力装置设计规范[S].
