奥氏体不锈钢焊缝的相控阵超声检测
2013-07-13刘富君
胡 栋,王 强,肖 琨,刘富君
(1.中国计量学院质量与安全工程学院,浙江杭州310018;2.浙江省特种设备检验研究院,浙江杭州310020)
0 引言
奥氏体不锈钢具有稳定的奥氏体组织,被广泛应用于石油化工、机械制造和核电等行业的重要部位[1]。但由于焊接技术的不完善,在奥氏体不锈钢焊缝中容易产生缺陷,引发设备的安全问题,因此,需要加强对奥氏体不锈钢焊缝的定期检测。
超声检测是用于奥氏体不锈钢无损检测的常用方法,但奥氏体焊缝粗大的柱状晶粒组织和焊缝结构的各向异性,对超声波有强烈的散射衰减和扭曲作用,常规的超声探头穿透力不足,检测困难[2-3]。相控阵超声检测技术具有高强度的多声束聚焦性能和多角度可控的扫描方式,大大提高了灵敏度和穿透力,有效地减小了盲区[4],提高了检测效率。为奥氏体不锈钢焊缝的检测提供了新的思路。
目前,国内外从超声建模、参数优化和信号处理等方面对奥氏体不锈钢焊缝超声检测展开研究并取得了一些成果。文献[5]采用电子背散射衍射技术对奥氏体不锈钢焊缝的微观组织进行了分析;文献[6]把各向异性焊缝分成了不同的区域,并对其内部的超声波传播路径进行了仿真;文献[7]将声线跟踪法和弹性动力学有限积分技术相结合,解决厚壁奥氏体不锈钢焊缝超声检测的参数优化问题;文献[8-9]采用声线示踪法计算了相控阵超声不同阵元在非均匀各向异性介质中的延迟时间和入射角;文献[10]致力于提高相控阵列系统的二维、三维成像分辨力,提出了奥氏体不锈钢焊缝中相位畸变的修正方法。这些成果为奥氏体不锈钢焊缝相控阵超声检测提供了依据,但未采用试验的方法加以证明。
本文对波束形成器性能参数选择进行了分析,利用相控阵超声检测技术相控聚焦的特性,针对奥氏体不锈钢焊缝试块进行了普通超声和相控阵超声检测对比试验。
1 相控阵超声技术
1.1 聚焦原理
图1为相控阵聚焦原理图,如图1所示,超声波相控阵技术是由多个压电晶片按一定规律分布排列,然后逐次按预先规定的延时时间激发各个晶片,通过计算各阵元发射信号的时间延时,使超声波在某一点同向,这一点就是相控聚焦的焦点,根据同向波叠加定理和能量守恒定律,超声场在焦点处的声能大大提高。延时时间由以下公式计算得出[11]其中,△d为阵元到焦点的距离;n为保证△d-nλ为正的最大整数;λ为声波波长;c为波速。

1.2 相控阵超声系统的声束特性
为分析超声波波束形成器性能,可通过计算其波束响应进行分析,计算公式为[12]

其中,C(φ)为波束响应;cH为给定加权矢量(列矢量)的转置;v(φ)为阵列响应矢量(列矢量)。
对于均匀线性阵列(ULA),其阵列响应矢量为

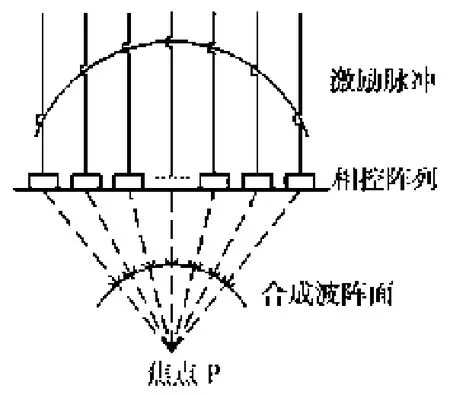
图1 相控阵聚焦原理
图2表示了一个64阵元均匀线性相控阵列波束模式(φs=0°),其中d=λ/2。主瓣越高越窄,旁瓣越低,阵列系统指向性和分辨率越高。通常以半功率(-3 dB)点的主瓣宽度计算波束宽度△φ,计算公式为

L代表阵列孔径。孔径越大,阵列的分辨率越好,越能区分间隔很近的缺陷。对于阵元间隔固定的波束模式,阵元数越多,分辨率越好。但是,实际的物理现实往往限制了可用的阵元数量。因此,为提高孔径,通常采用提高阵元间隔的方法。而为避免空间重叠,阵元间隔d又最好不要高于λ/2。综合以上分析,64阵元,d=λ/2相控阵列系统具有良好的指向性。
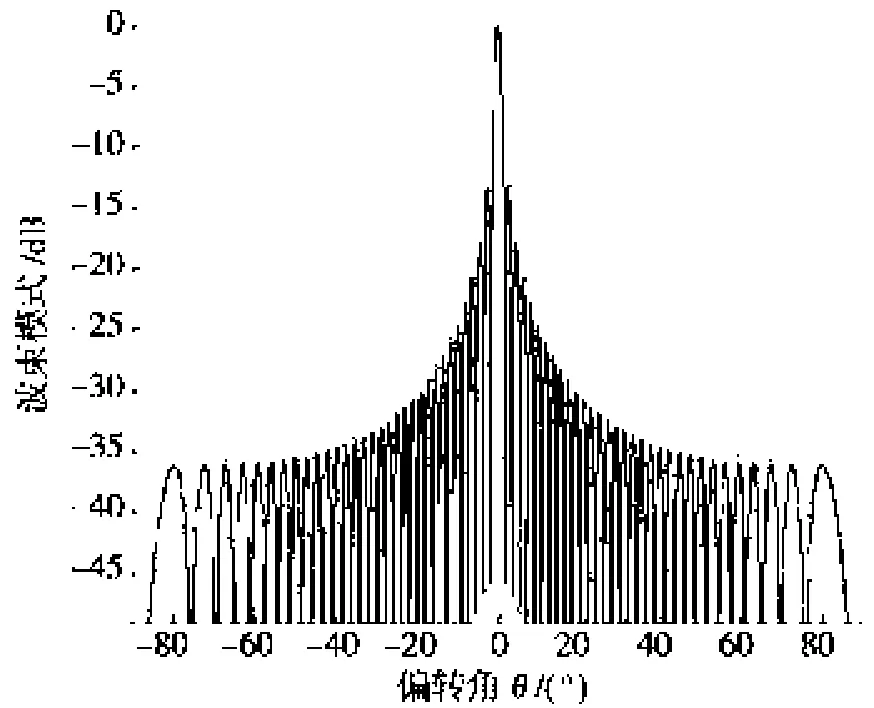
图2 64阵元相控阵列系统波束模式
2 试验比对
2.1 试验概况
在探头选型上,选用64阵元,d=λ/2线阵相控探头进行超声相控阵检测试验。而对于常规超声探头,常用频率为0.5~2.5 MHz的斜探头。试验仪器、探头及试块选择如表1所示。

表1 试验概况
2.2 试块信息
奥氏体不锈钢对接焊接对比试块[13]尺寸如图3所示,试块长300 mm,宽30 mm,高90 mm,焊缝位于试块长度方向中间部位,属于V型对接焊缝,沿焊缝两侧纵向深度10 mm、30 mm、50 mm、70 mm处有直径2 mm的人工贯穿孔。
2.3 检测结果分析
试验时首先对设备进行校准,检测面为V型对接焊缝的上表面,如图3所示,在探头和试块间均匀的涂抹机油,设置合适的增益、抑制,相控阵扫描角度调整为30°~70°,观察仪器显示情况。试验结果如图4和图5所示。
图4为试块焊缝深10 mm缺陷相控阵超声检测结果A扫描对应S扫描56.0°轴线的信号,缺陷信号比较明显,信噪比达14 dB。图5为试块焊缝深30 mm缺陷相控阵超声检测结果,A扫描对应S扫描44.0°轴线信号,缺陷信号幅值较低,无法有效识别。
图6为奥氏体不锈钢焊缝试块的常规超声检测结果,成像仅通过A扫描显示,横坐标刻度为真实深度。图6a为试块焊缝深10 mm缺陷常规超声检测结果,虽然缺陷信号也比较明显,但其信噪比仅6 dB。图6b为试块焊缝深30 mm缺陷常规超声检测结果,与相控阵超声检测结果相同,其缺陷信号幅值较低,无法有效识别。
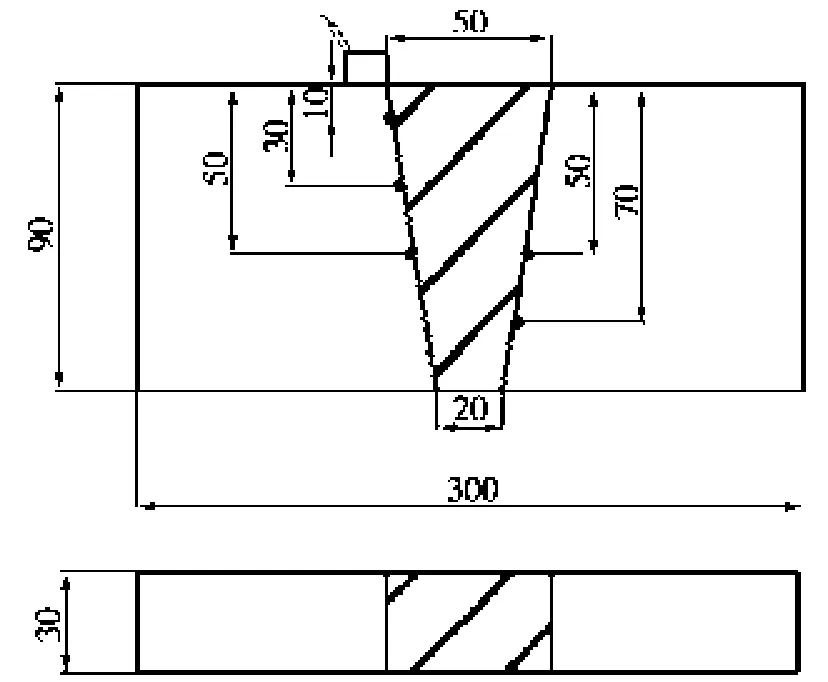
图3 奥氏体不锈钢对接焊接接头对比试块
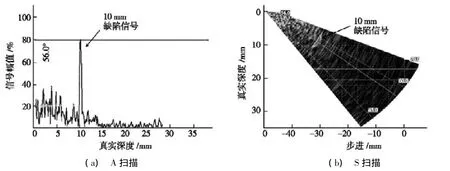
图4 10 mm缺陷相控阵超声检测结果

图5 30 mm缺陷相控阵超声检测结果
在图4a和图6a的检测结果中,对于所选试块焊缝深10 mm处φ2贯穿孔缺陷,相控阵超声检测获得了14 dB的信噪比,而常规超声检测仅获得了6 dB的信噪比,相控阵超声检测具有较强的穿透力。比较图4、图5和图6可见:焊缝深度越深,超声波的散射和畸变越严重,导致相控阵超声检测中按照传统的聚焦延时法则不能很好的实现聚焦效果。综上所述,在奥氏体不锈钢焊缝的检测中,相控阵超声检测在提高深厚奥氏体不锈钢焊缝中超声穿透力即缺陷检出率上具有可行性,但仍然存在一定的困难。此外,图4和图5中扇扫图像覆盖了30°~70°范围内的检测信息,而常规超声检测结果只显示了单一轴线(即沿声束方向)上的检测信息。因此,在工业现场大面积检测时,相控阵超声检测比常规超声检测更快速、高效。
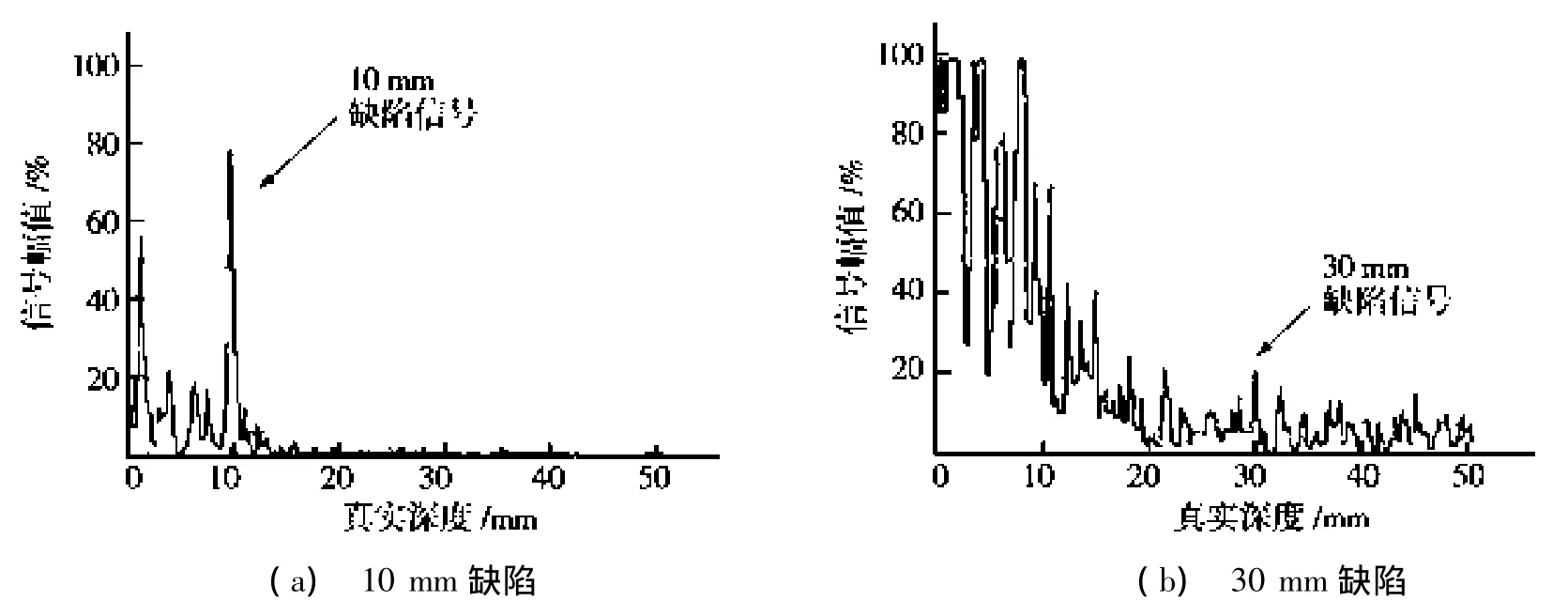
图6 常规超声检测结果
3 结论
(1)超声相控阵技术对10 mm处奥氏体不锈钢焊缝缺陷的检测获得了比传统超声检测更高的信噪比,说明超声相控阵技术的聚焦特性使超声声束在奥氏体不锈钢焊缝中具有更强的穿透力。
(2)30 mm处缺陷,相控阵超声波同样未能检出缺陷,这是因为焊缝越深,超声声束的相变越严重,使用未经优化的聚焦延时法则不能实现各阵元发射的超声波的叠加,因此,提高深厚奥氏体不锈钢相控阵超声波检测能力的有效方法是对聚焦延时法则进行优化。
(3)相控阵超声波一次检测能覆盖较大的角度范围,能有效地提高检测效率。
[1]张鹰,张延丰,雷毅.奥氏体不锈钢焊缝的超声波检测方法研究[J].无损检测,2006,28(3):119-122.
[2]王柄方,韩赞东,原可义,等.基于时频分析的奥氏体焊缝超声检测信号处理[J].焊接学报,2011,32(5):25-28.
[3]薛拥军,张礼典,赖德海.大厚度异种钢奥氏体焊缝超声波检测[J].无损检测,2008,30(11):816-919.
[4]钟志民,梅德松.超声相控阵技术的发展及应用[J].无损检测,2002,24(2):69-71.
[5]Nageswaran C,Cappentier C,Tse Y Y.Microstructural Quantification,Modeling and Array Ultrasonic to Improve the Inspection of Austenitic Welds[J].Insight,2009,51(12):1-7.
[6]Liu Q,Wirdelius H.A 2D Model of Ultrasonic Wave Propagation in an Anisotropic Weld[J].NDT & E International,2007,40(3):229-238.
[7]Han T Y,Köhler B,Schmitz V,et al.Investigation into Ultrasonic Testing of Thick Walled Austenitic Welds[J].无损检测,2009,31(11):837-841.
[8]Ye J,Kim H J,Song S J,et al.The Far field Scattering Response of a Side Drilled Hole Insingle/layered Anisotropic Media in Ultrasonic Pulse-echo Setup[J].Wave Motion,2011,48(3):275-289.
[9]Ye J,Kim H J,Song S J,et al.Model Based Simulation of Focused Beam Fields Produced by a Phased Array Ultrasonic Transducer in Dissimilar Metal Welds[J].NDT & E International,2011,44(3):290-296.
[10]施克仁,郭寓岷.相控阵超声成像检测[M].北京:高等教育出版社,2010:43-44.
[11]王晓东,王君琳,李平.相控阵高强度聚焦超声的研究进展[J].物理,2007,36(10):758-763.
[12]Dimitris G M,Vinay K I,Stephen M K.Statistical and Adaptive Signal Processing[M].Beijing:Tsinghua University Press,2003:621-638.
[13]张鹰,雷毅,程真喜,等.奥氏体不锈钢对接焊接接头对比试块的制作及应用[J].无损检测,2011,11(7):47-53.
