一种曲轴自动校直液压机的检测系统设计
2013-06-29崖华青
崖华青,翟 华
(1.合肥合锻机床股份有限公司,安徽 合肥 230601;2.合肥工业大学 机械与汽车工程学院,安徽 合肥 230009)
0 引言
曲轴是发动机的核心部件。其生产工艺需进行多次校直才能符合设计和实际要求,而曲轴的变形是校直决策的重要依据,因此,可靠、精确、高速地获取零件的变形是曲轴校直机检测系统的重要任务。测量系统要根据传感器测得的大量数据,经处理后,求取零件的变形及坐标位置,这是确保精密校直成套设备矫形精度的关键技术之一。本文依据最小二乘法原理设计了曲轴自动校直机检测系统的硬件和软件系统,测量效率大大提高,测量精度满足设计要求。
1 原有检测装置
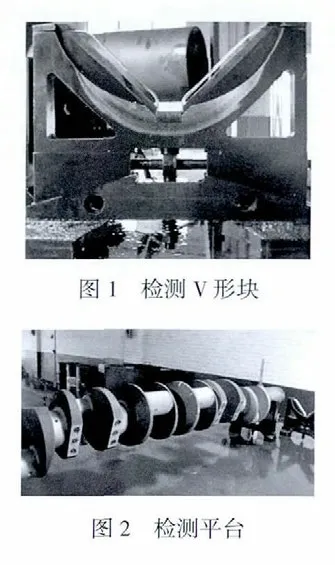
原有曲轴检测系统如图1、2 所示,采用三组曲轴专用检测装置,需三名工人同时工作,花费30min才能准确检测一根曲轴,耗时、费力,检测结果完全凭借工人经验。
2 新型检测系统设计
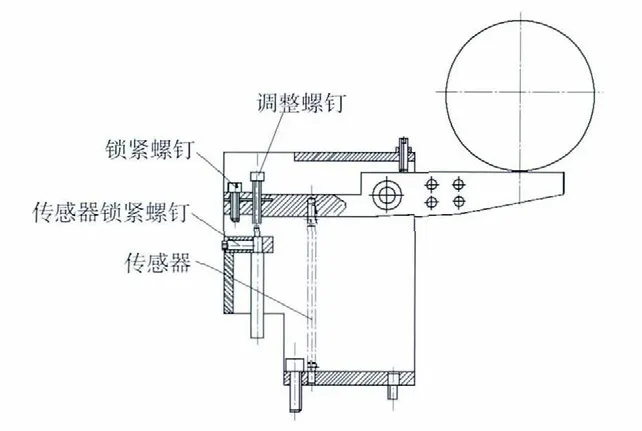
如图3 所示,该新型检测系统由一套检测装置组成,分别装于主轴颈后侧,用于检测曲轴的校直结果。其稳定与否直接关系校直精度。其结构如图3 所示,该检测装置由传感器、检测支架、测量杠杆支架、测量杠杆臂、调整螺钉、锁紧螺钉等组成。在该结构中,机床检测传感器调整主要应用在机床进行检测零件之前,是保证检测系统正常运行的重要步骤。传感器调整到0 位附近,传感器线性度最好,保证检测系统能精确检测零件的跳动量。
检测电气系统主要为工业控制计算机和采集板卡组建的检测电路。工业计算机采用研华机箱,配置研华主板及弘格采集卡,该采集卡具有16 位分辨率,能将检测传感器传来的模拟量精密细分,实现精确测量。
检测传感器是本检测系统中的关键零部件,本项目采用中原量仪DG03 型差动电感式直线位移传感器,其检测精度准确可靠。
3 检测原理
工件在驱动装置的带动下,以1、9 两主轴颈的外圆为基准旋转,同时测量 2、3、4、5、6、7、8 轴颈,每个轴颈测量180 个点,测得的数据按最小二乘法拟合出截面圆心,计算过程如下。
工件每旋转一周,环轴壁上各传感器分别环绕不同的圆截面上测量180 次,环轴壁上的传感器数为9,设ΔRij为传感器采样值,θij为传感器测量时位于圆截面上的对应角度,采样数据为(ΔRij,θij),其中i 为各传感器所环绕的圆截面号,i=1,2,…,K,j 为采样点数,j=1,2,…M,按下式计算每一截面的最小二乘圆心坐标Oi(Xi,Yi,Zi):
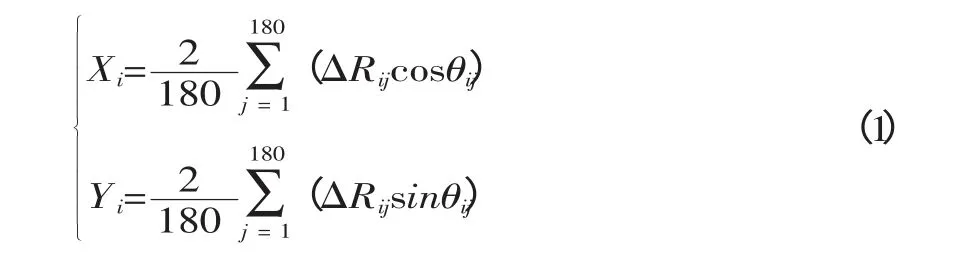
式中:Zi——各个传感器所环绕的圆截面轴向距离。
以工件上首尾两个传感器所环绕的圆截面圆心连线为基准轴线,中间7 个传感器所环绕的圆截面相对该轴线弯曲度Wi为:

则直线度 S 为:S=max(W2,W3,W4,…W8),与设定的S 的阈值比较,确定工件直线度是否符合要求,判定工件是否合格。
4 计算机检测系统
4.1 硬件系统构成
本检测系统硬件系统由检测传感器、放大器、A/D 板卡、工业计算机等构成,其信息流如图4 所示。

图4 检测系统硬件构成
其中,检测传感器采用中原量仪公司生产的DZS-05 型电感式检测传感器,放大器采用DZ 型放大器,A/D 板卡采用1602 型电感传感器,工业计算机采用研华IPS610 型工业计算机。
4.2 软件系统构成
本检测系统采用WINDOWS 98 系统为操作系统,应用DELPHI 高级编程软件编写系统程序,根据前述检测系统的原理,可以得到检测系统流程如图5 所示。
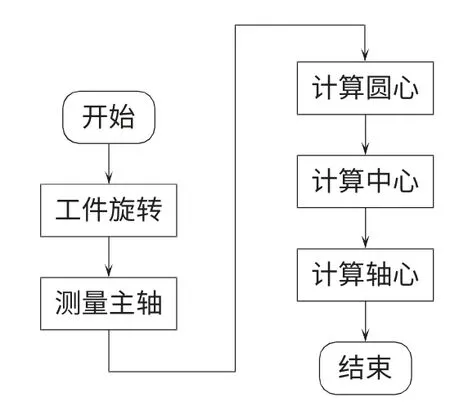
图5 检测系统软件流程
操作过程:系统上电,计算机进入曲轴校直机控制系统主界面,旋转“自动/调整”旋钮至“调整”位,操作台上“手动”灯亮,计算机界面进入图6 所示界面。
按“Tab”键移动光标到“机床检测传感器调整”按钮,按下“Enter”键进入“机床检测传感器调整”界面。如图7 所示。
参考该界面,对每一路传感器的位置进行微调,调试方法如图8 所示。
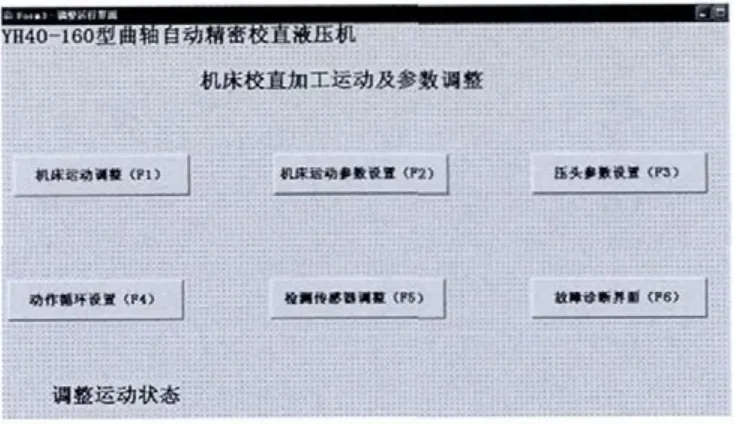
图6 检测系统进入界面

图7 进入机床调整界面
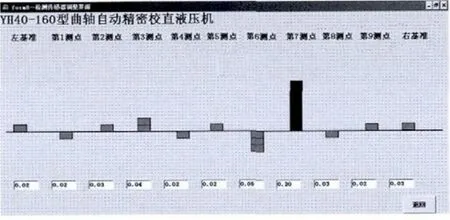
图8 传感器调整界面
松开锁紧螺钉,调节调整螺钉,直到界面上对应传感器通道的颜色由红变绿。然后拧紧锁紧螺钉。也可以松开传感器锁紧螺钉,微微移动传感器,直到界面上对应传感器通道的颜色由红变绿,拧紧传感器锁紧螺钉。当所有通道的颜色都变成绿色后,机床检测传感器调整工作完成,按“Tab”键后移动按钮至“返回”,按“Enter”至图 7 界面。旋转“自动/调整”旋钮至“自动”位,操作台上“自动”灯亮,“手动”灯不亮。旋转“检测/单步”旋钮至“检测”位,系统进入零件旋转检测运行状态。如“检测/单步”旋钮在“单步”位,系统进入单步运行状态。
5 结论
本文利用最小二乘法研究了曲轴校直机检测原理,依据杠杆检测系统设计接触式检测装置,采用差动电感式传感器设计了电路系统和采样系统。并开发出检测系统的界面,介绍了检测系统的使用方法,实践表明,此检测系统能大大减少曲轴检测时间,提高了工作效率。
[1]崔 甫.矫直原理与矫直机械.北京:冶金工业出版社,2002.
[2]钦明浩,柯尊忠,等.精密矫直机中轴类零件矫直工艺理论研究.机械工业学报,1997,33(2):48-53.
[3]张向军,桂长林,等.轴类零件校直设计理论和计算修正研究.机械设计,1997,(11).
[4]翟 华,韩春明,等.轴类零件精密校直行程算法.重型机械,2001,30(3):23-26.
[5]李 骏,熊国良,邹慧君.轴类零件压力矫直过程的数学模型与行程计算.重型机械.2004,33(6):41-44.
[6]成大先.机械设计手册(第三版).北京:化学工业出版社,1997.
[7]雷天觉,等.液压工程手册.北京:机械工业出版社,1990.
[8]胡金龙.数控激光切割机传动系统的研究[J].锻压装备和制造技术,2011,47(1):22-24.
[9]王 猛.SDP-110 型伺服压力机控制系统的开发研究[J].锻压装备和制造技术,2011,46(2):50-53.
[10]曹光荣.超长超大折弯机液压系统的设计分析[J].锻压装备和制造技术,2011,46(4):37-39.