16V265H柴油机凸轮轴相位角检测方案设计
2013-06-18北车大连柴油机有限公司辽宁116022王会容
北车(大连)柴油机有限公司(辽宁 116022)梁 亮 王会容
引进机型16V265H型柴油机凸轮轴由4个单节联接而成,每一单节凸轮轴上有4个凸轮组,每个凸轮组由供油、进气、排气凸轮组成。钳工组装时在凸轮轴专用组装平台上分别将4个单节凸轮轴通过法兰盘定位销、螺栓联接起来,组装后由钳工对凸轮相位角进行检测。设计要求为任何两凸轮组间的相位角偏差不大于2°,内控标准±20′。
传统凸轮相位角的检测方法,主要有两种:一种方法是将组装后的凸轮轴送检测中心检测,因凸轮轴组装长度较长(3452mm),需要一个专用的高精度检测平台和检测设备。这种检测方法虽然检测精度高,但检测周期长,而且专用检测平台、设备价格昂贵;另一种方法是在凸轮轴组装现场的平台上,钳工用万能分度头与角尺配合,用塞尺来对凸轮进行检测。这种方法使检测周期大大缩短,但操作麻烦,须4人同时作业,而且检测精度低,不能保证产品质量。
两种方法各有特点,但在批量生产中,效果都不理想。265柴油机凸轮轴国产化中相位角检测成了生产中的瓶颈,急需一种操作既简单便捷又能保证测量精度的检测方法来对凸轮轴相位角进行检测。
为解决上述难题,结合多年检测240凸轮轴相位角的经验,经过多次试验,创新地提出一套265柴油机凸轮轴相位角检测操作方案,以解决凸轮轴相位角检测和调整技术难题,满足国产化要求,并得到了国外专家的认可。
1.检测原理
265凸轮轴凸轮型面比较复杂,它的凸轮轮廓是非线性函数曲线,进、排气凸轮轮廓是圆弧凸轮(高次方函数凸轮),没有一直线段可供测量;供油凸轮轮廓是由多段不同曲率半径组成的几何凸轮,在供油凸轮滚子上升面的曲线为向内凹陷的圆弧,其圆弧半径为R240mm,其形成的凹腹面的两个最高点之间的连线便于测量,可以作为测量的基准。
根据265柴油机凸轮轴各凸轮之间的相位角要求,设计、制作了凸轮轴相位角专用检具。该检具由八面体、联接螺栓和百分表及表座组成。检具八面体外形为正八边形(见图1),使用时每一边对应一组凸轮。

在检测时,首先确定检具八面体与第一缸供油凸轮检测基准的平行度,然后用百分表按发火次序测量各缸供油凸轮凹腹面直线段与检具八面体顶边的平行度误差值δ,按三角函数关系可以得出所对应的角度α=arcsinδ/边长,例如测得δ值为0.11mm,则α=arcsin0.11/65=5′17″。即凸轮相位角偏差5′17″,通过八面体倾斜的方向确定相位角的正负。265柴油机凸轮轴相位角公差为±1°,相应的δ值不应超过±1.13 mm。
2.八面体的设计、制作及精度检测
八面体是凸轮轴相位角专用检具中最为关键的零件,它的加工精度的高低直接决定着相位角测量精度的高低。在加工中主要控制八面体每两边之间45°夹角的公差在±20″之内;八面体每两边之间135°邻角的公差在±20″之内;8个65mm边长的外平面的平面度达到0.01mm,表面粗糙度值达到Ra=1.6μm,这样理论上由八面体本身产生的最大测量误差就控制在8×(±20″)=±2′40″以内。±2′40″的制造精度相对于任何两凸轮单节间的相位偏差不大于2°、内控标准±20′的设计要求来说是比较严格,也是比较合理的。
八面体材料为45钢,经过粗车→调质→精车→车铣加工中心铣外型及车端面→车端面→磨平面等工序加工而成,其重要工序均在车间高精度的车铣加工中心完成,确保加工精度。在完成八面体的加工后,送到检测中心检测。在检测中心20℃恒温24h检测结果显示,八面体的加工精度远远高于设计允许的±2′40″的要求,用最大误差为38″的八面体检测内控为±20′凸轮轴各凸轮间的相位角误差是绰绰有余的,也是非常理想的。
3.操作方法
(1)将组装好的凸轮轴放置在专用平台的V形支撑上,支撑点如图2所示轴颈处。
(2)将检具八面体通过联接螺栓装入单节四凸轮轴上,并预紧联接螺栓(见图2)。为检测方便将16组凸轮组分为AC、BD两组(注:AC组和BD组各凸轮组分别负责柴油机V形排列的每排8个气缸的工作),每组各由8组凸轮组成。检测时先测量AC组凸轮相位角,然后再测量BD组凸轮相位角。每组检测顺序按柴油机各缸发火次序依次进行。
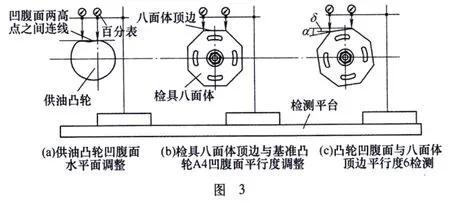
(3)检测AC组凸轮相位角。①调整AC组测量基准的水平:选择单节四凸轮轴供油凸轮A4作为检测基准。用百分表分别测量凸轮A4凹腹面的两个最高点,调整至百分表的示值在这两个最高点的值相同,即凸轮A4凹腹面处于水平位置,基准调整完毕(见图3a)。②调整检具八面体与检测基准的平行度:用百分表检查八面体的顶边两端的差值,使八面体顶边与凸轮A4凹腹面平行,然后用力矩扳手将检具与凸轮轴联接螺栓把紧(见图3b)。③按凸轮轴发火次序检测单节三供油凸轮A3相位角与基准A4相位角误差。将凸轮轴顺时针旋转45°,使凸轮A3凹腹面处于水平位置,测量、调整方法同①。然后用百分表检查检具八面体顶边两端的差值δ(见图3c)。检测结果与265凸轮轴装配角度换算表对照,找出δ值对应的角度值。④将凸轮轴沿顺时针方向分别旋转90°、135°、180°、225°、270°和315°,检测各单节上供油凸轮A1、A2、C1、C2、C4和C3的相位角,测量方法同③。⑤将检测结果填入检查记录单,AC组凸轮相位角检测完毕。
(4)检测BD组凸轮相位角:选择单节四供油凸轮B4作为检测基准,检测方法同检测AC组凸轮相位角相同。
(5)全部16组凸轮相位角检测完毕,卸下检具。
4.操作法特点
(1)该检具制作成本低、使用维护方便。
(2)操作方法简便易学、读数直观,在工作现场仅需两个人同时作业可对凸轮轴直接进行检测。
(3)测量精度较高,可达±15″。
(4)检测周期短,提高了工作效率,适用于大批量生产。
(5)按工程能力指数Cpk值计算,将265柴油机凸轮轴各凸轮间的相位角误差内控为±20′,实际控制在±15′范围内,符合引进图样对产品质量的管控要求。
5.结语
用本操作法检测的凸轮轴相位角,检测精度和产品质量达到设计要求,凸轮轴组装的效率及质量有了很大的提高,解决了265柴油机国产化中的技术难题。该操作法通过了质量体系认证,是目前国内检测同类凸轮轴相位角比较好的一种方法。