TA15钛合金钎焊工艺与接头组织性能研究
2013-03-13淮军锋郭万林李天文
淮军锋, 郭万林, 李天文
(北京航空材料研究院,北京100095)
TA15是一种高铝当量近α型钛合金,具有良好的热稳定性,长时间工作温度可达到500℃[1];它具有良好的焊接性能和工艺塑性,可制成锻件及多种规格型材,已大量用于制造飞机和发动机承力结构件,尤其是焊接的承力构件[2~5],有关TA15钛合金的熔焊已有较深入的研究;钎焊研究相对比较少,许多钛合金的复杂件和精密件的出现,要求对其钎焊进行研究。本工作针对TA15钛合金,选用钛基非晶箔带钎料采用不同工艺对该材料进行了连接。通过扫描电镜与能谱等手段,分析了钎焊接头界面的元素分布及钎焊接头的组织;同时对真空钎焊接头进行了力学性能测试和断口分析。
1 实验材料与方法
1.1 基体材料
实验用基体材料为TA15合金,加工状态为轧制后热处理状态,其化学成分如表1所示。
1.2 钎焊材料
目前用于钛合金基体材料的钎焊材料体系较多,硬钎焊用钎料有银基、铝基、钛基和钯基等[6,7]。考虑到钎焊接头的工作环境和接头强度等方面的要求,常规的银基、铝基和钯基等体系的钎焊材料均不能很好地满足使用要求,鉴于此,选用了一种钛基钎料作为目标钎料,因为钛基钎料的钎焊接头的强度高、耐热性、耐蚀性均较好,可适用于较恶劣的工作环境[7]。钛基钎料有 Ti-Zr-Be,Ti-Cu-Ni,Ti-Zr-Cu-Ni等体系,因为Ti-Zr-Be,Ti-Cu-Ni体系钎料的钎焊温度偏高,钎焊热循环会对基体材料的综合性能产生不利影响;本研究选用钛基钎料为Ti-Zr-Cu-Ni体系的Ti-21Cu-13Zr-9Ni(质量分数/%,下同),在氩气保护下熔炼出钎料合金棒,将其装入石英坩埚采用喷射—激冷凝固方法制备出非晶态箔带,厚度约为30μm。

表1 TA15钛合金化学成分[4](质量分数/%)Table 1 Compositions of titanium alloy TA15(mass fraction/%)
1.3 钎焊工艺
将待焊接头的钎焊表面经过研磨、清洗、去除表面氧化膜和油污,按技术要求将钎料和试样装配好后入炉。采用两种工艺参数进行实验。1#真空钎焊工艺参数:钎焊温度930℃,保温时间15 min,真空度不低于1×10-2Pa;2#真空钎焊+扩散处理工艺参数:1#+930℃/60 min扩散处理,真空压强低于1 ×10-2Pa。
2 实验结果与分析
2.1 接头显微组织分析
图1是两种工艺钎缝组织的背散射照片。
在钛合金中,锆与钛是最相似的元素,有相近的熔点,也有同素异晶现象,对钛的同素异晶转变温度影响小,钛的α和β晶型与锆的相应晶型能够组成连续的固溶体。铜、镍均属于钛合金β相稳定元素,可降低钛的同素异晶转变温度[8]。钎料 Ti-21Cu-13Zr-9Ni中铜、镍的含量总合约为30%,虽然钎焊温度是930℃,低于TA15钛合金的β相转变温度(990~1050℃),但由于钎料中铜、镍的作用使近缝区的基体β相转变温度降低。从图1a钎缝背散射组织可以看出:焊接过程中基体上扩散层区域的相发生转变,球状α相消失,降温冷却的过程中有片状α相生成并向钎缝中生长。基体的原始界面已经全部弱化,钎缝整体宽度约为125μm,在基体上存在一个约30μm的扩散层,扩散层的存在说明钎料与基体形成了有效的冶金结合;图1b为钎焊后扩散处理的钎缝背散射组织,钎缝整体宽度约为190μm,钎缝组织有明显的变化,完全由片状组织组成;图1c、图1d分别是图1a、图1b钎缝中心局部的放大照片,根据图1中不同工艺的焊接接头的组织对比,钎焊接头的组织有明显的变化,钎焊后在焊接温度下进行扩散处理,可以使钎缝组织趋于稳定的片状组织。

图1 TA15钛合金钎缝微观组织形貌 (a)1#工艺:930℃/15 min;(b)2#工艺:1#+930℃/60 min扩散处理; (c)1#工艺钎缝中心部分高倍;(d)2#工艺钎缝中心部分高倍Fig.1 Microstructure of brazed TA15 alloy joint(SEM)(a)1#process:930℃/15 min;(b)2#process:1#+930℃/60 min; (c)the middle parts of 1#process sample;(d)the middle parts of 2#process sample
2.2 界面元素分布情况分析
表2是图1中所标记钎缝中不同区域的能谱分析数据,标记1,5为钎缝中面扫描能谱分析区域,标记5中Ti,Al,V,Mo元素的含量明显高于标记1中对应元素的含量,而Ni,Cu,Zr元素的含量明显低于标记1中相应元素的含量;因为2#工艺是在1#工艺上进行了扩散处理,所以相对1#工艺其钎缝区内基体富含的元素Ti,Al,V,Mo浓度较高,钎料富含的元素Ni,Cu,Zr浓度较低。标记2,3,4,6,7为钎缝中不同相能谱分析区域,从表3中可以看出属于β相稳定元素V,Ni,Cu富集于焊缝中白色β相中,属于α相稳定元素Al富集于焊缝中黑色α相中,Zr属于中性元素,所以在两相中的含量相当。
图2是真空钎焊与扩散处理工艺钎焊界面各元素分布图,扫描长度为钎缝间隙的1.1倍,线扫描区域为图1中标记8处,从图2可以看出,基体材料中的Ti,V,Al元素已经大量地向钎缝中扩散;Ti,V元素分布较均匀,Al元素在钎缝与基体中的含量已经没有明显的“台阶性”变化;钎料中主成分元素Zr,Ni,Cu和基体材料作用明显,虽然锆与钛是最相似的元素,但由于Zr元素原子半径较大,较难通过热运动而扩散,因此在钎缝中仍较多的存留,但是尖锐的“台阶”状过渡明显消弱;Ni元素和Cu元素在钎缝中的扩散分布比较相近;图2中Ni,Cu元素的峰值频起与项扫描通过两相(α相和β相)区有关,Ni,Cu元素大量富集于β相中。根据Cu,Zr,Ni界面分布图,结合表3中微区1对应的焊缝中间区域面扫描的元素含量中Cu,Zr,Ni含量之间的比值和钎料成分中Cu,Zr,Ni含量之间的比值对比可以看出,钎料主成分中Cu,Zr,Ni三个元素在钎接过程中的扩散行为比较,Cu元素扩散速率较慢,Zr元素扩散速率居中,Ni元素扩散速率较快,符合文献[9]中给出的Cu,Zr,Ni三个元素扩散规律。从焊缝总体来看扩散效果比较理想。
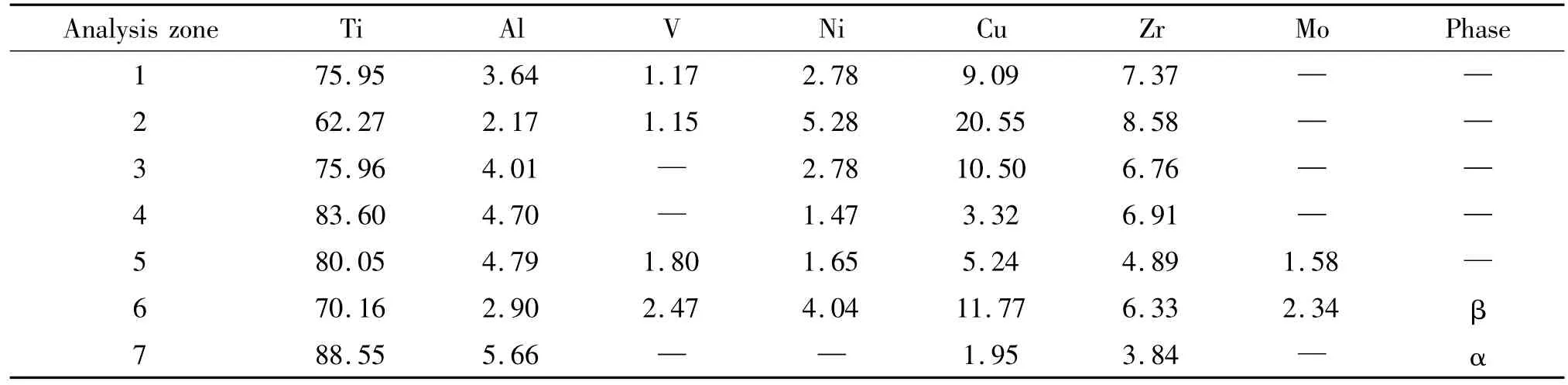
表2 图1钎缝中不同微区的化学成分(质量分数/%)Table 2 EDS analysis results of the different micro-zones in the brazing joint shown in Fig.1(mass fraction/%)

图2 经扩散处理后的TA15合金钎焊接头合金元素分布(扫描区域如图1中标记8处)Fig.2 Element distribution of diffusion treated brazed TA15 alloy joint
2.3 钎焊接头的力学性能
采用两种工艺,钎焊出了完好的对接接头,加工成标准的拉伸试样对焊接接头进行了力学性能测试,测试结果如表3所示。
1#工艺钎焊的接头强度相对比较低,但其接头的室温拉伸强度已达到基体材料拉伸强度的93%,高温拉伸强度达到基体材料拉伸强度的92%;
2#工艺钎焊的接头强度相对比较高,已经等强于焊接工艺热循环后的基体材料强度,其室温拉伸强度为基体材料拉伸强度的98%,高温拉伸强度为基体材料拉伸强度的94%,真空钎焊接头通过扩散处理,钎缝区域元素均匀化,钎缝组织趋于稳定的片状组织,明显改善了接头强度,能够很好满足TA15钛合金连接强度的技术指标。
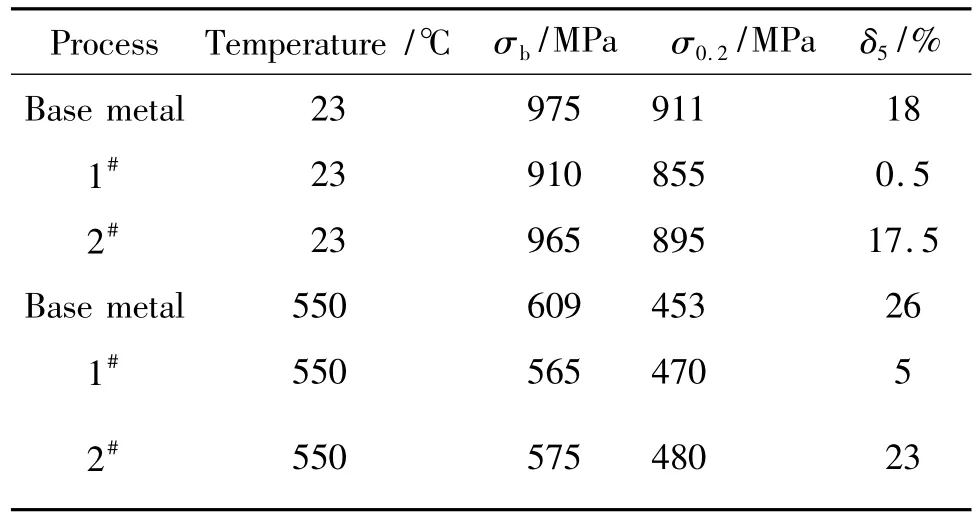
表3 TA15合金及钎焊接头力学性能Table 3 Mechanical properties of brazed TA15 alloy joints
2.4 钎焊接头的断口分析
采取宏观和微观分析方法,对TA15钛合金不同钎焊工艺焊接的接头断口进行分析。图3是不同工艺断裂试样的宏观照片,图3a是1#工艺真空钎焊接头断裂试样的照片,宏观断口没有明显的塑性变形,断口比较平齐,室温高温拉伸试样都断在钎缝处,表4中的断后伸长率δ5比较低;图3b是2#工艺真空钎焊后扩散处理的接头断裂试样的照片,宏观断口有明显的塑性变形,室温高温拉伸试样都韧断在基体上,表4中的断后伸长率δ5比较高,接近于集体断后伸长率。

图3 钎焊接头断裂试样 (a)1#工艺断裂试样;(b)2#工艺断裂试样Fig.3 Fracture photographs of brazing joint (a)photographs of 1#process;(b)photographs of 2#process
图4是1#工艺真空钎焊的形貌。图4a是室温拉伸后断口的低倍形貌,断口的裂纹源位于上方比较亮的白色区域,断口从上往下有放射状的痕迹,图4b是图4a的高倍形貌照片,从图4b的微观形貌可以看出断裂界面有解理台阶,准解理面——许多小解理面没有严格地沿着一定的晶体学平面进行,而最后的撕裂则表现为微小的撕裂棱;根据断口的宏观和微观形貌断定1#工艺真空钎焊接头室温断裂特征为脆性断裂。

图41 #工艺钎焊接头断口形貌 (a)断口的低倍形貌;(b)断口的微观形貌Fig.4 Fracture surface of 1#process joint (a)macrostructure of fracture surface;(b)microstructure of fracture surface
3 结论
(1)采用Ti-21Cu-13Zr-9Ni钎料钎焊TA15钛合金合理可行。
(2)采用Ti-21Cu-13Zr-9Ni钎料钎焊TA15钛合金的钎焊接头,通过930℃/60 min扩散处理后,钎焊接头室温和高温抗拉强度分别达到母材的98%和94%。
(3)采用Ti-21Cu-13Zr-9Ni钎料钎焊的TA15钛合金钎焊接头脆断于钎缝,通过930℃/60 min扩散处理后的接头韧断于基体。
[1]曹京霞,方波,黄旭,等.微观组织对TA15钛合金力学性能的影响[J].稀有金属,2004,28(2):362-364. (CAO J X,FANG B,HUANG X,et al.Effects of microstructure on properties of TA15 titanium alloy[J].Chinese Journal of Rare Metals,2004,28(2):362-3640.)
[2]储俊鹏,张庆玲,李兴无,等.普通退火对TA15合金拉伸性能的影响[J].金属学报,2002,38(增刊1):81-83. (CHU J P,ZHANG Q L,LI X W,et al.Effect of common annealing on tensile properties of TA15 alloy[J].Acta Metallurgica Sinica,2002,38(S1):81-83.)
[3]李兴无,张庆玲,沙爱学,等.变形温度对TA15合金组织和性能的影响[J].材料工程,2004(1):8-11. (LI X W,ZHANG Q L,SHA A X,et al.Effect of deformation temperature on microstructure and properties of TA15 alloy[J].Journal of Materials Engineering,2004(1):8-11)
[4]中国航空材料手册编辑委员会.中国航空材料手册第4卷[M].第2版.北京:中国标准出版社,2002.74.
[5]贺飞,陈海峰,王玉会.显微组织对TA15合金高温拉伸性能的影响[J].材料工程,2012(2):13-15. (HE F,CHEN H F,WANG Y H.Effect of microstructure on high temperature tensile properties of TA15 titanium alloy[J].Journal of Materials Engineering,2012(2):13-15.
[6]张启运,庄鸿寿.钎焊手册[M].北京:机械工业出版社,1998.259.
[7]郭万林,李天文,淮军锋.高温钛合金TG6钎焊工艺与接头组织分析[J].航空制造技术,2007(增刊1):203-204. (GUO W L,LI T W,HUAI J F.Brazing technology and joint microstructure analysis of high temperature titanium alloy TG6[J].Aeronautical Ical Manufacturing Technology,2007(S1):203-204.)
[8]鲍利索娃E A.钛合金金相学[M].陈石卿译.北京:国防工业出版社,1986,4.
[9]郭万林,李天文.钛合金钎缝中元素的扩散行为研究[J].稀有金属,2001,25(5):345-347. (GUO W L,LI T W.Study on diffusion behavior of elements in brazing joint of ritanium alloys[J].Chinese Journal of Rare Metals,2001,25(5):345-347.)
