汽车电泳涂装泳透力现场测量方法
2012-11-30华云王辉周磊董文超
华云,王辉,周磊,董文超
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
汽车电泳涂装泳透力现场测量方法
华云*,王辉,周磊,董文超
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
介绍了3种汽车车身电泳涂装现场测量泳透力的方法,即电位仪测量法、一米钢条测量法和泳透力盒测量法。比较了这3种测试方法的优缺点。其中,泳透力盒测量法以检测结果能够量化,有较高的精度,重复性和再现性好,对车型结构没有特殊要求,有合理的判定标准以及能够在生产现场灵活使用等优点而被确定为较佳的泳透力现场测量方法。
汽车车身;电泳;泳透力;现场测量
1 前言
泳透力是汽车车身用阴极电泳涂料的一项重要性能。泳透力高低直接影响整车的涂装质量和涂装成本。据日本丰田的资料介绍,车身外表面膜厚达到15 μm、内表面膜厚10 μm是在保证车身防腐质量达到要求的前提下,提高产能、降低涂装成本的有效措施之一。而实现这一目标的关键就是提高生产现场车身的泳透力。
泳透力测量方法最常用的有福特盒法,一汽钢管法以及四枚盒法,但是这些都是在实验室进行的模拟实验,考察的是电泳漆本身的性能。在实际生产过程中,工艺参数的设置(如通电时间、涂装电压、槽液电导率、固体分等)以及阳极排布等设备状况会直接影响泳透力,对车体空腔部分、缝隙间的电泳效果起关键作用。在涂装现场测量泳透力的最可靠的方法就是拆解车体、对内腔电泳膜厚和外表面电泳膜厚进行测量分析。但是这些方法操作性差、成本高、所需周期长,一般只在新车型调试阶段所采用。因此,汽车生产厂商和涂料厂商都在寻找适合生产现场用的泳透力测量方法。本文就近几年笔者所在公司对现场泳透力测试方法进行总结,供同行参考。
2 泳透力现场测量方法比较
近几年来,在现场使用了3种测量泳透力的方法,分别是电位仪测量法、一米钢条泳透力测量法和现场泳透力盒测量法。其中,电位仪测量法是涂料厂家普遍使用的方法,在各相关论文中均有使用实例介绍;而一米钢条泳透力测量法和现场泳透力盒测量法则是汽车主机厂和涂料厂商最近几年合作开发的测量方法,目前尚未普及使用。为了对比此 3种测量方法的优缺点,找出较佳的测量方法,笔者在一次节拍提升参数验证过程中分别使用此3种测量方法测试泳透力,对其进行分析对比。
在第一次参数调整时,电泳参数为:温度30 °C,固体分19.1%,通电时间2 min 15 s,一段电压220 V,二段电压300 V。二次参数调整时的电泳参数为:温度30 °C,固体分20.2%,通电时间2 min 45 s,一段电压260 V,二段电压300 V。没有提及的参数未作调整。
2. 1 电位仪测量法
2. 1. 1 测量原理
此方法需要使用专用仪器──电位仪,工作方法是将导电探头放置在车体各部位,在车体进行电泳时测量各部位的真实电泳电压并自动实时记录,通过分析电位达到的最大电压与实际施加的最高电压的比值来体现现场泳透力的高低,此仪器适用于分析车体各部位电压的均衡性,通过分析电位降低趋势来评价整体效果(含设备和工艺参数设置等方面的因素)。
2. 1. 2 应用
随着汽车行业的飞速发展,各汽车公司都在进行提高生产线生产能力的改造工作。其中对电泳线的改造很少,通常是通过提高链速来达到目的。但提高链速会直接影响到车体内腔电泳膜厚。因此,需要对工艺参数进行优化。在调整过程中采用电位测量法进行检测,结果见表1。其中,电压实施率 = 实际测量的最大电压 ÷ 施加的最高电压 × 100%。本案例中施加的最高电压均为300 V。
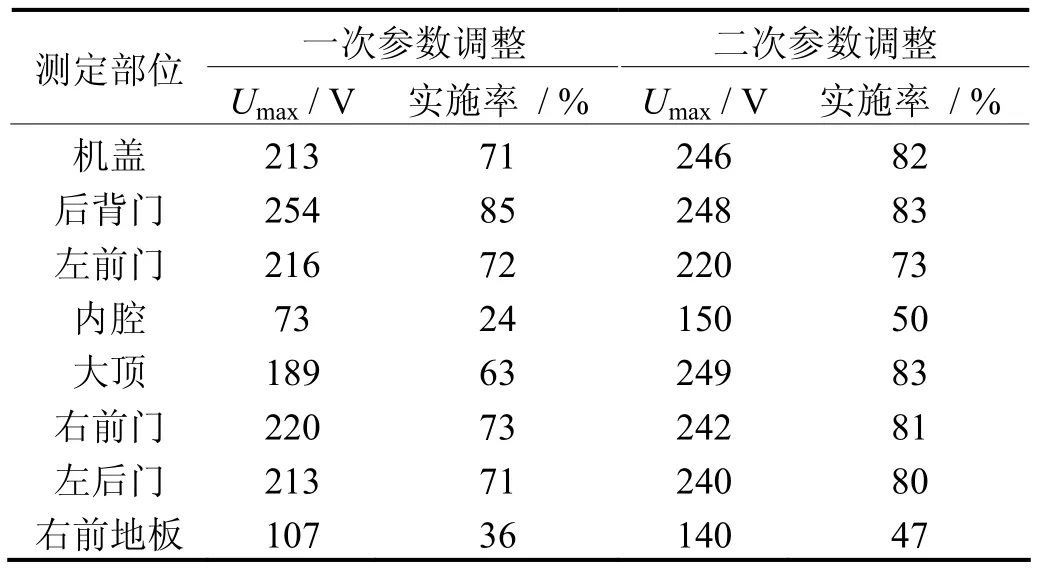
表1 电位仪测量结果Table 1 Measurement results by potentiometer
从表 1可以看出,二次调整后,实施率比第一次参数调整时高,说明二次参数的设计匹配性较好。
电位仪测量方法跟车体局部结构有关,如钣金结构的复杂性会导致局部电阻增大,电位降低。泳透力大小需要用同一车型的 2次测量数据进行对比分析。此方法的优点是准确度高,不受人为因素的影响,但只能做对比试验,没有合格标准,不能用于判定性验证。
2. 2 一米钢条测量法
2. 2. 1 方法介绍
采用1 m × 1 cm的钢条,将钢条插入到车体下边梁空腔中,随车电泳烘烤,如图1所示。使用膜厚仪对钢条上每间隔1 cm的电泳漆膜厚进行测量。

图1 一米钢条测量法示意图Figure 1 Schematic diagram of 1 m steel bar measurement
评价标准:为了考核内腔结构不同厚度电泳漆膜的耐腐蚀性,对电泳后解剖开的不同膜厚的驾驶室内腔样件进行加速腐蚀试验。结果表明,厚度为 10 μm的电泳漆膜可以看作一个分界线:漆膜厚度小于10 μm的腐蚀严重,大于10 μm的耐腐蚀能力强,加速腐蚀后基本没有锈蚀出现。故此种方法的判定标准以平均值达到10 μm为合格。
2. 2. 2 应用
此方法能够在涂装生产现场直接使用,方法简便,投资少,同时能够针对具体车型给出明确的泳透力测定数据。通常在生产参数调整以及新车型试制过程中使用,表2是S3车型在进行2次参数调整时用该方法测量电泳漆膜厚度的结果。

表2 一米钢条测试法测量结果Table 2 Results of one-meter steel bar measurement
从表2可以看出,上述2种工艺参数下电泳膜厚的平均值均达到10 μm以上,但是一次参数调整中的最小膜厚低于10 μm,说明风险较高,而二次参数调整所得电泳漆膜厚均大于10 μm,说明二次参数调整的匹配性更好。
通过泳透力条能够间接测试车体内腔电泳膜厚,但是此方法仅限于对下边梁内腔状况的间接测量,使用范围较窄,受车体结构影响很大,测量结果再现性不足。而且下边梁空腔中,结构复杂的零件容易使钢条粘漆,使结果不可靠。同时,钢条上的膜厚由大到小递减,以平均膜厚为判定标准也不够科学。
2. 3 泳透力盒测量法
2. 3. 1 测量方法
参考四枚盒测量泳透力的方法,制作现场测量用的盒体。用100 mm × 500 mm 的2块冷轧磷化板做成如图2所示的长方体盒子,保证盒子内腔厚度为4 mm,两端开口,便于电泳漆进出盒体里。在制作过程中,要保证边缘密封严实。

图2 泳透力盒示意图Figure 2 Schematic diagram of throwing power box
将此盒子挂在车体左前门内侧靠近A柱处随车电泳,电泳烘烤后取下盒体,拆开后用膜厚仪测量冷轧板电泳漆膜厚度和深度,每隔1 cm测量一个数据。 将膜厚作图,与标准曲线作对比,看是否在合格区域内。泳透力盒电泳后的内壁状况如图3所示。
2. 3. 2 应用
在现场用泳透力盒对二次参数调整后的泳透力进行测量,结果见图4。其中,阴影部分为不合格区域。从图 4可以看出,一次参数调整后的膜厚值有部分落在阴影区域内,存在不合格现象;而二次调整后的泳透力处在标准范围内,参数设计合理,可以进行批量生产。

图3 泳透力盒内壁电泳后的状况Figure 3 Status of internal walls of throwing power test box after electrophoresis

图4 泳透力盒测试结果Figure 4 Test results with throwing power test box
对比以上3种方法发现,泳透力盒测试方法仿照实验室测量电泳泳透力的方法制作,能够直接应用于生产现场的泳透力检测,而且该装置可随线检测,操作简便,使用方便,并可直接或稍加处理后重复使用。
3 结语
比较而言,采用泳透力盒现场测量电泳泳透力的检测结果能够量化,有较高的精度,重复性和再现性好,对车型结构没有特殊要求,并有合理的判定标准可依,能够在生产现场灵活使用。因此,电泳泳透力的现场测试推荐使用此方法。
On-site measurement of throwing power during electrophoresis of car body //
HUA Yun*, WANG Hui, ZHOU Lei, DONG Wen-chao
Three methods for on-site measurement of throwing power during electrophoresis of car bodies were introduced, including potentiometer measurement, one-meter steel bar measurement, and throwing power box measurement. The advantages and disadvantages of the three methods were compared. The throwing power box measurement was recommended due to its quantifiability, relatively high precision, good repeatability and reproducibility, no special requirements for vehicle type and structure, rational determination standard, and flexible application in production.
car body; electrophoresis; throwing power; on-site measurement
Hebei Province Automobile Engineering Technology Research Center, Technological Center of Great Wall Automobile Co., Ltd., Baoding 071000, China
TQ639.2
A
1004 – 227X (2012) 10 – 0068 – 03
2012–07–29
2012–08–02
华云(1972–),女,湖北红支人,工程师,主要从事汽车涂装工艺设计及管理工作。
作者联系方式:(E-mail) hy13832247045@126.com。
[ 编辑:韦凤仙 ]