不落轮旋车制造装备在轨道交通领域的应用
2013-06-18中国南车戚墅堰机车有限公司原主任工程师虞行国
中国南车戚墅堰机车有限公司原主任工程师 虞行国
科技在日益发展,装备制造在立意创新,国人的消费理念在转变的同时,出行方面的要求和观念也在更新,要达到健康的旅游,克服和消除骆驼式的出行方式,就需要有更好的代步交通工具来解决出行中的矛盾,享受高品位的行程。截至2012年5月24日,我国已开通轨道交通运营的城市有16座,即将拥有轨道交通的城市有13座,已在运行和在建的有171条,到2020年铁路线路运行里程将达到7000km。每天这些轨道交通的车辆为城市的绿色出行带来了方便和快捷,同时也解决了城市地面交通的压力。但是轨道交通车辆的轮对因运行里程和行车速度的因素,肯定会造成轮对加剧磨损的状态。为了保证安全运行,必须按照规程进行修理或者更换,所以采用在线不落轮加工的新工艺、新方法是符合高效、节能加工的最好途径。我国城市轨道交通线广量大,这种不落轮的加工方法需求量很大,它可以为运行及制造商提高制造速度和缩短维修时间,从而达到大量节约成本。但是,目前对车轮轮对因轮缘和踏面磨损后的修理更换,大多数工厂机务段都是采用吊装方法进行操作,在车轮轮对严重磨损时也只能是更换。图1所示是磨损后的车轮外形,图2所示是修复后的外形。

轨道交通车轮现行加工工艺
多年来,我国铁路系统制造和修理的加工设备都是东欧波兰专门为铁路生产的UBA、UBB、UBC三代车轮车床,轮缘和踏面的形状也是最早从仿形加工发展到今天的全数控加工设备。图3所示是现行的加工设备。

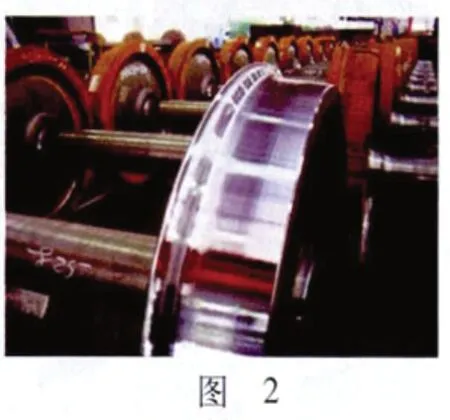
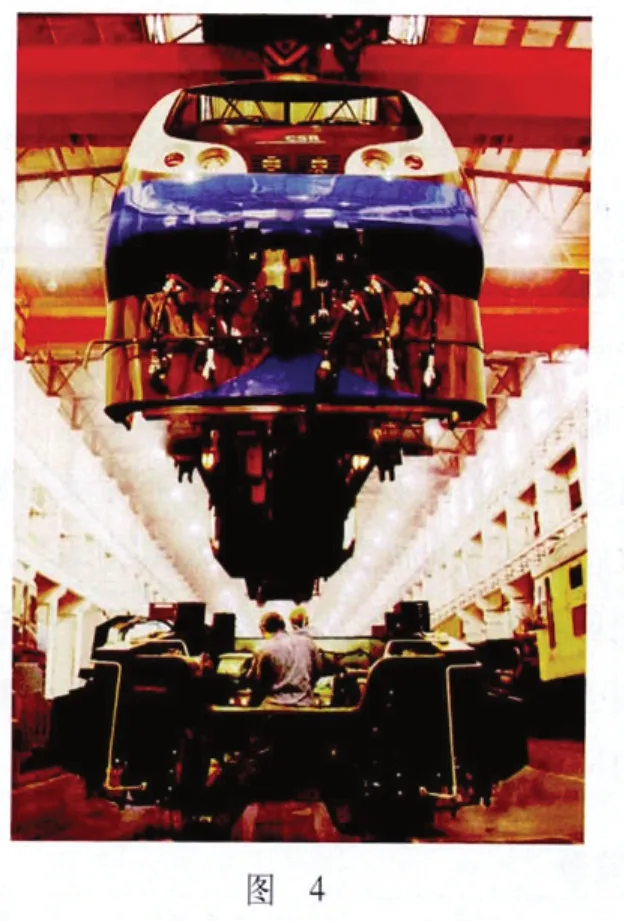
国内的齐一机和青海机床是我国重点生产和配套铁路加工的设备制造重点厂家。这些设备只能适用于新造,不适于不落轮的加工。时代在不断地发展,工艺在不断地进步,生产修理的对象在不断地改变,如果针对目前的轨道交通轮对的维修方法还是采用起吊、装卸、上机床加工、装配、落车的最基础的工艺和流程,那么修理时间肯定需要很长的周期,不符合现代加工需求,满足不了高速发展的高铁和城市轨道交通的新局面,同时也不符合绿色环保、高效文明生产的原则。图4、图5所示是机车和车辆更换车轮起吊的情况。
不落轮加工的方法和发展形势
按照每条地铁线需要配备一台的思路,我们就需要更多的加工设备来适应轨道交通的需求,这是个庞大的规划。目前新工艺、新方法已经在小范围中得到了应用。正因为有这个需求,在国内已经有江西黑根赛特、青海华鼎、武汉重型、中船重工、北京一机、北车二七装备公司等企业看准这个新兴的产业,正在生产和准备生产不落轮加工的设备。国外生产这种机型的制造厂也不是很多,进入国内市场的这个领域也只有几家。
在国内已经有几家企业开始采用德国或西班牙合作合资的方式以及制造技术生产的机床投入了北京地铁、上海地铁和长春地铁使用,它一定会在全国各大中城市的地铁或者机务段中得到推广和使用。不落轮车床最大的好处和优越性就在于车箱箱体不需要吊离车轮轮对,只要把这个列车牵引到装有不落轮旋床地坑的上方就可以进行在线加工。设备的全貌如图6所示。

具体加工的方法:设备属地沟形式主要安装在地坑和地面上。它具有新一代的数控控制系统、结构紧凑的液压系统、在加工车削时可以同时加工两侧车轮并且通过先进的测量装置,对车轮的轮缘和轮对的踏面预加工自动测量和最终加工完成的数据测量,即同时测量、同时加工和同时采集加工数据,使加工完成的同一车轮直径差在0.1mm之内,基本达到尺寸与形状完全相同的效果。对要加工的车辆走行装置的轮对车轮修理时,只需要把车辆的车轴中心在牵引车的作用下送到基本的位置自动定位,可以根据不同类型的转向架对轮对两侧各有一对具有调节的摩擦驱动滚轮,作为车辆的车轴中心定位装置,并在液压升降支撑装置的作用下,根据轴的承重情况轮对车轴可以被提升1~10mm。同时这套装置也作为下压板的支撑作用使用。在对轮对内侧定位的基础上,通过上压板机械液压装置压住不同类型轴箱体的上端,以将车轴固定在下压板支撑装置上完成车轴的轴向定位。辅助接头导轨在液压系统的作用下,会通过系统自动沿铁轨一侧平行移动,使得在两个摩擦驱动轮之间留出给设备进行测量和加工的空余位置。在设备的X轴向移动的溜板上装有接触式RENISHAW踏面形状测量装置、精车刀柄、粗车刀柄以及滚轮式轮径测量装置,在经过对轮对轮缘高度、轮缘厚度、踏面中径的测量后,所采集的数据将作为X、Z轴的加工工艺零点。4个独立升降系统的摩擦驱动轮以最小的转矩旋转带动轮对转动,X、Z轴根据所测量的数据就可以按照数控系统的设计程序进行加工。在加工中分别采用粗车刀和精车刀2套刀柄系统,并采用编码器作为位置环的测量。在粗车刀和精车刀2套刀柄上又装有2片刀片,先粗车后精车在经过二次车削后就能分别完成轮对的直径、车轮内侧面和外侧面加工。图7所示就是不落轮加工的模拟示意。

在完成加工后系统会对轮对进行自动测量,内容包括:①轮缘的高度。②轮缘的厚度。③轮对的椭圆度。④轮对的跳动。⑤轮对直径的实际尺寸。⑥内侧面之间的距离。
以上数据测量后将被存储在系统的硬盘里,作为历史资料保存。在测量轮对直径的实际尺寸时,采用一种滚轮式的直径测量轮装置,直径轮的尺寸是已预知的,当直径轮与轮对接触后相对进行旋转就能方便地测量出车轮圆周,最终确定直径尺寸。加工时轮对二边的刀架同时进行旋车切削加工,轮对的直径尺寸有数控统一控制,从而确保轮对尺寸的一致性。通过以下的四个国内外不落轮制造企业技术参数的对比,可以明显地反映出设备加工精度和尺寸的一致性,以及每班能够加工12对轮对的高效加工能力(见附表)。
期望我国的民族装备制造企业能够尽快地掌握制造核心,来满足轨道交通发展的需求,并且能够进入国际市场,做到从中国仿造到中国制造,从中国制造到中国创造,最后真正实现和做到MADE IN CHINA。

不落轮主要技术参数比较表