一种快速锻造液压机关键零件设计分析
2013-06-29毛春燕
毛春燕
(太原重工股份有限公司 技术中心,山西 太原 030024)
1 引言
随着国内各大钢厂的技术改造,预计钢的产量将上很大一个台阶。除用于板材和管材生产外,有相当产量的钢要经过开坯锻造,转化为附加值更高的锻件。国内现有的锻造压机还无法满足需求,特别是用于精锻的大型快速锻造压机。除了上个世纪70年代我国引进德国、日本等国的20MN 快锻机组,稍后西安重型机械研究所开发了8MN、20MN快锻压机,兰州石化机械厂也生产了多台8MN、16MN 级的快锻压机外,超过20MN 的大型和特大型快锻压机国内尚未开发成功。我公司研制的快速锻造液压机正是为适应经济性和现代化要求的锻压车间而自主开发的,是目前国内最大的快锻设备。
该压机适合于黑色金属直形和台阶形钢棒、转轴、环件、衬套、饼件和各类特定的自由锻件生产,是各大机械、冶金工厂实现大型锻件镦粗开坯和自由锻件生产向精密化和快速化发展必不可少的压力加工设备。始锻材料为铸造钢锭或ESR-坯锭。

2 结构特点
该压机机架(如图1 所示)由上梁、下梁、双立柱和多根小拉杆组成。工作时,拉杆承受拉应力,立柱承受压应力和弯曲应力。机架按照最大锻造力和最大允许偏心距调整来确定预应力。
压机本体为双立柱预应力组合框架结构,主、侧缸与上横梁组合,采用上传动式。空心矩形立柱和设置于其中的拉杆与螺母,连同上下横梁一起构成预应力组合框架。拉杆全长施加预应力,立柱始终工作于压应力状态。工作时拉杆承受的拉力为锻造力和立柱受到的残余压力之和。在压机反复加载和卸荷过程中,拉杆所受拉应力始终在预应力与锻造时所受拉应力之间变化,拉杆的载荷波动量小,应力变化幅值小,因而提高了框架的抗疲劳强度、承载能力和安全可靠性。双立柱斜置放置具有较大的操作空间,操作视野更为开阔,钢锭易于接近中心、进出空间大、导向精度高,使得工艺适应性更强。在截面积相同的情况下,两根立柱比四根立柱的抗弯截面模量要大,也就是说双柱压机在工作过程中比四柱压机要稳定。中空立柱的外围四周可供活动横梁系统导向,导板可更换,导向元件使用寿命长,立柱无磨损。
该压机配有砧子横向移动装置/工作台移动装置/(砧库),以及快速更换上砧装置,以缩短换模时间。
锻造压机机架与锻造轴线是成一定角度的布置的,这样可在锻造或更换工具操作时具有最优的易接近性。压机操作工对锻造工具和操作机夹钳具有良好可视性。
3 主要零件力学模型的建立
本文采用I-DEAS 有限元分析软件对上梁和下梁进行结构应力应变仿真分析。
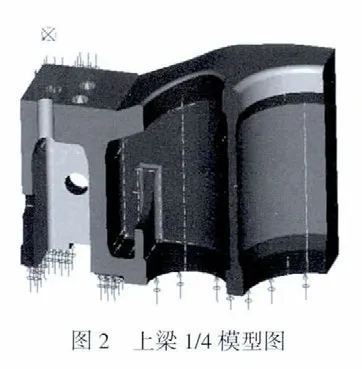
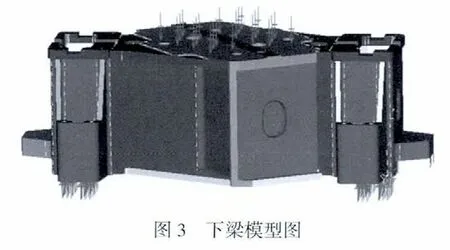
首先建立该零件的力学模型,上梁为典型的对称件,因此取四分之一模型来研究,可大大节省计算时间。按最大锻造力工作时,上梁受力有拉杆预紧力、主侧缸压力、立柱的残余预紧力,据此上梁的模型及受力如图2 所示。下梁为非对称件,建立整体模型如图3 所示,不但要进行正载荷加载计算,还应考虑最大允许偏载时下梁的应力应变大小。由于模型比较大,结构复杂,因此上下梁都采用四节点四面体单元自动划分网格。
4 有限元分析及结果
该锻造压机主要受力件上梁、下梁均为铸造件。铸造件因其在铸造过程中极易产生缩孔、疏松等缺陷,因此设计时上、下梁的许用应力不能取得太高,零件开始的设计草图往往偏重,而手工计算简化太多,无法具体到筋板薄厚的确定。有限元分析可以很直观地看到应力的分布情况,经过结构优化,从而使得材料得到合理分配,减轻零件重量。
计算结果采用VON MISES 等效应力,它是按第四强度理论确定的:

式中,σ1、σ2、σ3为主应力,且有 σ1>σ2>σ3。
4.1 上梁分析及结果
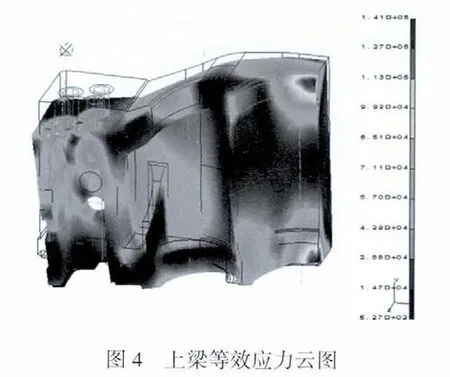
工作状态时,上梁在三缸作用力及预紧力和残余预紧力的作用下上拱变形,如图4 所示,主缸孔上下沿处VON MISES 应力最大,通过调整梁高、型腔壁厚及形状,使得该处应力降到许用应力范围内;同时把应力比较低的地方的型腔壁厚减薄,使上梁的重量尽量减轻,并保证主、侧缸法兰接触面的刚度在经验值范围内,这样经过多次计算,最后确定下上梁的形状。
4.2 下梁分析及结果
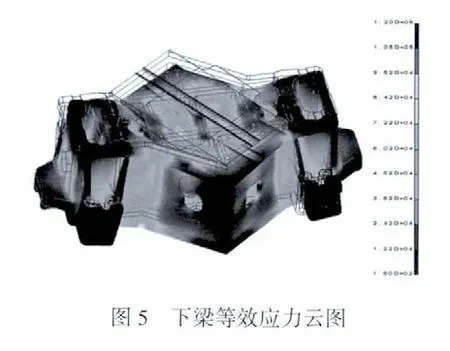
下梁受到最大镦粗力和预紧力的作用下下挠变形,如图5 所示。由图可见,在承受正载荷时下梁最高应力在上下面板的出砂孔处,因此该处需进行滚压、打磨等加工处理。同时还对下梁进行了偏载计算,在最大偏心距时下梁强度满足需要。经过不断调整型腔壁厚,使下梁结构最优化。
5 结束语
通常,在满足许用应力的前提下,初始设计的关键铸件草图中梁的壁厚、型腔大小及梁高等都取得偏大,往往使整个零件超重,不但浪费材料,而且给加工、制造和装配带来很大麻烦,因此,需要对设计草图进行结构优化。有限元分析以其直观性和可反复修改性使得设计工作更趋合理,采用有限元分析软件可以显著提高设计质量和设计效率,明显降低设计成本,充分缩短设计、生产准备周期,浓缩和提高设计经验。
[1]李贵闪,何晓燕,荣兆杰.我国液压机行业的现状及发展.锻压装备与制造技术,2006,41(4):17-18.
[2]毛志强,王 飞.摆式剪板机刀架的有限元分析.锻压装备与制造技术,2012,47(1):31-33.
[3]梁 米,谭建平,陈 晖.300MN 水压机活动横梁的变形规律.机械设计与研究,2010,26(1).
[4]王 震,李占云,林怀峰,等.全国产80MN 快速自由锻造液压机的研发与应用.第八届中国钢铁年会论文集,2011.
[5]杨振民.45MN 快锻液压机本体关键部件结构设计与分析.燕山大学硕士学位论文,2007.